You might also like
- Crossing the Line Baja 1000: What Secrets Starts as Fortune Might Cost Him His LifeFrom EverandCrossing the Line Baja 1000: What Secrets Starts as Fortune Might Cost Him His LifeNo ratings yet
- Electric Shop Lab ManualDocument13 pagesElectric Shop Lab ManualHuzaifaNo ratings yet
- STEPPER MOTOR CONTROL USING INFERA REDMinor ProjectDocument22 pagesSTEPPER MOTOR CONTROL USING INFERA REDMinor ProjectJet's100% (2)
- Components for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesFrom EverandComponents for Pneumatic Control Instruments: The Static and Dynamic Characteristics of Pneumatic Resistances, Capacitances and Transmission LinesNo ratings yet
- Locating Principles and DevicesDocument154 pagesLocating Principles and DevicessrutiiNo ratings yet
- Centroid Acorn CNC ControllerDocument1 pageCentroid Acorn CNC ControllerderbalijalelNo ratings yet
- The Definitive Guide to How Computers Do Math: Featuring the Virtual DIY CalculatorFrom EverandThe Definitive Guide to How Computers Do Math: Featuring the Virtual DIY CalculatorNo ratings yet
- Types of Robotic SimulatorsDocument6 pagesTypes of Robotic SimulatorsM_ComputerNo ratings yet
- Reverse Engineering: The TheoryDocument18 pagesReverse Engineering: The TheoryfajarNo ratings yet
- CNC Machine Project: CNC Machines and PLC ControlDocument55 pagesCNC Machine Project: CNC Machines and PLC ControlAmit GuptaNo ratings yet
- SOLIDWORKS Reference Geometry - PlanesDocument16 pagesSOLIDWORKS Reference Geometry - Planesseccion3dNo ratings yet
- Electronics For Mechanical EngineersDocument35 pagesElectronics For Mechanical EngineersRamanujam O SNo ratings yet
- CNC System Hardware & Features GuideDocument24 pagesCNC System Hardware & Features GuideAnand Dubey100% (1)
- Centroid VCP Users ManualDocument53 pagesCentroid VCP Users ManualIfa_BosheNo ratings yet
- Fundamentalsswelec Eng SVDocument40 pagesFundamentalsswelec Eng SVJuanShecklerZentenoColqueNo ratings yet
- Dynamic Analysis and Control of A Stewart Platform Kinematics, DynamicsDocument27 pagesDynamic Analysis and Control of A Stewart Platform Kinematics, DynamicsbontacccNo ratings yet
- F1-16 SetupManual PDFDocument24 pagesF1-16 SetupManual PDFVk3em100% (1)
- ICON Tools CatalogDocument8 pagesICON Tools CatalogAnonymous tOiRF32No ratings yet
- ESR Tester 096kDocument41 pagesESR Tester 096kFabrício AngieneNo ratings yet
- RichAuto Motion Control System ManualDocument89 pagesRichAuto Motion Control System ManualSebastian Almaraz UnzuetaNo ratings yet
- CNC Cost BreakdownDocument2 pagesCNC Cost BreakdownOscar TNNo ratings yet
- English Slides On Circuit Protection EnglishDocument89 pagesEnglish Slides On Circuit Protection EnglishSaman Sri Ananda RajapaksaNo ratings yet
- Beginners Guide To 3d PrintingDocument31 pagesBeginners Guide To 3d PrintingPrasanthChunduri0% (1)
- CNC PDFDocument11 pagesCNC PDFNadosh MohammedNo ratings yet
- E 34 MioDocument76 pagesE 34 Miodamelo100% (1)
- Murray Model 621450x79d Single Stage Snow Thrower (2000) Parts ListDocument18 pagesMurray Model 621450x79d Single Stage Snow Thrower (2000) Parts ListDamon BrungerNo ratings yet
- 12V Light Dimmer CircuitDocument6 pages12V Light Dimmer CircuitJuan CarNo ratings yet
- Gxworks 2 Simple ProjectDocument106 pagesGxworks 2 Simple ProjectRobinson Velasco NavalesNo ratings yet
- Mechanics Homemade CNC Machine PDFDocument14 pagesMechanics Homemade CNC Machine PDFNdhyana Ratna SusantiNo ratings yet
