You might also like
- Expert Tig 220 Acdc LCDDocument46 pagesExpert Tig 220 Acdc LCDbadboy2673No ratings yet
- Manual 278Document20 pagesManual 278Eleazar josue Madriz lopezNo ratings yet
- ABB-DTR Przekladniki Pradowe PL v2!13!03Document54 pagesABB-DTR Przekladniki Pradowe PL v2!13!03RadoslawNo ratings yet
- Instrukcja Obs - Ugi Manual - MIG - 281 - 351 - DPSDocument30 pagesInstrukcja Obs - Ugi Manual - MIG - 281 - 351 - DPSirekignaciukNo ratings yet
- MAGNUM MIG 280 DUAL-PLUS SynergiaDocument22 pagesMAGNUM MIG 280 DUAL-PLUS SynergiaofficeNo ratings yet
- MINIMAG-240 - 240 SG MINIMAG-241 - 241 SG PÓŁAUTOMAT SPAWALNICZY. PRODUCENT - OZAS ESAB Sp. Z O.ODocument24 pagesMINIMAG-240 - 240 SG MINIMAG-241 - 241 SG PÓŁAUTOMAT SPAWALNICZY. PRODUCENT - OZAS ESAB Sp. Z O.OPiotr HermanowiczNo ratings yet
- Model: THF 237P Ac/Dc: Instrukcja Obsługi Inwerterowej Spawarki Tig/MmaDocument22 pagesModel: THF 237P Ac/Dc: Instrukcja Obsługi Inwerterowej Spawarki Tig/MmabenekNo ratings yet
- Manual Mig 145 No Gas MmaDocument16 pagesManual Mig 145 No Gas MmaStil0No ratings yet
- Manual PLDocument18 pagesManual PLmariusoNo ratings yet
- Instrukcja Obslugi Magnum THF 230 PULSE AC DCDocument18 pagesInstrukcja Obslugi Magnum THF 230 PULSE AC DCsqur3byk28No ratings yet
- Instrukcja Montazu I Konserwacji CGW PL 3061240 0709Document72 pagesInstrukcja Montazu I Konserwacji CGW PL 3061240 0709Eryk MalinowskiNo ratings yet
- Origo C280 PRO-C340 PRODocument31 pagesOrigo C280 PRO-C340 PROChris ChrisNo ratings yet
- Instrukcja Magnum Mig 210 Synergia Mig 200 Eco v2 PDFDocument22 pagesInstrukcja Magnum Mig 210 Synergia Mig 200 Eco v2 PDFCristian MironNo ratings yet
- M100 Instrukcja PL 07.2017Document254 pagesM100 Instrukcja PL 07.2017Anna PrzygodzkaNo ratings yet
- PolskiElektryk BadanieSpawarekDocument6 pagesPolskiElektryk BadanieSpawarekmorusNo ratings yet
- Nord Sk700e PL 0204Document125 pagesNord Sk700e PL 0204Damian PedryczNo ratings yet
- Uwaga: Instrukcja Serwisowa Obsługi Samodzielnego Bloku RegulacyjnegoDocument20 pagesUwaga: Instrukcja Serwisowa Obsługi Samodzielnego Bloku RegulacyjnegoJakub CzekierdaNo ratings yet
- AVy2 Instrukcja Obsługi Last ParametryDocument34 pagesAVy2 Instrukcja Obsługi Last Parametrypaul5791No ratings yet
- 8 Wylaczniki SilnikoweDocument24 pages8 Wylaczniki SilnikowelukasNo ratings yet
- Manual Mig 214Document32 pagesManual Mig 214Dominik RaczykNo ratings yet
- Przenośnik Taśmowy L-800!21!230517.Ru - PLDocument24 pagesPrzenośnik Taśmowy L-800!21!230517.Ru - PLMarcinNo ratings yet
- Instrukcja NapeduDocument16 pagesInstrukcja NapeduKrzysztof BondkaNo ratings yet
- BICO Instrukcja Mma-200DDocument4 pagesBICO Instrukcja Mma-200DBICONo ratings yet
- Instrukcja Arm 300PDocument25 pagesInstrukcja Arm 300PJanusz SierpniakNo ratings yet
- DTR RRgCB-01 02Document16 pagesDTR RRgCB-01 02Dariusz PachotaNo ratings yet
- Opis ProjektuDocument13 pagesOpis ProjektuFilip JasińskiNo ratings yet
- Instrukcja RRTC 2Document30 pagesInstrukcja RRTC 2okasinskiNo ratings yet
- Przekaźnik Programowalny REV-303Document12 pagesPrzekaźnik Programowalny REV-303Adam WęgrzynNo ratings yet
- Instrukcja Obslugi Tecnotig 220 AC DCDocument12 pagesInstrukcja Obslugi Tecnotig 220 AC DCbadboy2673No ratings yet
- cgb-2 Instrukcja Montazu 3064078 202001Document108 pagescgb-2 Instrukcja Montazu 3064078 202001Eryk MalinowskiNo ratings yet
