You might also like
- Typical Set of Wire Mesh Dimensions Pages From Ken Sutherland - Filters and Filtration Handbook (2008, Elsevier Science) - 2Document2 pagesTypical Set of Wire Mesh Dimensions Pages From Ken Sutherland - Filters and Filtration Handbook (2008, Elsevier Science) - 2Mohammad TaherNo ratings yet
- NSF 61-2002e ANSIDocument160 pagesNSF 61-2002e ANSIMohammad TaherNo ratings yet
- BS 4368-4 1984Document9 pagesBS 4368-4 1984Mohammad TaherNo ratings yet
- SB-619 - ASME BPVC 2021 Sección II Part BDocument8 pagesSB-619 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- Pipe Drafting and DesignDocument38 pagesPipe Drafting and DesignMohammad TaherNo ratings yet
- ft4x View DatasheetDocument3 pagesft4x View DatasheetMohammad TaherNo ratings yet
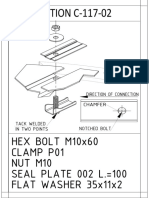
- CONNECTION C-117-02: Clamp P01 Nut M10 SEAL PLATE 002 L. 100 FLAT WASHER 35x11x2 HEX BOLT M10x60Document1 pageCONNECTION C-117-02: Clamp P01 Nut M10 SEAL PLATE 002 L. 100 FLAT WASHER 35x11x2 HEX BOLT M10x60Mohammad TaherNo ratings yet
- CECO Emtrol Buell FCCDocument5 pagesCECO Emtrol Buell FCCMohammad TaherNo ratings yet
- SA-105 - ASME BPVC 2021 Sección II Parte A-1Document8 pagesSA-105 - ASME BPVC 2021 Sección II Parte A-1Mohammad TaherNo ratings yet
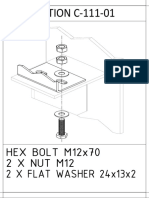
- CONNECTION C-111-01: HEX BOLT M12x70 2 X Nut M12 2 X FLAT WASHER 24x13x2Document1 pageCONNECTION C-111-01: HEX BOLT M12x70 2 X Nut M12 2 X FLAT WASHER 24x13x2Mohammad TaherNo ratings yet
- Differential Pressure Flow Element - Case 2-24in - 50000Document3 pagesDifferential Pressure Flow Element - Case 2-24in - 50000Mohammad TaherNo ratings yet
- Book 1Document200 pagesBook 1Mohammad TaherNo ratings yet
- Catalytic Products Bro WebDocument4 pagesCatalytic Products Bro WebMohammad TaherNo ratings yet
- CONNECTION C-112-01: HEX BOLT M10x25 Nut M10 FLAT WASHER 35x11x2Document1 pageCONNECTION C-112-01: HEX BOLT M10x25 Nut M10 FLAT WASHER 35x11x2Mohammad TaherNo ratings yet
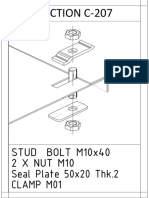
- Connection C-207: Stud Bolt M10X40 2 X Nut M10 Seal Plate 50x20 Thk.2 Clamp M01Document1 pageConnection C-207: Stud Bolt M10X40 2 X Nut M10 Seal Plate 50x20 Thk.2 Clamp M01Mohammad TaherNo ratings yet
- Ar 207Document54 pagesAr 207Mohammad TaherNo ratings yet
- Lobry 6189Document15 pagesLobry 6189Mohammad TaherNo ratings yet
- Structure Packing TypesDocument2 pagesStructure Packing TypesMohammad TaherNo ratings yet
- DS MTE DemistersDocument2 pagesDS MTE DemistersMohammad TaherNo ratings yet
- Book 1Document10 pagesBook 1Mohammad TaherNo ratings yet
- 25mm PolypropyleneDocument1 page25mm PolypropyleneMohammad TaherNo ratings yet
- Spiral Wound Gasket 1Document9 pagesSpiral Wound Gasket 1Mohammad TaherNo ratings yet
- Book 1Document33 pagesBook 1Mohammad TaherNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Tempcore Process Simulator To Analyze Microstructural Evolution of Quenched and Tempered RebarDocument15 pagesTempcore Process Simulator To Analyze Microstructural Evolution of Quenched and Tempered RebarElioNo ratings yet