- Basic Voltmeter Use WorksheetDocument10 pagesBasic Voltmeter Use WorksheetMrsriyansyahNo ratings yet
- Keling 4030 CNC WiringDocument1 pageKeling 4030 CNC WiringkairotdfNo ratings yet
- Chapter2 Locating Principles and DevicesDocument57 pagesChapter2 Locating Principles and DevicesAbhishek KulhariNo ratings yet
- GRBL Wiring Limit SwitchesDocument7 pagesGRBL Wiring Limit Switchesbl19cm7No ratings yet
- SW Electrical Tutorial ENG 2015Document45 pagesSW Electrical Tutorial ENG 2015paulo santosNo ratings yet
- Emerson Lc501em3 Magnavox 50mf412b f7 Chassis fl12.5 PDFDocument55 pagesEmerson Lc501em3 Magnavox 50mf412b f7 Chassis fl12.5 PDFAnibal100% (1)
- SolidWorks 3D Printing TutorialsDocument35 pagesSolidWorks 3D Printing TutorialsbayupranotostNo ratings yet
- Experiments EPLDocument24 pagesExperiments EPLMonicaSekarNo ratings yet
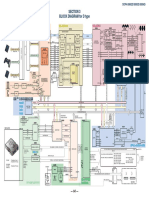
- Section 3 Block Diagram For D Type: Reproduction ProhibitedDocument37 pagesSection 3 Block Diagram For D Type: Reproduction ProhibitedBrahim TelliNo ratings yet
- Standard PLC Programming ManualDocument34 pagesStandard PLC Programming ManualsuperalitosNo ratings yet
- Altium Rigid Flex GuidebookDocument40 pagesAltium Rigid Flex GuidebookKiran Jot Singh100% (1)
- External Current Limiting CircuitDocument3 pagesExternal Current Limiting CircuitmikcomiNo ratings yet
- 2011 MCC Baja SAE Design ReportDocument14 pages2011 MCC Baja SAE Design ReportRonald George100% (3)
- Homemade Alarm System With PIC16F84A: ComponentsDocument8 pagesHomemade Alarm System With PIC16F84A: ComponentsalisamerflorinNo ratings yet
- Gs 3 MDocument316 pagesGs 3 MNazielNo ratings yet
- Nema-23 Stepper MountDocument1 pageNema-23 Stepper MountModularCNCNo ratings yet
- Creo Mechanism For Pratice PDFDocument11 pagesCreo Mechanism For Pratice PDFVinothkumarNo ratings yet
- 3D Scanning Process for Reverse Engineering an Engine BracketDocument30 pages3D Scanning Process for Reverse Engineering an Engine BracketNitin JaidNo ratings yet
- Frequently Asked Questions (And Answers) About Reverse EngineeringDocument15 pagesFrequently Asked Questions (And Answers) About Reverse EngineeringAnonymous i3HHYO8No ratings yet
- LinuxCNC Getting StartedDocument72 pagesLinuxCNC Getting StartedeFalegname100% (1)
- PCB Design Techniques From ConferenceDocument145 pagesPCB Design Techniques From ConferenceJeet MehtaNo ratings yet
- Automated Machine ToolsDocument29 pagesAutomated Machine ToolsSyafawati OsmanNo ratings yet
- GuardiumDocument2 pagesGuardiummamoutoubNo ratings yet
- ADCMT TR8652 ElectrometerDocument4 pagesADCMT TR8652 Electrometerbudi0251No ratings yet
- PCB Designing Fundamentals GuideDocument42 pagesPCB Designing Fundamentals GuideChintaan PatelNo ratings yet
- Handheld Vector Network Analyzer Incomplete Manual: Hangzhou Minghong Electronic Technology Co., LTDDocument20 pagesHandheld Vector Network Analyzer Incomplete Manual: Hangzhou Minghong Electronic Technology Co., LTDpapa123No ratings yet
- Making Guitar: The - ComponentsDocument9 pagesMaking Guitar: The - ComponentsIwan TejasukmanaNo ratings yet
- Cutting SpeedDocument5 pagesCutting Speedokooy erusNo ratings yet
- ElectronicsDocument218 pagesElectronicsmohan100% (1)
- HSE Clasp GuidanceDocument11 pagesHSE Clasp GuidanceElliot MortonNo ratings yet
- Fagor Bottle Cooler Equipment: Manual For Installation, Use and MaintenanceDocument18 pagesFagor Bottle Cooler Equipment: Manual For Installation, Use and MaintenancebaderaminvhrNo ratings yet
- Governing System of 210mw KwuDocument21 pagesGoverning System of 210mw KwuNitesh Rasekar100% (3)
- Roadmap Slides For Powerpoint: This Is A Sample Text. Insert Your Desired Text HereDocument5 pagesRoadmap Slides For Powerpoint: This Is A Sample Text. Insert Your Desired Text HereSai ChaitanyaNo ratings yet
- DRIVER TRAINING KIYONDocument52 pagesDRIVER TRAINING KIYONRizwan Ul HaqNo ratings yet
- Symphenia '14 Rule BookDocument8 pagesSymphenia '14 Rule BookSympheniaNo ratings yet
- ME96NSR Power MeterDocument11 pagesME96NSR Power MeterAndrew MaverickNo ratings yet
- Steps To Generate AWR Report: 1. Log in To DatabaseDocument8 pagesSteps To Generate AWR Report: 1. Log in To DatabaseAnonymous 8RhRm6Eo7hNo ratings yet
- MSC Madras University SyllabusDocument2 pagesMSC Madras University SyllabusSanthosh MuruganNo ratings yet
- Parts Manual: Generator SetDocument90 pagesParts Manual: Generator SetZez SamuelNo ratings yet
- Makerspace@TheTechCookbook BetaSamplerDocument67 pagesMakerspace@TheTechCookbook BetaSamplerLindsay Balfour100% (5)
- Dinflo DFCSDocument2 pagesDinflo DFCSvictorharijantoNo ratings yet
- Ethernet Switch For Universal Multi-Service Aggregation: High Performance CarrierDocument4 pagesEthernet Switch For Universal Multi-Service Aggregation: High Performance Carriersalic2013No ratings yet
- 111 Javascript SyntaxDocument13 pages111 Javascript SyntaxFahim Abdullah Al Wasi -No ratings yet
- BSR330 Briefing IFP W1 - September 2019Document22 pagesBSR330 Briefing IFP W1 - September 2019Nur FatinahNo ratings yet
- 48v 100A Relay SealedDocument1 page48v 100A Relay SealedLIN TIMOFEINo ratings yet
- Thawing Food Version 2.1Document3 pagesThawing Food Version 2.1Quy TranxuanNo ratings yet
- (1-01) Spesifikasi BTL-6000 High Intensity Laser 12 Watt (HIL 12 Watt)Document2 pages(1-01) Spesifikasi BTL-6000 High Intensity Laser 12 Watt (HIL 12 Watt)Fardiyan SyafriNo ratings yet
- LE CodesDocument192 pagesLE Codesjandash00No ratings yet
- Ficha Tecnica MEDIDOR GC310Document3 pagesFicha Tecnica MEDIDOR GC310Diana Isabel VillaquiranNo ratings yet
- Manual Instalacion Vagcom VAG 5.1Document13 pagesManual Instalacion Vagcom VAG 5.1Wilmer TorresNo ratings yet
- Elster Rotary Gas Meter: I Connected IndustrialDocument6 pagesElster Rotary Gas Meter: I Connected IndustrialAlvaro Joel Quinteros RochaNo ratings yet
- Kawasaki JetSki Watercraft ULTRA LX (JT1500-C7.8.9F) '07 A '09 - Service ManualDocument479 pagesKawasaki JetSki Watercraft ULTRA LX (JT1500-C7.8.9F) '07 A '09 - Service ManualGrzegorz Miąsko100% (2)
- Sergei Tokarev: Lucky Labs Gives Modern Non-Fiction Books To Kyiv SchoolsDocument2 pagesSergei Tokarev: Lucky Labs Gives Modern Non-Fiction Books To Kyiv SchoolsPR.comNo ratings yet
- ID NoneDocument29 pagesID Nonesavira wulandariNo ratings yet
- NTC Thermistors Type RL30: Uncoated Disc With Radial LeadsDocument2 pagesNTC Thermistors Type RL30: Uncoated Disc With Radial LeadsJonh G. GonzálezNo ratings yet
- S126 - PPT - Safe Welding, Grinding and Cutting Awareness - Rev 01 2Document42 pagesS126 - PPT - Safe Welding, Grinding and Cutting Awareness - Rev 01 2Aisha Khan100% (1)
- QB Unit 1Document6 pagesQB Unit 1Gaurav GadhesariaNo ratings yet
- Apollo 16 Mission Operation ReportDocument86 pagesApollo 16 Mission Operation ReportBob Andrepont100% (1)
- M - SC - (CS) - 341 13 - Advaned Java ProgrammingDocument296 pagesM - SC - (CS) - 341 13 - Advaned Java ProgrammingRajee Ammayappan0% (1)