You might also like
- Ristig 2022 Ammonia Decomposition in The ProcesDocument13 pagesRistig 2022 Ammonia Decomposition in The ProcesJosh WangNo ratings yet
- Chemie Ingenieur Technik - 2020 - Tenhumberg - Ecological and Economic Evaluation of Hydrogen Production by Different WaterDocument10 pagesChemie Ingenieur Technik - 2020 - Tenhumberg - Ecological and Economic Evaluation of Hydrogen Production by Different Waterseronoser4020No ratings yet
- Ammonia, Methane and Hydrogen For Gas Turbines: SciencedirectDocument6 pagesAmmonia, Methane and Hydrogen For Gas Turbines: SciencedirectSana SyedNo ratings yet
- Fixed Bed Journal 3Document11 pagesFixed Bed Journal 3Daniel EdohNo ratings yet
- Energy: Guozhao Ji, Ming Zhao, Geoff WangDocument12 pagesEnergy: Guozhao Ji, Ming Zhao, Geoff WangGuozhao JiNo ratings yet
- Review of Electrochemical Ammonia Production Technologies and MaterialsDocument19 pagesReview of Electrochemical Ammonia Production Technologies and MaterialsAlejandro Duvan Lopez RojasNo ratings yet
- Low-Temperature Ammonia Decomposition Catalysts For Hydrogen GenerationDocument20 pagesLow-Temperature Ammonia Decomposition Catalysts For Hydrogen Generation이은한(일반대학원 화공생명공학)No ratings yet
- Techno-Economic Analysis of Large-Scale Green Hydrogen Production and StorageDocument13 pagesTechno-Economic Analysis of Large-Scale Green Hydrogen Production and Storagechim1013 akaNo ratings yet
- Electrochemical Reduction of Carbon Dioxide To Formic AcidDocument14 pagesElectrochemical Reduction of Carbon Dioxide To Formic AcidJoeNo ratings yet
- 1 s2.0 S0306261919319361 MainDocument13 pages1 s2.0 S0306261919319361 MainJulian SuarezNo ratings yet
- Methanol Production by CO Hydrogenation: Analysis and Simulation of Reactor PerformanceDocument19 pagesMethanol Production by CO Hydrogenation: Analysis and Simulation of Reactor PerformancehelloNo ratings yet
- Expeerimental DtatDocument10 pagesExpeerimental DtatGeorge FuryNo ratings yet
- Asnan GasifierDocument18 pagesAsnan GasifierAsnan MHNo ratings yet
- Hydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionDocument6 pagesHydrogen Production From Biomass Combining Pyrolysis and The Secondary Decompositioncosmicbabe_2000No ratings yet
- Artigo 2Document19 pagesArtigo 2Tiffany RansdorfNo ratings yet
- Analisis de Metil-Tol para La Produccion de Combustible para Las Centrales ElectricasDocument9 pagesAnalisis de Metil-Tol para La Produccion de Combustible para Las Centrales ElectricasEDUAR SEBASTIAN BUENO SEGURANo ratings yet
- Energies 16 06829 v2Document29 pagesEnergies 16 06829 v2Александр ТумановNo ratings yet
- Wu - 18 - Modelling of A Post-Combustion Carbon Dioxide Capture Absorber Using Potassium Carbonate Solvent in Aspen Custom ModellerDocument10 pagesWu - 18 - Modelling of A Post-Combustion Carbon Dioxide Capture Absorber Using Potassium Carbonate Solvent in Aspen Custom ModellerRohit Kumar PandeyNo ratings yet
- A Review of Multiscale Modelling Approaches For Understanding Catalytic Ammonia Synthesis and DecompositionDocument12 pagesA Review of Multiscale Modelling Approaches For Understanding Catalytic Ammonia Synthesis and DecompositionElias ChiquiarNo ratings yet
- H 2 Production Via Ammonia Decomposition Using Non-Noble Metal Catalysts: A Review Bell - Et - Al-2016-Topics - in - Catalysis-VoRDocument20 pagesH 2 Production Via Ammonia Decomposition Using Non-Noble Metal Catalysts: A Review Bell - Et - Al-2016-Topics - in - Catalysis-VoRAr DiNo ratings yet
- 1 s2.0 S1364032117310699 MainDocument29 pages1 s2.0 S1364032117310699 MainBharatSuryaNo ratings yet
- Waste To EnergyDocument40 pagesWaste To EnergyAhmed OsmanNo ratings yet
- Spallina Psa CapexDocument17 pagesSpallina Psa CapexDiego MaportiNo ratings yet
- Benito 2015Document13 pagesBenito 2015rahmanNo ratings yet
- Processes 10 01879 v2Document21 pagesProcesses 10 01879 v2Imran AriffNo ratings yet
- #0003 - 2014 - Tebibel - Design and Sizing of Stand-Alone Photovoltaic Hydrogen System For HCNG ProductionDocument12 pages#0003 - 2014 - Tebibel - Design and Sizing of Stand-Alone Photovoltaic Hydrogen System For HCNG ProductionMarkZhaiNo ratings yet
- Chem Eng Technol - 2017 - Ghodoosi - Mathematical Modeling of Reverse Water Gas Shift Reaction in A Fixed Bed ReactorDocument10 pagesChem Eng Technol - 2017 - Ghodoosi - Mathematical Modeling of Reverse Water Gas Shift Reaction in A Fixed Bed Reactorqwerty fkvorkcjdkNo ratings yet
- 2022 Gutierrez OrtegaDocument13 pages2022 Gutierrez OrtegaCarlos MendozaNo ratings yet
- Fuel Processing Technology: Zainab Ibrahim S G Adiya, Valerie Dupont, Tariq MahmudDocument17 pagesFuel Processing Technology: Zainab Ibrahim S G Adiya, Valerie Dupont, Tariq MahmudhendraNo ratings yet
- Hydrogen technology– an overviewDocument7 pagesHydrogen technology– an overviewlili_eqNo ratings yet
- Fluidised ParticlesDocument17 pagesFluidised ParticlesBelen CRNo ratings yet
- Journal of Environmental Chemical EngineeringDocument9 pagesJournal of Environmental Chemical EngineeringEVCNo ratings yet
- Thermal Stability of Polyethylenimine Based Carbon Dioxide Adsorbents and Its Influence On Selection of Regeneration StrategiesDocument9 pagesThermal Stability of Polyethylenimine Based Carbon Dioxide Adsorbents and Its Influence On Selection of Regeneration StrategiesJaancaarloDiiazNo ratings yet
- Formato - Trabajo de Investigación FormativaDocument11 pagesFormato - Trabajo de Investigación FormativaRamón CevallosNo ratings yet
- Schorer (2019) Membrane Based Purification of Hydrogen SystemDocument7 pagesSchorer (2019) Membrane Based Purification of Hydrogen SystemAbraham Becerra AranedaNo ratings yet
- Hydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionDocument6 pagesHydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionBiruk GetachewNo ratings yet
- Economic Evaaluation of Kinetic Based Copper Chorine Thermochemical Cycle PlantDocument9 pagesEconomic Evaaluation of Kinetic Based Copper Chorine Thermochemical Cycle Plantbarsha2sweetNo ratings yet
- Biogas To MetanolDocument13 pagesBiogas To MetanolpabloNo ratings yet
- Hydrogen ProductiomDocument11 pagesHydrogen ProductiomKhoirul SaputriNo ratings yet
- Experimental Studies On Carbon Dioxide Absorption Using Potassium Carbonate Solutions With Amino Acid SaltsDocument8 pagesExperimental Studies On Carbon Dioxide Absorption Using Potassium Carbonate Solutions With Amino Acid SaltsLucia RojasNo ratings yet
- HPU/06 - Hydrogen Production from Fossil and Biomass FuelsDocument4 pagesHPU/06 - Hydrogen Production from Fossil and Biomass FuelsMazen OthmanNo ratings yet
- Preprints202307 1509 v1Document21 pagesPreprints202307 1509 v1Ottors kebin philipNo ratings yet
- Catalisys Del BidrogenoDocument20 pagesCatalisys Del BidrogenomarialejandrapuertoNo ratings yet
- Steam Ref. StructureDocument14 pagesSteam Ref. Structureaymanoh056No ratings yet
- Dang 2019Document8 pagesDang 2019Maria Rita TomazNo ratings yet
- A Comprehensive Review and Analysis On CO2 Heat Pump Water HeatersDocument16 pagesA Comprehensive Review and Analysis On CO2 Heat Pump Water HeatersJaime SuarezNo ratings yet
- Adsorption For Efficient Low Carbon Hydrogen Production: Part 1-Adsorption Equilibrium and Breakthrough Studies For H /CO /CH On Zeolite 13XDocument18 pagesAdsorption For Efficient Low Carbon Hydrogen Production: Part 1-Adsorption Equilibrium and Breakthrough Studies For H /CO /CH On Zeolite 13XFarah TalibNo ratings yet
- CO2 Absorption Simulation PaperDocument11 pagesCO2 Absorption Simulation PaperUmer AzharNo ratings yet
- Chemie Ingenieur Technik - 2019 - StollDocument12 pagesChemie Ingenieur Technik - 2019 - Stollamul ghimireNo ratings yet
- Oxy-Combustion Techno-Economic Analysis for Large Scale CCS ProjectDocument8 pagesOxy-Combustion Techno-Economic Analysis for Large Scale CCS ProjectBidesh M KirtaniaNo ratings yet
- Hydrogen production by water electrolysis - A reviewDocument17 pagesHydrogen production by water electrolysis - A reviewYuneskyNo ratings yet
- Stability of A Benzyl Amine Based CO Capture Adsorbent in View of Regeneration StrategiesDocument11 pagesStability of A Benzyl Amine Based CO Capture Adsorbent in View of Regeneration StrategiesQuyenNo ratings yet
- Fuel Processing Technology: Izad Behnia, Zhongshun Yuan, Paul Charpentier, Chunbao (Charles) XuDocument8 pagesFuel Processing Technology: Izad Behnia, Zhongshun Yuan, Paul Charpentier, Chunbao (Charles) XuSandro Gonzalez AriasNo ratings yet
- Natural Gas Based Hydrogen Production WiDocument16 pagesNatural Gas Based Hydrogen Production WiManuel PavanNo ratings yet
- 1 s2.0 S1385894723033430 MainDocument15 pages1 s2.0 S1385894723033430 Mainkhasya maulidina sutamaNo ratings yet
- Sulfur Recovery From Acid Gas Using The Claus ProcDocument11 pagesSulfur Recovery From Acid Gas Using The Claus ProcAceh NyakponNo ratings yet
- Hydrogen Purification Through A Membrane-Cryogenic Integrated Process A 3 E's (Energy, Exergy, and Economic) AssessmentDocument14 pagesHydrogen Purification Through A Membrane-Cryogenic Integrated Process A 3 E's (Energy, Exergy, and Economic) AssessmentDidiNo ratings yet
- CO Production From CO2 Via Reverse Water-Gas Shift Reaction Performed in A Chemical Looping Mode: Kinetics On Modified Iron..Document10 pagesCO Production From CO2 Via Reverse Water-Gas Shift Reaction Performed in A Chemical Looping Mode: Kinetics On Modified Iron..Azharuddin_kfupmNo ratings yet
- Technical, Environmental and Exergetic Aspects of Hydrogen Energy Systems PDFDocument21 pagesTechnical, Environmental and Exergetic Aspects of Hydrogen Energy Systems PDFAndreea DobreNo ratings yet
- Massofstackparameter Airfeeding010423Document1 pageMassofstackparameter Airfeeding010423Khai Q TranNo ratings yet
- Numberofcellparameter Airfeeding010423Document1 pageNumberofcellparameter Airfeeding010423Khai Q TranNo ratings yet
- Cell Area Parameter-Airfeeding010423Document1 pageCell Area Parameter-Airfeeding010423Khai Q TranNo ratings yet
- Cdparameter Airfeeding010423Document1 pageCdparameter Airfeeding010423Khai Q TranNo ratings yet
- Anodeconvectiveareaparameter Airfeeding010423Document1 pageAnodeconvectiveareaparameter Airfeeding010423Khai Q TranNo ratings yet
- Ammonia-Free Infiltration of NaBH4 Into Highly-Ordered Mesoporous Silica and Carbon Matrices For Hydrogen StorageDocument4 pagesAmmonia-Free Infiltration of NaBH4 Into Highly-Ordered Mesoporous Silica and Carbon Matrices For Hydrogen StorageKhai Q TranNo ratings yet
- Rapid Pressure Swing Adsorption For Small Scale Ammonia Separation A Proof-Of-ConceptDocument15 pagesRapid Pressure Swing Adsorption For Small Scale Ammonia Separation A Proof-Of-ConceptKhai Q TranNo ratings yet
- Development of Combustion Strategy For The Internal Combustion Engine Fueled by Ammonia and Its Operating CharacteristicsDocument21 pagesDevelopment of Combustion Strategy For The Internal Combustion Engine Fueled by Ammonia and Its Operating CharacteristicsKhai Q TranNo ratings yet
- Achieving +95% Ammonia Purity by Optimizing The Absorption and Desorption Conditions of Supported Metal HalidesDocument9 pagesAchieving +95% Ammonia Purity by Optimizing The Absorption and Desorption Conditions of Supported Metal HalidesKhai Q TranNo ratings yet
- XG AC DC Annual Maint ScheduleDocument28 pagesXG AC DC Annual Maint ScheduleAnonymous YPx8ss48No ratings yet
