You might also like
- PWHT TableDocument1 pagePWHT TableSumner TingNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- ASME B31.3 (2022) - PWHT RequirementDocument4 pagesASME B31.3 (2022) - PWHT RequirementTactical Blackhawk Batam100% (1)
- Asme PWHT PreheatDocument135 pagesAsme PWHT PreheatWaqas WaqasNo ratings yet
- Tabla 132 TT - ASME B31.1Document1 pageTabla 132 TT - ASME B31.1Manuel Alejandro González MarcanoNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Asme Wps DemoDocument3 pagesAsme Wps DemoArupendranarayan ThakurNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Post WeldDocument4 pagesPost WelddanemsalNo ratings yet
- B16 CASE 10: InquiryDocument4 pagesB16 CASE 10: InquiryInaamNo ratings yet
- Pneumatic Clamps WatermarkDocument30 pagesPneumatic Clamps Watermarkapi-298653613No ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Excess Flow Valves Bleed Valves and Purge ValvesDocument6 pagesExcess Flow Valves Bleed Valves and Purge ValvesNilesh MistryNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Current Sensing Chip Resistors: NCST SeriesDocument6 pagesCurrent Sensing Chip Resistors: NCST Seriessavio77No ratings yet
- 31.3 PWHT RequirementDocument2 pages31.3 PWHT RequirementEIL NDTNo ratings yet
- Araldite LY556 - Aradur 917 - Accelarator DY 070 - TDSDocument6 pagesAraldite LY556 - Aradur 917 - Accelarator DY 070 - TDSjbd170352No ratings yet
- AE AccessoriesDocument16 pagesAE AccessoriesmisaelzaNo ratings yet
- Dilli Max 690Document4 pagesDilli Max 690Fernando Alonso Troncos MendivesNo ratings yet
- 1 N 1183Document8 pages1 N 1183Lacy PrattNo ratings yet
- Type RN73 Series: Key FeaturesDocument5 pagesType RN73 Series: Key FeaturesdannnirNo ratings yet
- Specification For Pressure Vessel Plates, Five Percent Nickel Alloy Steel, Specially Heat TreatedDocument6 pagesSpecification For Pressure Vessel Plates, Five Percent Nickel Alloy Steel, Specially Heat Treatedomsingh1988No ratings yet
- Din862 863Document1 pageDin862 863Catalin Lazar0% (1)
- Fuji Semaphore NdicatorDocument8 pagesFuji Semaphore NdicatorhieupqhNo ratings yet
- A 709/A 709M - 01b: TABLE S1.1 Impact Testing Temperature ZonesDocument2 pagesA 709/A 709M - 01b: TABLE S1.1 Impact Testing Temperature Zonesle hoang vietNo ratings yet
- CatalogDocument18 pagesCataloglangtu2011No ratings yet
- 5.5 DPDocument20 pages5.5 DPGobinda SinhaNo ratings yet
- DIWA 353: Weldable Steel For Higher Temperature ServiceDocument3 pagesDIWA 353: Weldable Steel For Higher Temperature ServiceSrikanth SrikantiNo ratings yet
- Kester NP560 Solder Paste EN 07jan21 TBDocument5 pagesKester NP560 Solder Paste EN 07jan21 TBMargaAstaJayaMulyaNo ratings yet
- SKEGDocument4 pagesSKEGshyhuNo ratings yet
- 20240124091141-Dillimax 890 01 2024 eDocument4 pages20240124091141-Dillimax 890 01 2024 enguyễn vanhuan211No ratings yet
- SS2 GTX00D 0100 PDFDocument24 pagesSS2 GTX00D 0100 PDFWilmer Quishpe AndradeNo ratings yet
- Tube Material SelectionDocument67 pagesTube Material Selectionpatidar11100% (6)
- Low-Profile, 1.2mm Height, Long Travel TypeDocument3 pagesLow-Profile, 1.2mm Height, Long Travel TypeshyhuNo ratings yet
- Gear Pump Division Product Engineering: 350 Series Flow SpecificationDocument2 pagesGear Pump Division Product Engineering: 350 Series Flow Specificationagomes_13No ratings yet
- 3152NDocument20 pages3152NRogelioNo ratings yet
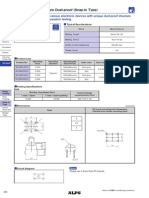
- 6mm Square Dust-Proof (Snap-In Type)Document3 pages6mm Square Dust-Proof (Snap-In Type)shyhuNo ratings yet
- Astm A520Document3 pagesAstm A520tslia100% (1)
- PWPS - GTSM-73 Rev-ADocument5 pagesPWPS - GTSM-73 Rev-AVimin PrakashNo ratings yet
- Hot Rolled China SteelDocument43 pagesHot Rolled China Steeledgarc999No ratings yet
- PB PEAD-RPJA (L) leaflet+ENGDocument2 pagesPB PEAD-RPJA (L) leaflet+ENGsonic8659100% (1)
- GAM SSP BrochureDocument4 pagesGAM SSP BrochureElectromateNo ratings yet
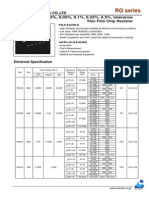
- RG RM RGH DatasheetDocument3 pagesRG RM RGH DatasheetMomogi ForeverhappyNo ratings yet
- RG RM RGH Datasheet PDFDocument3 pagesRG RM RGH Datasheet PDFNNMSANo ratings yet
- 2WS21ENDocument8 pages2WS21ENcibocrisNo ratings yet
- 80 Hles: Steel Grade For SubmarineDocument4 pages80 Hles: Steel Grade For Submarinesalman Gtr100% (2)
- AmendmentNotice D1.5 2015 AMD1 For AWS WebsiteDocument7 pagesAmendmentNotice D1.5 2015 AMD1 For AWS WebsiteAtze DuwieNo ratings yet
- 1 SMD Fuse Marking Code 32Document7 pages1 SMD Fuse Marking Code 32rohitsingh2909No ratings yet
- TITUS Catalog - Grilles & RegistersDocument16 pagesTITUS Catalog - Grilles & RegistersZainul Abedin SayedNo ratings yet