- MR-J2S-A Podręcznik PLDocument282 pagesMR-J2S-A Podręcznik PLMaciej Sitek100% (1)
- Instrukcja Coverlock Merrylock 689Document82 pagesInstrukcja Coverlock Merrylock 689agnieszkasamslikowskaNo ratings yet
- 1 - PDFsam - 1Ćw. 4. Instrukcja Do ĆwiczeniaDocument7 pages1 - PDFsam - 1Ćw. 4. Instrukcja Do ĆwiczeniaKristofNo ratings yet
- Mini Mag 163Document16 pagesMini Mag 163tomNo ratings yet
- BICO Instrukcja Mma-160BDocument5 pagesBICO Instrukcja Mma-160BBICONo ratings yet
- Instrukcja bhp obsługi zwijarki do blach i walcówDocument3 pagesInstrukcja bhp obsługi zwijarki do blach i walcówAgnieszka PopielaNo ratings yet
- Instrukcja Prostownik Hawker PLDocument4 pagesInstrukcja Prostownik Hawker PLslawny77No ratings yet
- 2.30 SLE. Instrukcja Obsługi Podnośnika DwukolumnowegoDocument20 pages2.30 SLE. Instrukcja Obsługi Podnośnika Dwukolumnowegodozer_kamil100% (1)
- MP 1700Document42 pagesMP 1700Robert GrabekNo ratings yet
- Instrukcja Obsługi Sprężarek ŚrubowychDocument80 pagesInstrukcja Obsługi Sprężarek Śrubowychserwis.tmsNo ratings yet
- Master 500 Io 2017 Ins-018-001Document40 pagesMaster 500 Io 2017 Ins-018-001Paweł TopolewiczNo ratings yet
- HEWALEX - Instrukcja-Obslugi-Podgrzewacza-Cwu-Z-Pompa-Ciepla PDFDocument39 pagesHEWALEX - Instrukcja-Obslugi-Podgrzewacza-Cwu-Z-Pompa-Ciepla PDFwb2244No ratings yet
- Weld PRAKTIK MIG 200 MMA IndukcyjnoscDocument6 pagesWeld PRAKTIK MIG 200 MMA IndukcyjnoscpeterNo ratings yet
- Instrukcja - PL 2007-01-01 1Document36 pagesInstrukcja - PL 2007-01-01 1Krzysztof SawNo ratings yet
- Faac 391Document13 pagesFaac 391OlehNo ratings yet
- IM IS Vitopend 222 WHSA (08,2005)Document164 pagesIM IS Vitopend 222 WHSA (08,2005)wypozyczenieNo ratings yet
- Blue Smart IP65 Charger-PlDocument32 pagesBlue Smart IP65 Charger-PlTar TogaNo ratings yet
- Silniki ElektryczneDocument21 pagesSilniki ElektryczneKunygunda ProtasińskaNo ratings yet
- OM Magma630 Manual PLDocument19 pagesOM Magma630 Manual PLdpwtNo ratings yet
- Sommer Twist 200 PL Z CzesciamiDocument28 pagesSommer Twist 200 PL Z CzesciamistudeentNo ratings yet
- Imi 341Document20 pagesImi 341Adrian WójtowiczNo ratings yet
- AGREGAT PRĄDOTWÓRCZY Magnum DFDDocument13 pagesAGREGAT PRĄDOTWÓRCZY Magnum DFDAnita PietrowskaNo ratings yet
- 476 - ZelmerDocument10 pages476 - ZelmerKerekes AttilaNo ratings yet
- 253 2 30TLSinstrskoryg PDFDocument15 pages253 2 30TLSinstrskoryg PDFIreneusz PłusaNo ratings yet
- Supra ClassDocument44 pagesSupra ClassestebanNo ratings yet
- MZC-300 Insobs v4.0Document36 pagesMZC-300 Insobs v4.0Krzysztof SawNo ratings yet
- Doktorat - M. SkrzyszewskiDocument132 pagesDoktorat - M. Skrzyszewskibxb6112No ratings yet
- Virgo: Siłowniki Z Ramieniem Łamanym Do Bram Jedno Lub DwuskrzydłowychDocument14 pagesVirgo: Siłowniki Z Ramieniem Łamanym Do Bram Jedno Lub DwuskrzydłowychmarcinNo ratings yet
- Sennheiser Ew300g3 PLDocument40 pagesSennheiser Ew300g3 PLMichalNo ratings yet
- KONTAK Service ManuaDocument47 pagesKONTAK Service ManuaDamian KukielNo ratings yet
- Origo 30Document17 pagesOrigo 30Damian KukielNo ratings yet
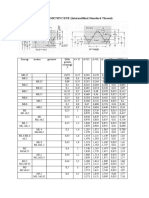
- Gwinty MetryczneDocument4 pagesGwinty MetryczneKrzysztofNo ratings yet
- Honda VF700-750S ElektrykaDocument4 pagesHonda VF700-750S ElektrykaDamian KukielNo ratings yet