You might also like
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Ipa-Water SeparationDocument8 pagesIpa-Water SeparationkashifwarsiNo ratings yet
- Spotting FluidsDocument16 pagesSpotting FluidsEduardo PeraltaNo ratings yet
- Bentoni̇t SaflaştirmaDocument6 pagesBentoni̇t SaflaştirmaakramNo ratings yet
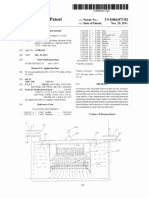
- United States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Document10 pagesUnited States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Mateus GaygerNo ratings yet
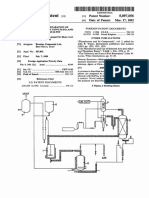
- United States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Document6 pagesUnited States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Anonymous vWSYmPNo ratings yet
- Us5097056 2 PDFDocument6 pagesUs5097056 2 PDFnandesNo ratings yet
- Discharge nozzle assembly for molten metalDocument3 pagesDischarge nozzle assembly for molten metalsriirarNo ratings yet
- Removing Chloroprene from 1,2-Dichloroethane by Heat TreatmentDocument7 pagesRemoving Chloroprene from 1,2-Dichloroethane by Heat TreatmentsundharNo ratings yet
- Stone Polishing CompositionDocument5 pagesStone Polishing Compositionduyen nguyen chi luongNo ratings yet
- Riedl 1980 US4225520 PDFDocument6 pagesRiedl 1980 US4225520 PDFManuel GonzalezNo ratings yet
- United States PatentDocument15 pagesUnited States PatentAlexcel CorporalNo ratings yet
- US4201743Document8 pagesUS4201743Abdulrahman HamdanNo ratings yet
- United States Patent (191: Tolles Et A1Document3 pagesUnited States Patent (191: Tolles Et A1Kartika AnggraeniNo ratings yet
- Us 5162407Document9 pagesUs 5162407Juanan LopezNo ratings yet
- Unite Patent (19) : EnglandDocument4 pagesUnite Patent (19) : EnglandDoinitaNo ratings yet
- Slurry Reaction AgitatorsDocument10 pagesSlurry Reaction AgitatorsManoj BNo ratings yet
- PATENT PROCESSDocument9 pagesPATENT PROCESSPavita SalsabilaNo ratings yet
- Spinning Machines PatentDocument15 pagesSpinning Machines Patentnabila OktavianiNo ratings yet
- United States Patent (19) : Roussel Et AlDocument6 pagesUnited States Patent (19) : Roussel Et AlPratamap OdelNo ratings yet
- Nonmetallic Firearm Components and Extractor Yoke LockupDocument20 pagesNonmetallic Firearm Components and Extractor Yoke LockupСлэйтер Строительная компанияNo ratings yet
- United States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Document5 pagesUnited States Patent (19) 11 Patent Number: 6,011,134: Marks Et Al. (45) Date of Patent: Jan. 4, 2000Affinta LorenzaNo ratings yet
- Wind Tesla TurbineDocument9 pagesWind Tesla TurbineRonan RojasNo ratings yet
- United States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35Document10 pagesUnited States Patent: 73 Assignee: Acrion Technologies, Inc., Valley View, 3. E. em (I. R35jeremyhoveNo ratings yet
- In-Sewer Treatment of Wastewater and Sludges 2000 CATABOL US 6015496Document56 pagesIn-Sewer Treatment of Wastewater and Sludges 2000 CATABOL US 6015496miguel_vera6592No ratings yet
- US5531927Document5 pagesUS5531927AP Selva KumarNo ratings yet
- APPARATUS FOR QUENCHING A GAS STREAM IN VINYL CHLORIDE PRODUCTIONDocument9 pagesAPPARATUS FOR QUENCHING A GAS STREAM IN VINYL CHLORIDE PRODUCTIONAbdulrahman ezzaldeenNo ratings yet
- Bolas Ver VerDocument6 pagesBolas Ver VerpatgabrielNo ratings yet
- Method of Desalting Crude OilDocument5 pagesMethod of Desalting Crude OilDavid Cruz ZamoraNo ratings yet
- United States Patent (191Document14 pagesUnited States Patent (191Mohamad DprNo ratings yet
- Y - Sess - or - J - So: (12) United States Patent (10) Patent No.: US 8,066,873 B2Document22 pagesY - Sess - or - J - So: (12) United States Patent (10) Patent No.: US 8,066,873 B2Mamoon RiazNo ratings yet
- Apg Sentez HenkelDocument14 pagesApg Sentez Henkelmaydin74No ratings yet
- Us5955039 PDFDocument8 pagesUs5955039 PDFMayur B NeveNo ratings yet
- United States Patent (19) : 21 Appl. No.: 474,362Document3 pagesUnited States Patent (19) : 21 Appl. No.: 474,362Brijesh GajjarNo ratings yet
- Counterflow Microbiological Processes 1996 CATABOL US 5514278Document25 pagesCounterflow Microbiological Processes 1996 CATABOL US 5514278miguel_vera6592No ratings yet
- United States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Document20 pagesUnited States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Munir KadernaniNo ratings yet
- US7827620Document9 pagesUS7827620Devansh ChhajlaniNo ratings yet
- Treatment of Wastewater and Sludges CATABOL 1996 US 5514277Document35 pagesTreatment of Wastewater and Sludges CATABOL 1996 US 5514277miguel_vera6592No ratings yet
- Cement Grinding Aid CompositionDocument3 pagesCement Grinding Aid CompositionNam HuynhNo ratings yet
- Method for making polysiloxane emulsions using emulsion polymerizationDocument12 pagesMethod for making polysiloxane emulsions using emulsion polymerizationSinh LeNo ratings yet
- United States Patent (19) 11 Patent Number: 6,113,782Document22 pagesUnited States Patent (19) 11 Patent Number: 6,113,782Vansala GanesanNo ratings yet
- Patent eDocument12 pagesPatent eivan de jesusNo ratings yet
- United States Patent (19) 11 Patent Number: 6,107,527: Stec Et Al. (45) Date of Patent: Aug. 22, 2000Document4 pagesUnited States Patent (19) 11 Patent Number: 6,107,527: Stec Et Al. (45) Date of Patent: Aug. 22, 2000cbuhksmkNo ratings yet
- Us 47524704r4r4rDocument8 pagesUs 47524704r4r4rResti Darojatin HalimaNo ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument10 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliNo ratings yet
- US4410041Document9 pagesUS4410041Saeed AbdNo ratings yet
- United States Patent (19) : Ozero Et Al. Patent Number: Date of Patent: (11) 145)Document7 pagesUnited States Patent (19) : Ozero Et Al. Patent Number: Date of Patent: (11) 145)cantikNo ratings yet
- Flux Patent US5297721Document6 pagesFlux Patent US5297721M. v.d. WielNo ratings yet
- Patente 4.655.879Document6 pagesPatente 4.655.879Yago BoullaudeNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 6,153,168: Seitz Et Al. (45) Date of Patent: Nov. 28, 2000Document6 pagesUlllted States Patent (19) (11) Patent Number: 6,153,168: Seitz Et Al. (45) Date of Patent: Nov. 28, 2000GraciaVelitarioNo ratings yet
- Us 5911190Document19 pagesUs 5911190احمد عبدالكريمNo ratings yet
- Umted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997Document15 pagesUmted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997gjcozmhlsggyuntflrNo ratings yet
- USOO8678192B1 - Gold Cube Mineral Separating ConcentratorDocument11 pagesUSOO8678192B1 - Gold Cube Mineral Separating ConcentratorMarcelo Daniel Terrazas PintoNo ratings yet
- Process For The Production of Phenol and Acetone From CumeneDocument17 pagesProcess For The Production of Phenol and Acetone From CumeneFabi OneNo ratings yet
- Drudy (45) Apr. 27, 1982: ,. L ' - T 1) Ate States Ate E (191 (111 4,326,560Document7 pagesDrudy (45) Apr. 27, 1982: ,. L ' - T 1) Ate States Ate E (191 (111 4,326,560Daniel ZabalaNo ratings yet
- Mold CastingDocument22 pagesMold CastingDicky MadikatamaNo ratings yet
- US5820225Document10 pagesUS5820225aungkyawzoreNo ratings yet
- US4322569 Catalytic Hydrogentaion Glucose To SorbitolDocument7 pagesUS4322569 Catalytic Hydrogentaion Glucose To SorbitolRingga sonifaNo ratings yet
- Device Machines Crankshaft Pins In-EngineDocument9 pagesDevice Machines Crankshaft Pins In-EngineMahnooshNo ratings yet
- Excavator bucket top assembly patent titleDocument9 pagesExcavator bucket top assembly patent titlePUVAN TSTNo ratings yet
- Didemalsancaksırakaya 1234546Document15 pagesDidemalsancaksırakaya 1234546Alonso AlcázarNo ratings yet
- Universe - September 2022Document16 pagesUniverse - September 2022Alonso AlcázarNo ratings yet
- Chromatographic Methods for Determining Plant SaponinsDocument16 pagesChromatographic Methods for Determining Plant SaponinsAlonso AlcázarNo ratings yet
- US3256677Document5 pagesUS3256677Alonso AlcázarNo ratings yet
- US3471267Document4 pagesUS3471267Alonso AlcázarNo ratings yet
- Appl. Environ. Microbiol.-1998-Fowler-3570-5Document6 pagesAppl. Environ. Microbiol.-1998-Fowler-3570-5Alonso AlcázarNo ratings yet
- 2009 Mohapatra Et Al., Review of Fluoride Removal From Drinking WaterDocument11 pages2009 Mohapatra Et Al., Review of Fluoride Removal From Drinking WaterAlonso AlcázarNo ratings yet
- 2017 Arora & Gupta... Ex-Situ Vs in SItu Defluoridation of The Contaminated Aquifers,, A State of The Art ReviewDocument18 pages2017 Arora & Gupta... Ex-Situ Vs in SItu Defluoridation of The Contaminated Aquifers,, A State of The Art ReviewAlonso AlcázarNo ratings yet
- An Experimental Investigation On Optimized Manifold Injection in A Direct-Injection Diesel Engine With Various Hydrogen OwratesDocument1 pageAn Experimental Investigation On Optimized Manifold Injection in A Direct-Injection Diesel Engine With Various Hydrogen OwratesAlonso AlcázarNo ratings yet
- Guidelines For Drinking WaterDocument668 pagesGuidelines For Drinking WaterJustin Charles AmorNo ratings yet
- Available Online At: Procedia Engineering 38 (2012) 1112 - 1119Document8 pagesAvailable Online At: Procedia Engineering 38 (2012) 1112 - 1119Alonso AlcázarNo ratings yet
- Ai, Iot, Big Data & BlockchainDocument19 pagesAi, Iot, Big Data & BlockchainClick GroupNo ratings yet
- Airfoil DesignDocument18 pagesAirfoil Designapi-269373691No ratings yet
- Extending NAS Web App MobileDocument2 pagesExtending NAS Web App MobileD2VNo ratings yet
- The Nigerian Marketing System Its Development - Problems and ProspectsDocument8 pagesThe Nigerian Marketing System Its Development - Problems and ProspectsNwakor Maco Sochi100% (1)
- Cultural Dimensions & EthnocentrismDocument38 pagesCultural Dimensions & EthnocentrismKatya Alexis SalitaNo ratings yet