- Development Project of The Port of NacalaDocument18 pagesDevelopment Project of The Port of Nacalajoao carlos protzNo ratings yet
- Hamriyah Free Zone (Hfza)Document76 pagesHamriyah Free Zone (Hfza)Shihabudeen Shihab100% (1)
- AC Generator Manual Safety PrecautionsDocument65 pagesAC Generator Manual Safety PrecautionsDadung PrakosoNo ratings yet
- Thermo. عبدالله رعد حران - 32Document4 pagesThermo. عبدالله رعد حران - 32عبدالله رعد حران 32No ratings yet
- Mechanical Training Preheater Cyclone TypesDocument15 pagesMechanical Training Preheater Cyclone Typestricky777100% (1)
- Xtra Ordi Xtra Ordinary: Ublished by Authorit Ublished by AuthorityDocument2 pagesXtra Ordi Xtra Ordinary: Ublished by Authorit Ublished by Authoritypawan kumar raiNo ratings yet
- Virtavia T-34C Manual DTGDocument81 pagesVirtavia T-34C Manual DTGjhonny100% (2)
- Ficha LG 25TR EPDB - Single Package R410A 60Hz 10-25TR - CO - CSA (Dec.2016)Document40 pagesFicha LG 25TR EPDB - Single Package R410A 60Hz 10-25TR - CO - CSA (Dec.2016)kenny cirino gallegos vicente100% (1)
- Gate - 2006 PDFDocument13 pagesGate - 2006 PDFRBNo ratings yet
- Specification of Sf6 Gas Evacuating and RefillingDocument2 pagesSpecification of Sf6 Gas Evacuating and Refillinglalit123indiaNo ratings yet
- ACEN RES Digital BriefDocument8 pagesACEN RES Digital Briefgilanilagan.mrmNo ratings yet
- 1 - Introductoin To Non-Newtonian Fluid Time IndependentDocument8 pages1 - Introductoin To Non-Newtonian Fluid Time Independentsuruchi shrivastavaNo ratings yet
- M-33 Diesel Generator Engine ManualDocument847 pagesM-33 Diesel Generator Engine ManualJibu George Thomas100% (7)
- Section 1: Types of SolutionDocument13 pagesSection 1: Types of SolutionAndreaNicoleBanzonNo ratings yet
- Westinghouse Oct. 1978 Large Lamp CatalogDocument52 pagesWestinghouse Oct. 1978 Large Lamp CatalogAlan MastersNo ratings yet
- Lennox - Mini Split - 21SEER - 9K - 12K - 18K - 24K - CO - 220V - User - Manual (ENG)Document48 pagesLennox - Mini Split - 21SEER - 9K - 12K - 18K - 24K - CO - 220V - User - Manual (ENG)Linorby JavierNo ratings yet
- Daily Drilling Report 16 Mayo-2013Document2 pagesDaily Drilling Report 16 Mayo-2013Andres RedondoNo ratings yet
- Outdoor Vacuum Circuit Breaker 12/36kVDocument4 pagesOutdoor Vacuum Circuit Breaker 12/36kVEnergy TecNo ratings yet
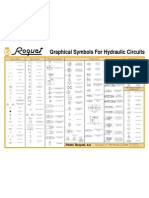
- Hydraulic SymbolsDocument1 pageHydraulic SymbolsHemil ChauhanNo ratings yet
- Bsbsus401 Implement and Monitor Environmentally Sustainable Work Practices AssessmentDocument62 pagesBsbsus401 Implement and Monitor Environmentally Sustainable Work Practices Assessmentfaraz83% (6)
- Digital Twin GOODDocument31 pagesDigital Twin GOODrahulNo ratings yet
- Typical I/O SchduleDocument3 pagesTypical I/O SchduleMohammad Faizul ZainudinNo ratings yet
- Eaton Rapid Link Switching and Installation SystemDocument18 pagesEaton Rapid Link Switching and Installation Systemkn65238859No ratings yet
- The Tsukishima Steam Tube Dryer Offers The Following FeaturesDocument4 pagesThe Tsukishima Steam Tube Dryer Offers The Following FeaturespiovioNo ratings yet
- Organic Light Emitting DiodesDocument34 pagesOrganic Light Emitting DiodesPradeepNo ratings yet
- Lightning Flashovers On 77-kV Systems: Observed Voltage Bias Effects and AnalysisDocument6 pagesLightning Flashovers On 77-kV Systems: Observed Voltage Bias Effects and AnalysisJairo Curo MartínezNo ratings yet
- Delight EnterprisesDocument25 pagesDelight Enterprisesmotol9iNo ratings yet
- Q Assignment 2Document3 pagesQ Assignment 2Vikneswaran NathanNo ratings yet
- 600 Controller User's Manual Software Version 4.0xDocument30 pages600 Controller User's Manual Software Version 4.0xDeivis Javier Conrado OrtegaNo ratings yet