- Asme Section Ii A-2 Sa-727 Sa-727mDocument6 pagesAsme Section Ii A-2 Sa-727 Sa-727mdavid perezNo ratings yet
- Astm A709Document8 pagesAstm A709Cristian OtivoNo ratings yet
- CH 9Document28 pagesCH 9farshid soleymaniNo ratings yet
- A890 13Document5 pagesA890 13arunrathikaNo ratings yet
- Aircraft Materials Class Test 4Document2 pagesAircraft Materials Class Test 4SeanRiniFernandoNo ratings yet
- Heat TreatmentDocument4 pagesHeat TreatmentAshish BoraNo ratings yet
- Cswip 3 2 Notes 1Document42 pagesCswip 3 2 Notes 1Adhanom G.100% (1)
- ASTM A193-A193M-04cDocument12 pagesASTM A193-A193M-04cNadhiraNo ratings yet
- Castings, Iron-Chromium-Nickel-Molybdenum Corrosion-Resistant, Duplex (Austenitic/Ferritic) For General ApplicationDocument4 pagesCastings, Iron-Chromium-Nickel-Molybdenum Corrosion-Resistant, Duplex (Austenitic/Ferritic) For General ApplicationАлександр БобурковNo ratings yet
- ASTMB917Document11 pagesASTMB917Five VanNo ratings yet
- Troubleshooting and Prevention of Cracking in Induction Hardening of Steels - Lessons Learned Part 2Document8 pagesTroubleshooting and Prevention of Cracking in Induction Hardening of Steels - Lessons Learned Part 2Rajesh GNo ratings yet
- Curso Marnha AmericanaDocument1,244 pagesCurso Marnha AmericanaSergio Augusto FernandesNo ratings yet
- ASTM A194 - Portland BoltDocument3 pagesASTM A194 - Portland BoltJorge Luis Chino CelisNo ratings yet
- Me8491 em Unit - IIDocument119 pagesMe8491 em Unit - IIParameswara Raja100% (1)
- 42 CR Mo 4Document4 pages42 CR Mo 4Alin ChehadeNo ratings yet
- Inspection & Test ProcedureDocument14 pagesInspection & Test ProcedureMathivanan Anbazhagan100% (1)
- CQI-9v3Forms and Process TablesBDocument48 pagesCQI-9v3Forms and Process TablesBjkguru75No ratings yet
- Dental Casting AlloysDocument53 pagesDental Casting AlloysArun Kumar100% (1)
- Limitations of The Use of Grossman Quench Severity FactorsDocument12 pagesLimitations of The Use of Grossman Quench Severity FactorsPedro Polastri PatriotaNo ratings yet
- End Quench TestDocument3 pagesEnd Quench Testr arumugamNo ratings yet
- BD 2Document3 pagesBD 2MUHAMMAD SIDDIQUENo ratings yet
- MSM Module 3Document24 pagesMSM Module 3Nk KumarNo ratings yet
- Erosion Resistance of Permanent Moulded High Chromium IronDocument9 pagesErosion Resistance of Permanent Moulded High Chromium IronanuragNo ratings yet
- Heat TreatmentDocument44 pagesHeat TreatmentMastram HatheshNo ratings yet
- Material Science and Engineering Ch. 10 SolDocument72 pagesMaterial Science and Engineering Ch. 10 SolPatrick GibsonNo ratings yet
- Mechanical Seal Plan - Pocket Guide (John Crane)Document62 pagesMechanical Seal Plan - Pocket Guide (John Crane)Tarun Chandra100% (5)
- Aircraft Materials, Construction and RepairDocument41 pagesAircraft Materials, Construction and RepairMark Jovince CardenasNo ratings yet
- Astm A194Document1 pageAstm A194Tee Klong RungNo ratings yet
- The Heat Treatment Solution Overview 180306Document16 pagesThe Heat Treatment Solution Overview 180306amd mhmNo ratings yet