- Ball Data SheetDocument4 pagesBall Data Sheetshashikanth79No ratings yet
- High Operation Force, Low Contact Resistance Type (Surface Mount Type)Document3 pagesHigh Operation Force, Low Contact Resistance Type (Surface Mount Type)shyhuNo ratings yet
- Asme Sa-738-Press - Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel For Modera&Lower TempDocument6 pagesAsme Sa-738-Press - Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel For Modera&Lower Tempgst ajahNo ratings yet
- Resistors: Atc High Power Resistive ProductsDocument7 pagesResistors: Atc High Power Resistive ProductsAparna BhardwajNo ratings yet
- Employees' Provident Fund Scheme, 1952: Form-19Document9 pagesEmployees' Provident Fund Scheme, 1952: Form-19Rahul ModhNo ratings yet
- Mary Joy Asis - RevalidaDocument16 pagesMary Joy Asis - RevalidaJoseph AsisNo ratings yet
- Balance Sheet Problem SolvingDocument14 pagesBalance Sheet Problem SolvingJust Some Guy without a MustacheNo ratings yet
- Edited - No Claim BonusDocument1 pageEdited - No Claim BonuslupolupoNo ratings yet
- Introduction To: International Business Rise of GlobalizationDocument20 pagesIntroduction To: International Business Rise of GlobalizationBiajoy MesiasNo ratings yet
- Telangana State Power Generation Corporation LTD Bhadradri Thermal Power Project: ManuguruDocument2 pagesTelangana State Power Generation Corporation LTD Bhadradri Thermal Power Project: ManuguruSuresh DoosaNo ratings yet
- Speaking SamplesDocument13 pagesSpeaking SamplesCheekyMonkeyFaceNo ratings yet
- CA Final - Costing - Question Booklet PurushottamDocument94 pagesCA Final - Costing - Question Booklet PurushottamAnju GoyalNo ratings yet
- Airline Codes 1Document8 pagesAirline Codes 1B. Young100% (1)
- Japanese CandlestickDocument32 pagesJapanese CandlestickAntonio C. CayetanoNo ratings yet
- Accounting Policies, Accounting Estimates and Errors - PSAK 25 Accounting For Assets and Liabilities of Tax Amnesty - PSAK 70Document2 pagesAccounting Policies, Accounting Estimates and Errors - PSAK 25 Accounting For Assets and Liabilities of Tax Amnesty - PSAK 70Alya Khaira NazhifaNo ratings yet
- DCFValuation JKTyre1Document195 pagesDCFValuation JKTyre1Chulbul PandeyNo ratings yet
- Assignment QuestionDocument13 pagesAssignment Question7336 Vikas MouryaNo ratings yet
- Accounting 162 - Material 002Document5 pagesAccounting 162 - Material 002cynthia reyesNo ratings yet
- MCC - General NotesDocument1 pageMCC - General Notesimthyas.npcNo ratings yet
- Empirical Tools of Public Finance: Solutions and ActivitiesDocument7 pagesEmpirical Tools of Public Finance: Solutions and ActivitiesAKÇA ELGİNNo ratings yet
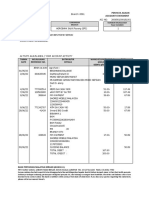
- March Bank StatementDocument2 pagesMarch Bank Statementvicky.sharon2No ratings yet
- Writing Task 1 Line GraphDocument3 pagesWriting Task 1 Line GraphThanh ThảoNo ratings yet
- Tourism Potential of Catanduanes On The Triple C Development AreaDocument9 pagesTourism Potential of Catanduanes On The Triple C Development Areachristian valenciaNo ratings yet
- Unit 1. Fundamentals of Managerial Economics (Chapter 1)Document42 pagesUnit 1. Fundamentals of Managerial Economics (Chapter 1)Tripti Khosla0% (1)
- Constrained OptimizationDocument19 pagesConstrained OptimizationVikram SharmaNo ratings yet
- Energy Will Be One of The Defining Issues of This CenturyDocument1 pageEnergy Will Be One of The Defining Issues of This CenturyarragilNo ratings yet
- Presentation 1Document11 pagesPresentation 1A.B.M ARIYANNo ratings yet
- Profit Loss CalculatorDocument8 pagesProfit Loss Calculator'Izzad AfifNo ratings yet
- PTGAC - Written AssessmentDocument10 pagesPTGAC - Written AssessmentEsme AlcarazNo ratings yet
- Masonry Brickwork 230 MMDocument1 pageMasonry Brickwork 230 MMrohanNo ratings yet
- Jun 2022Document1 pageJun 2022aiman marwanNo ratings yet
- Edge Banding Machine EDGETEQ S 360 EN AsiaDocument4 pagesEdge Banding Machine EDGETEQ S 360 EN AsialiwenmaoNo ratings yet
- Saic M 1001Document8 pagesSaic M 1001noor mohamedazeezNo ratings yet
- Crop and Seed Identification Removal Examination ResultDocument2 pagesCrop and Seed Identification Removal Examination ResultYvonnee LauronNo ratings yet
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- Busted!: Drug War Survival Skills and True Dope DFrom EverandBusted!: Drug War Survival Skills and True Dope DRating: 3.5 out of 5 stars3.5/5 (7)
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawFrom EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawRating: 4 out of 5 stars4/5 (334)
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet