You might also like
- Jaguar Case StudyDocument4 pagesJaguar Case StudyFLAVIUS222100% (3)
- Case Study 3 Aylesbury Pressings, Roddy McGuinn and Martin Toher.Document6 pagesCase Study 3 Aylesbury Pressings, Roddy McGuinn and Martin Toher.Joe Potter100% (1)
- Quick Bill Summary: Change To Your ServiceDocument2 pagesQuick Bill Summary: Change To Your ServiceCAIRO100% (1)
- Digital Futures, Digital Transformation: Ahmed BounfourDocument159 pagesDigital Futures, Digital Transformation: Ahmed BounfourAbelBabelNo ratings yet
- Just in TimeDocument70 pagesJust in Timeanon_779839188No ratings yet
- Case Study 3 Final. Aylesbury Pressings, Roddy McGuinn and Martin Toher.Document8 pagesCase Study 3 Final. Aylesbury Pressings, Roddy McGuinn and Martin Toher.Felicia Brown0% (1)
- Internship at CapexDocument31 pagesInternship at CapexKrishnendu100% (1)
- Lean Case JaguarDocument5 pagesLean Case JaguarSanjana GuptaNo ratings yet
- Lean Production: Jaguar Case StudyDocument7 pagesLean Production: Jaguar Case Studypratik khatorNo ratings yet
- Lean JaguarDocument7 pagesLean JaguarFerdo VidicNo ratings yet
- Case 1 - Jaguar CarsDocument3 pagesCase 1 - Jaguar CarsSufyaan AHNo ratings yet
- Om AssignmentDocument4 pagesOm AssignmentSonali PuriNo ratings yet
- Lean Case Study - LeatherDocument9 pagesLean Case Study - LeatherSk Mosaib AhamedNo ratings yet
- PRoductivityDocument36 pagesPRoductivityEmdad ApmNo ratings yet
- MGMDocument5 pagesMGMMuthukumar GovindarajuNo ratings yet
- Just in Time Manufacturing ReportDocument29 pagesJust in Time Manufacturing ReportTemujen Banerji100% (1)
- The Operations Management Function - WEBDocument46 pagesThe Operations Management Function - WEBMELHEM_J8008No ratings yet
- Line Balancing Line Balancing: Pemp Emm515Document56 pagesLine Balancing Line Balancing: Pemp Emm515vehlajattNo ratings yet
- Productivity Improvement TechniquesDocument6 pagesProductivity Improvement TechniquesSamir RanaNo ratings yet
- Introduction To Six Sigma: UNIT-4Document20 pagesIntroduction To Six Sigma: UNIT-4Seif CharafNo ratings yet
- Dokumen - Tips - Quality Engineering and ManagementDocument32 pagesDokumen - Tips - Quality Engineering and ManagementJhordins GustavoNo ratings yet
- Wausau Equipment CompanyDocument6 pagesWausau Equipment CompanyAjay JagtapNo ratings yet
- Benefits Parallel ProcessingDocument4 pagesBenefits Parallel ProcessingAnnaKarenina56No ratings yet
- Effective Ways To Improve Productivity in Garment ProductionDocument23 pagesEffective Ways To Improve Productivity in Garment ProductionMd. Hasan SheikhNo ratings yet
- A Production System Which Is Steeped in The Philosophy of "The Complete Elimination of All Waste" Imbuing All Aspects of Production in Pursuit of The Most Efficient MethodsDocument7 pagesA Production System Which Is Steeped in The Philosophy of "The Complete Elimination of All Waste" Imbuing All Aspects of Production in Pursuit of The Most Efficient MethodsprakashkartNo ratings yet
- Lean Manufacturing in BajajDocument16 pagesLean Manufacturing in BajajArjun K BhagatNo ratings yet
- 26 Lean ToolsDocument24 pages26 Lean ToolsVeena T RNo ratings yet
- MB0028 Set-1Document10 pagesMB0028 Set-1Shakeel ShahNo ratings yet
- Improve Productivity in Garment ProductionDocument6 pagesImprove Productivity in Garment ProductionSamir RanaNo ratings yet
- Poka Yoke UsageDocument8 pagesPoka Yoke Usagejocelyn perez villarrealNo ratings yet
- Kaizen ToolDocument11 pagesKaizen Toolrajaabid100% (1)
- CCCCCCCCCCCCCCCCCCCCCCCCC CCC: Ôc" C Ôc C C C C C CC Ôcc C C C C C Ôc C C CC C C C C C C C C C C C C C CDocument21 pagesCCCCCCCCCCCCCCCCCCCCCCCCC CCC: Ôc" C Ôc C C C C C CC Ôcc C C C C C Ôc C C CC C C C C C C C C C C C C C CAnjesh KumarNo ratings yet
- Ways To Improve Productivity in Garment Production: Compiled By: Esubalew GebrieDocument27 pagesWays To Improve Productivity in Garment Production: Compiled By: Esubalew GebrieEsubalew gebrieNo ratings yet
- About UsDocument35 pagesAbout Us9897856218No ratings yet
- Reduction in Changeover/Stabilization Time and Improvement of Asset UtilizationDocument35 pagesReduction in Changeover/Stabilization Time and Improvement of Asset UtilizationLucasNo ratings yet
- Foro de Manufactura EsbeltaDocument5 pagesForo de Manufactura EsbeltaDiego A. Sosa GonzalesNo ratings yet
- 20 Ways To Improve Productivity in Garment ProductionDocument7 pages20 Ways To Improve Productivity in Garment ProductionAnamika PanghalNo ratings yet
- Presenter: Anilin Maria Raju (181adm115) BENSON SUNNY (181ADM119) GLADSON PAUL (171ADM122)Document6 pagesPresenter: Anilin Maria Raju (181adm115) BENSON SUNNY (181ADM119) GLADSON PAUL (171ADM122)Vishwas JNo ratings yet
- Assignment: Production & Operations ManagementsDocument21 pagesAssignment: Production & Operations ManagementsGokul GopiNo ratings yet
- 00 Lean ManufacturingDocument12 pages00 Lean ManufacturingErnesto Rascon Basaldua0% (1)
- 20 Ways To Improve Productivity in Garment Production and Planning CapacityDocument8 pages20 Ways To Improve Productivity in Garment Production and Planning CapacityCucak RowoNo ratings yet
- GIEFD U5 Diego Ortiz ARDocument8 pagesGIEFD U5 Diego Ortiz ARDiegoNo ratings yet
- Introduction To Process Industry: Condition Monitoring and Maintenance (MT-362)Document26 pagesIntroduction To Process Industry: Condition Monitoring and Maintenance (MT-362)Engr.shamiNo ratings yet
- Lean Six Sigma at Ford Motor Company and Ford LandDocument6 pagesLean Six Sigma at Ford Motor Company and Ford LandPrem PatelNo ratings yet
- Business Studies WordDocument41 pagesBusiness Studies WordKISHORE STUDIOS OFFICIALNo ratings yet
- Improving Sewing Section Efficiency ThroDocument11 pagesImproving Sewing Section Efficiency ThroCBBCV68No ratings yet
- KaizanDocument24 pagesKaizanTajala MaqsoodNo ratings yet
- Fulfill Order 2Document14 pagesFulfill Order 2Aisyah Nisrina HamidahNo ratings yet
- Productivity ImprovementDocument7 pagesProductivity ImprovementTouhidur RahmanNo ratings yet
- Thesis Topics On Lean ManufacturingDocument6 pagesThesis Topics On Lean Manufacturingnicolewilliamslittlerock100% (2)
- Ch. 1 Systematic Approach For Manufacturing Strategy: Modern Trends in Manufacturing ManagementDocument30 pagesCh. 1 Systematic Approach For Manufacturing Strategy: Modern Trends in Manufacturing ManagementAnant BagalkotNo ratings yet
- Ch. 1 Systematic Approach For Manufacturing Strategy: Modern Trends in Manufacturing ManagementDocument30 pagesCh. 1 Systematic Approach For Manufacturing Strategy: Modern Trends in Manufacturing ManagementAnant BagalkotNo ratings yet
- Key Elements of Just in Time System - JIT SystemDocument3 pagesKey Elements of Just in Time System - JIT SystemAbhishek PauranikNo ratings yet
- Three MUDocument3 pagesThree MUJirae AlaudeNo ratings yet
- I, Ii TQMDocument2 pagesI, Ii TQMBlademer SorianoNo ratings yet
- IMM Online TRGDocument35 pagesIMM Online TRGpsp710No ratings yet
- Implementation of Lean Manufacturing Operation in RMG Industry of BangladeshDocument26 pagesImplementation of Lean Manufacturing Operation in RMG Industry of BangladeshSayeef Zimran KhanNo ratings yet
- TPM MKSDocument9 pagesTPM MKSAnand DubeyNo ratings yet
- Research Paper On Production Planning and ControlDocument8 pagesResearch Paper On Production Planning and Controlh03318kj100% (1)
- Abstract in The Traditional Batch Mode or Assembly Lean Manufacturing ProcessDocument4 pagesAbstract in The Traditional Batch Mode or Assembly Lean Manufacturing ProcessMandhara KsNo ratings yet
- Case Study: Implementation of Poka Yoke in Textile IndustryDocument11 pagesCase Study: Implementation of Poka Yoke in Textile IndustryJyoti RawalNo ratings yet
- Literature Review On Assembly Line BalancingDocument7 pagesLiterature Review On Assembly Line Balancingea20cqyt100% (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- BackproblemsDocument14 pagesBackproblemsAshvin PatelNo ratings yet
- Building Blocks of The Learning Organization - HBR ArticleDocument2 pagesBuilding Blocks of The Learning Organization - HBR ArticleAshvin PatelNo ratings yet
- Siemens - Case StudyDocument2 pagesSiemens - Case StudyAshvin PatelNo ratings yet
- Mahindra - Case StudyDocument2 pagesMahindra - Case StudyAshvin PatelNo ratings yet
- ! Agile Management Part 1 - 2016.12.15Document29 pages! Agile Management Part 1 - 2016.12.15Ashvin PatelNo ratings yet
- Australia GST - 2004Document20 pagesAustralia GST - 2004Eileen Lim King KiewNo ratings yet
- Uaag Data Submission Template Uaag To Brightest Cloud 1Document71 pagesUaag Data Submission Template Uaag To Brightest Cloud 1Adjovi SamuelNo ratings yet
- The National Produce Marketing Board (NPMB) : An Historical Appraisal of Its Origins and MissionDocument8 pagesThe National Produce Marketing Board (NPMB) : An Historical Appraisal of Its Origins and MissionIjahss JournalNo ratings yet
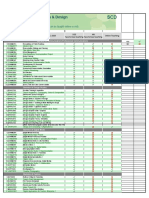
- SCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Document2 pagesSCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Nguyễn Hồng AnhNo ratings yet
- Customer Information Sheet-Individual 20180919Document2 pagesCustomer Information Sheet-Individual 20180919Nicole Thea Cabot FerrarenNo ratings yet
- Unit 4 Pharmacy PracticeDocument38 pagesUnit 4 Pharmacy Practicesaurav prasadNo ratings yet
- SEO Capstone Project Part 4Document12 pagesSEO Capstone Project Part 4Fahd GhumanNo ratings yet
- V.M.C. Furniture: For Retail / Manufacturing IndustryDocument2 pagesV.M.C. Furniture: For Retail / Manufacturing Industrycristina constantinoNo ratings yet
- Thariq QuestionnaireDocument3 pagesThariq QuestionnaireThariq MohammedNo ratings yet
- Overheads PDFDocument83 pagesOverheads PDFbinu100% (1)
- BUS7076 The Integrated Business Assignment 2022-23 Main S2 - TaggedDocument13 pagesBUS7076 The Integrated Business Assignment 2022-23 Main S2 - TaggedkamunkiriNo ratings yet
- Letter Mayor Canama ScrapDocument2 pagesLetter Mayor Canama Scrappersantiago.lawofficeNo ratings yet
- Screenshot 2024-01-29 at 19.03.05Document20 pagesScreenshot 2024-01-29 at 19.03.0547z597rcf6No ratings yet
- Financial Fragility: Entrepreneurs Can Certainly Provide Many Benefits To Individuals, Society As WellDocument4 pagesFinancial Fragility: Entrepreneurs Can Certainly Provide Many Benefits To Individuals, Society As WellMohd Azmezanshah Bin SezwanNo ratings yet
- FG ILOOK Single Pages RevDocument6 pagesFG ILOOK Single Pages RevTitan KNo ratings yet
- 1458 2735 1 SM PDFDocument25 pages1458 2735 1 SM PDFDyenNo ratings yet
- MTH302 Short Notes (Mid - Term) Lecture 1 To 22Document13 pagesMTH302 Short Notes (Mid - Term) Lecture 1 To 22gbNo ratings yet
- Guidelines For Set Up incubators-in-Educational-InstitutionsDocument10 pagesGuidelines For Set Up incubators-in-Educational-InstitutionsKuldeep KumarNo ratings yet
- ENTREP-Course-Learning-Packets OCAMPO ANDRADA VALLEDocument6 pagesENTREP-Course-Learning-Packets OCAMPO ANDRADA VALLEJeff LaycoNo ratings yet
- Samyak JainDocument1 pageSamyak JainNitinNo ratings yet
- Republic of Uganda: Ministry of Internal A AirsDocument6 pagesRepublic of Uganda: Ministry of Internal A Airsfreddy tumwiineNo ratings yet
- Tweeter Etc Case StudyDocument17 pagesTweeter Etc Case StudyArpit CooldudeNo ratings yet
- 04-Chap2-Chart of Accounts-2022-2023-S1Document1 page04-Chap2-Chart of Accounts-2022-2023-S1Lilly ChanNo ratings yet
- Consumer Behaviour of Allen SollyDocument8 pagesConsumer Behaviour of Allen SollyViveek RulesNo ratings yet
- Muhammad Farooq Sarwar - OriginalDocument2 pagesMuhammad Farooq Sarwar - OriginalHamid SaifNo ratings yet
- Key Highlights:: Particulars Q4 FY21 Q4 FY20 Shift FY21 FY20 FY20 ShiftDocument3 pagesKey Highlights:: Particulars Q4 FY21 Q4 FY20 Shift FY21 FY20 FY20 Shiftkashyappathak01No ratings yet
- KFC Case StudyDocument27 pagesKFC Case Studyzalde84% (32)