- Comparison and Evaluation of Anti-Windup PI Controllers: Xin-Lan Li, Jong-Gyu Park, and Hwi-Beom ShinDocument6 pagesComparison and Evaluation of Anti-Windup PI Controllers: Xin-Lan Li, Jong-Gyu Park, and Hwi-Beom ShinsaeedNo ratings yet
- 2.5 PsedoCodeErrorsDocument35 pages2.5 PsedoCodeErrorsAli RazaNo ratings yet
- 19bcd7246 Assignment2 L27+L28+L31+L32Document7 pages19bcd7246 Assignment2 L27+L28+L31+L32Sriharshitha DeepalaNo ratings yet
- M-I LLC - Pac All Grades SDSDocument3 pagesM-I LLC - Pac All Grades SDSimamNo ratings yet
- Warehouse Processes/OperationsDocument4 pagesWarehouse Processes/OperationsNhsyyNo ratings yet
- Dominos Winning StrategiesDocument185 pagesDominos Winning StrategiesY Ammar IsmailNo ratings yet
- Scope of WorkDocument4 pagesScope of WorkMathivanan AnbazhaganNo ratings yet
- 8.4.3 Alien Genetics LabDocument2 pages8.4.3 Alien Genetics LabCharles KnightNo ratings yet
- Recent Progress in Medium-Mn Steels Made With New Designing Strategies A ReviewDocument8 pagesRecent Progress in Medium-Mn Steels Made With New Designing Strategies A ReviewMATHEWS LIMA DOS SANTOSNo ratings yet
- Plastiment BV40Document2 pagesPlastiment BV40the pilotNo ratings yet
- P90X2 Les Mills PUMP HybridDocument7 pagesP90X2 Les Mills PUMP HybridRamonBeltranNo ratings yet
- Challenges of Deep Excavation for KVMRT StationsDocument85 pagesChallenges of Deep Excavation for KVMRT StationsAlwin AntonyNo ratings yet
- Lecture Notes Natural LawDocument52 pagesLecture Notes Natural LawVina EstherNo ratings yet
- SP-1127 - Layout of Plant Equipment and FacilitiesDocument11 pagesSP-1127 - Layout of Plant Equipment and FacilitiesParag Lalit SoniNo ratings yet
- Ambiguity in Legal Translation: Salah Bouregbi Badji Mokhtar University Annaba - Algeria - Salihbourg@Document14 pagesAmbiguity in Legal Translation: Salah Bouregbi Badji Mokhtar University Annaba - Algeria - Salihbourg@MerHamNo ratings yet
- Articol S.brînza, V.stati Pag.96Document154 pagesArticol S.brînza, V.stati Pag.96crina1996No ratings yet
- Katalog Ag-700 To Ag-800Document1 pageKatalog Ag-700 To Ag-800Iqbal AbugindaNo ratings yet
- Toshiba SMMS-7 VRF CatalogueDocument106 pagesToshiba SMMS-7 VRF CatalogueMyo Sein67% (3)
- Assignment 5: Engineering Utilities IiDocument4 pagesAssignment 5: Engineering Utilities IiRex SabersonNo ratings yet
- Role of Digital Infrastructure in The Post Pandemic World: Preparing For Civil Services Interview-The Right PerspectiveDocument40 pagesRole of Digital Infrastructure in The Post Pandemic World: Preparing For Civil Services Interview-The Right PerspectiveshekhardfcNo ratings yet
- Distance ProtectionDocument21 pagesDistance Protectiondesilvatharindu1No ratings yet
- Full Download Agriscience Fundamentals and Applications 6th Edition Burton Solutions ManualDocument36 pagesFull Download Agriscience Fundamentals and Applications 6th Edition Burton Solutions ManualzickshannenukusNo ratings yet
- UKPSC JE Civil 2024 Exam (Technical) - ScheduleDocument4 pagesUKPSC JE Civil 2024 Exam (Technical) - ScheduleIES-GATEWizNo ratings yet
- Fugacity CoefficientDocument4 pagesFugacity Coefficientsigit1058No ratings yet
- BI and Analytics Design Workshop TemplateDocument20 pagesBI and Analytics Design Workshop TemplateMiftahul HudaNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet