You might also like
- EF Pressure Welder Operating ManualDocument27 pagesEF Pressure Welder Operating ManualShahrozNo ratings yet
- Bluelog X SeriesDocument56 pagesBluelog X Seriesmartin solarNo ratings yet
- HT 1300 Solids ModuleDocument57 pagesHT 1300 Solids ModuleTrần Ngọc Phương DungNo ratings yet
- User-Manual-EMP 500.12 v7Document62 pagesUser-Manual-EMP 500.12 v7hcostascribd1No ratings yet
- TOX PowerpackageDocument98 pagesTOX PowerpackageArmando RCNo ratings yet
- br102 PlusDocument76 pagesbr102 PlusAhmet Hayri KınacılarNo ratings yet
- 861 Advanced Compact IC User Manual EngDocument119 pages861 Advanced Compact IC User Manual Eng陳宥潾No ratings yet
- Operating Manual: Sunny Tripower Core2Document80 pagesOperating Manual: Sunny Tripower Core2Fatih AkyuzNo ratings yet
- Nuva Eba - 270 Centerfuge Operation ManualDocument30 pagesNuva Eba - 270 Centerfuge Operation ManualAli ChuwaidNo ratings yet
- Microcool Manual 15-11-19 MFDocument68 pagesMicrocool Manual 15-11-19 MFMETROLOGIANo ratings yet
- 818 IC Pump: ManualDocument56 pages818 IC Pump: ManualKhalid Zghear100% (1)
- Alarm Sounder FDS229 Technical Manual PDFDocument58 pagesAlarm Sounder FDS229 Technical Manual PDFBilbureanu Robert FlorinNo ratings yet
- InterfaceDocument22 pagesInterfaceJUAN ROJASNo ratings yet
- Manual PicasDocument59 pagesManual PicasDươngNo ratings yet
- Getting Started: R&S SFU Broadcast Test SystemDocument59 pagesGetting Started: R&S SFU Broadcast Test SystemPaweł CałaNo ratings yet
- Baumuller BKD PDFDocument138 pagesBaumuller BKD PDFkratmelNo ratings yet
- WMT 210Document38 pagesWMT 210luis tocoraNo ratings yet
- Manual: Mobile Dust Monitor Environ Check 180Document74 pagesManual: Mobile Dust Monitor Environ Check 180ARTURO CHAPARRO R.No ratings yet
- Manual Mttrom844Document131 pagesManual Mttrom844Camilo Rojas VergaraNo ratings yet
- Multi NC 2100SDocument112 pagesMulti NC 2100STrần Ngọc Phương DungNo ratings yet
- It3000 Manual TecnicoDocument132 pagesIt3000 Manual TecnicoBraulio100% (2)
- DRM816 3 PTN-4-CoDir A4 E ScreenDocument22 pagesDRM816 3 PTN-4-CoDir A4 E ScreenvladimirNo ratings yet
- RLU2.... Basic DocumentationDocument174 pagesRLU2.... Basic DocumentationCentrala MetalaNo ratings yet
- Manual contrAA 800 enDocument140 pagesManual contrAA 800 enHumberto GuzmanNo ratings yet
- 3BSE020923R301 S800 IO General Information and Installation - Users GuideDocument174 pages3BSE020923R301 S800 IO General Information and Installation - Users GuideMatringeNo ratings yet
- Krohne mfc300 Manual PDFDocument180 pagesKrohne mfc300 Manual PDFJorge GilNo ratings yet
- Marsic 300 en v2Document88 pagesMarsic 300 en v2Dimitris0% (1)
- Ka 01099 FenDocument64 pagesKa 01099 FenSardar PerdawoodNo ratings yet
- BaumullerDocument164 pagesBaumullernguyendang tienNo ratings yet
- Digitaler Servoverstärker AX2500: Assembly, Installation, SetupDocument81 pagesDigitaler Servoverstärker AX2500: Assembly, Installation, Setupalejandro garciaNo ratings yet
- Manual Rf-Id Tdoct1709e - EngDocument82 pagesManual Rf-Id Tdoct1709e - EngfernacvrdNo ratings yet
- Isometer® Isogen523-S4-4: ManualDocument48 pagesIsometer® Isogen523-S4-4: ManualAdam NiebrojNo ratings yet
- Drm803 3 Ptn-csm310-A Ptn-csm540-A A4 e ScreenDocument25 pagesDrm803 3 Ptn-csm310-A Ptn-csm540-A A4 e ScreenvladimirNo ratings yet
- Operating Instructions DUSTHUNTER SP100 en IM0037658Document110 pagesOperating Instructions DUSTHUNTER SP100 en IM0037658Ahmad DagamsehNo ratings yet
- OMI-2H Installation and Users GuideDocument34 pagesOMI-2H Installation and Users GuidecarlosNo ratings yet
- Instruction Manual DS500 ENDocument124 pagesInstruction Manual DS500 ENLoric Eugene PeregrinoNo ratings yet
- SRU-Plus 20-60Document88 pagesSRU-Plus 20-60Ernesto SanchezNo ratings yet
- Installation and Operating Instruction: Gas Burner WG10... /1-D ZM-LNDocument112 pagesInstallation and Operating Instruction: Gas Burner WG10... /1-D ZM-LNMilutinNo ratings yet
- Alarm Sounder FDS221 Technical ManualDocument52 pagesAlarm Sounder FDS221 Technical ManualBilbureanu Robert FlorinNo ratings yet
- Pem 533Document96 pagesPem 533Thịnh NguyễnNo ratings yet
- Brief Operating Instructions Cerabar PMC11, PMC21, PMP11, PMP21, PMP23Document20 pagesBrief Operating Instructions Cerabar PMC11, PMC21, PMP11, PMP21, PMP23kythuat04 nteNo ratings yet
- Manual Guide For SpinnerDocument479 pagesManual Guide For SpinnerMohamad Haziq Mohamad ZinNo ratings yet
- MenAMI Hydrazine 03Document84 pagesMenAMI Hydrazine 03LỘC LÊNo ratings yet
- DRM833 1 Dragon PTN Network Operation A4 E ScreenDocument74 pagesDRM833 1 Dragon PTN Network Operation A4 E ScreenvladimirNo ratings yet
- 2-Sick-Dusthunter Sp100exDocument92 pages2-Sick-Dusthunter Sp100exgudapati9No ratings yet
- User Manual Gonotec Osmometer 3000 Manual-1Document111 pagesUser Manual Gonotec Osmometer 3000 Manual-1Hendri FirmansyahNo ratings yet
- BA REFUsol 008K-020K EN PDFDocument71 pagesBA REFUsol 008K-020K EN PDFDIWAKAR NNo ratings yet
- V and VG Series: Operating InstructionsDocument53 pagesV and VG Series: Operating InstructionsjmsponteNo ratings yet
- BMAX Manual EnglishDocument16 pagesBMAX Manual Englishwisnu_bayusaktiNo ratings yet
- 离子色谱仪 883 英说明书Document118 pages离子色谱仪 883 英说明书scribd birdNo ratings yet
- MESSKO® MTO Operating Instructions 5972470 03 enDocument126 pagesMESSKO® MTO Operating Instructions 5972470 03 enprudduNo ratings yet
- KROHNE OPTISONIC-3400 User ManualDocument144 pagesKROHNE OPTISONIC-3400 User ManualImpresora RabighNo ratings yet
- Blue'log X Series: Operating ManualDocument124 pagesBlue'log X Series: Operating ManualArianit ZeqiriNo ratings yet
- Drm815 3 Ptn-2-Ols A4 e ScreenDocument31 pagesDrm815 3 Ptn-2-Ols A4 e ScreenvladimirNo ratings yet
- LT-2010 MR-2900 Installation ManualDocument60 pagesLT-2010 MR-2900 Installation ManualmatiasNo ratings yet
- SiemensDocument173 pagesSiemensAbid HussainNo ratings yet
- Device Net Congiguration PDFDocument51 pagesDevice Net Congiguration PDFAkshayNo ratings yet
- Troubleshooting Optical Fiber Networks: Understanding and Using Optical Time-Domain ReflectometersFrom EverandTroubleshooting Optical Fiber Networks: Understanding and Using Optical Time-Domain ReflectometersRating: 5 out of 5 stars5/5 (2)
- Power Electronics Design: A Practitioner's GuideFrom EverandPower Electronics Design: A Practitioner's GuideRating: 4.5 out of 5 stars4.5/5 (3)
- DL6 2023-01-25 at 09-43-20 Joint 7.dl6Document2 pagesDL6 2023-01-25 at 09-43-20 Joint 7.dl6DavidNo ratings yet
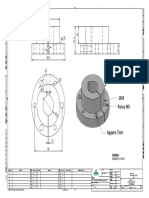
- Plano Acople Blower1Document1 pagePlano Acople Blower1DavidNo ratings yet
- Weldy WGW 300-Operation ManualDocument13 pagesWeldy WGW 300-Operation ManualDavidNo ratings yet
- Certificado de Calidad Brida Anillo GhasDocument1 pageCertificado de Calidad Brida Anillo GhasJKarlos Barrientos ÑufloNo ratings yet
- Man LJP 2302Document3 pagesMan LJP 2302DavidNo ratings yet
- Ter 1963Document2 pagesTer 1963DavidNo ratings yet
- ASME NM 1 2018 Thermoplastic Piping Systems PDFDocument146 pagesASME NM 1 2018 Thermoplastic Piping Systems PDFharshad67% (3)
- Tourism and GastronomyDocument245 pagesTourism and GastronomySakurel ZenzeiNo ratings yet
- Computer Science HandbookDocument50 pagesComputer Science HandbookdivineamunegaNo ratings yet
- Week 1-2 Module 1 Chapter 1 Action RseearchDocument18 pagesWeek 1-2 Module 1 Chapter 1 Action RseearchJustine Kyle BasilanNo ratings yet
- EQUIP9-Operations-Use Case ChallengeDocument6 pagesEQUIP9-Operations-Use Case ChallengeTushar ChaudhariNo ratings yet
- STAB 2009 s03-p1Document16 pagesSTAB 2009 s03-p1Petre TofanNo ratings yet
- Unit 2 Module 2 Combined-1Document14 pagesUnit 2 Module 2 Combined-1api-2930012170% (2)
- The Evolution of Knowledge Management Systems Needs To Be ManagedDocument14 pagesThe Evolution of Knowledge Management Systems Needs To Be ManagedhenaediNo ratings yet
- 1.12 Properties of The Ism - FlexibilityDocument4 pages1.12 Properties of The Ism - FlexibilityyomnahelmyNo ratings yet
- Supreme Court Case Analysis-Team ProjectDocument5 pagesSupreme Court Case Analysis-Team ProjectJasmineA.RomeroNo ratings yet
- Nodal Analysis Collection 2Document21 pagesNodal Analysis Collection 2Manoj ManmathanNo ratings yet
- Sun God NikaDocument2 pagesSun God NikaElibom DnegelNo ratings yet
- Promotion of Coconut in The Production of YoghurtDocument4 pagesPromotion of Coconut in The Production of YoghurtԱբրենիկա ՖերլինNo ratings yet
- Old Man and The SeaDocument10 pagesOld Man and The SeaXain RanaNo ratings yet
- Agile in ISO 9001 - How To Integrate Agile Processes Into Your Quality Management System-Springer (2023)Document67 pagesAgile in ISO 9001 - How To Integrate Agile Processes Into Your Quality Management System-Springer (2023)j.paulo.mcNo ratings yet
- Security Policy 6 E CommerceDocument6 pagesSecurity Policy 6 E CommerceShikha MehtaNo ratings yet
- Form PersonalizationDocument5 pagesForm PersonalizationSuneelTejNo ratings yet
- Chapter 3-CP For Armed Conflict SituationDocument23 pagesChapter 3-CP For Armed Conflict Situationisidro.ganadenNo ratings yet
- Quality Assurance Plan-75FDocument3 pagesQuality Assurance Plan-75Fmohamad chaudhariNo ratings yet
- New KitDocument195 pagesNew KitRamu BhandariNo ratings yet
- Brochure - Actiwhite PWLS 9860.02012013Document12 pagesBrochure - Actiwhite PWLS 9860.02012013J C Torres FormalabNo ratings yet
- Standalone Financial Results, Limited Review Report For December 31, 2016 (Result)Document4 pagesStandalone Financial Results, Limited Review Report For December 31, 2016 (Result)Shyam SunderNo ratings yet
- Brianna Pratt - l3stl1 - Dsu Lesson Plan TemplateDocument5 pagesBrianna Pratt - l3stl1 - Dsu Lesson Plan Templateapi-593886164No ratings yet
- Curriculum Policy in IndonesiaDocument23 pagesCurriculum Policy in IndonesiaEma MardiahNo ratings yet
- Vicente BSC2-4 WhoamiDocument3 pagesVicente BSC2-4 WhoamiVethinaVirayNo ratings yet
- Student Committee Sma Al Abidin Bilingual Boarding School: I. BackgroundDocument5 pagesStudent Committee Sma Al Abidin Bilingual Boarding School: I. BackgroundAzizah Bilqis ArroyanNo ratings yet
- A Wicked Game by Kate BatemanDocument239 pagesA Wicked Game by Kate BatemanNevena Nikolic100% (1)
- Unit 7 - Evolution and Classification: Regents BiologyDocument24 pagesUnit 7 - Evolution and Classification: Regents BiologyTalijah JamesNo ratings yet
- Pepsi Mix Max Mox ExperimentDocument2 pagesPepsi Mix Max Mox Experimentanon_192325873No ratings yet
- 0n9) O6..,w48j-GDocument14 pages0n9) O6..,w48j-GMocha FurrerNo ratings yet
- Evidence Based Practice in Nursing Healthcare A Guide To Best Practice 3rd Edition Ebook PDFDocument62 pagesEvidence Based Practice in Nursing Healthcare A Guide To Best Practice 3rd Edition Ebook PDFwilliam.tavares69198% (50)