You might also like
- Bioenergy for the Energy Transition: Ensuring Sustainability and Overcoming BarriersFrom EverandBioenergy for the Energy Transition: Ensuring Sustainability and Overcoming BarriersNo ratings yet
- Agricultural Waste Management For Bioethanol ProduDocument34 pagesAgricultural Waste Management For Bioethanol ProduPrithvi Thakur100% (1)
- Biogas Potential in India: Production, Policies, Problems, and Future ProspectsDocument35 pagesBiogas Potential in India: Production, Policies, Problems, and Future Prospectshod bbaNo ratings yet
- Petroleum Science-Algal BiodieselDocument13 pagesPetroleum Science-Algal BiodieselAmio DasNo ratings yet
- Yuvaraj 2016Document8 pagesYuvaraj 2016EdisonSalazarNo ratings yet
- LCAricestrawDocument11 pagesLCAricestrawShrikant DeshmukhNo ratings yet
- 3948 11371 1 PBDocument15 pages3948 11371 1 PBNovanda Radita PutradhitamaNo ratings yet
- Fuel From Waste: A Review On Scientific Solution For Waste Management and Environment ConservationDocument24 pagesFuel From Waste: A Review On Scientific Solution For Waste Management and Environment ConservationbittooNo ratings yet
- Biofertilizer For Bioremediation: January 2015Document31 pagesBiofertilizer For Bioremediation: January 2015Ahmad FarhanNo ratings yet
- SawyerrOkudoh2019 IntJEnergyEconPolicyDocument13 pagesSawyerrOkudoh2019 IntJEnergyEconPolicyHj JayatheerthaNo ratings yet
- DineshDocument9 pagesDineshSanjay PatelNo ratings yet
- Solid Waste: Treatment Technologies and Environmental SustainabilityDocument24 pagesSolid Waste: Treatment Technologies and Environmental SustainabilityPetronela CozmaNo ratings yet
- Biodiesel As An Alternative Fuel For Pollution Control in Diesel EngineDocument11 pagesBiodiesel As An Alternative Fuel For Pollution Control in Diesel Enginechicken skinNo ratings yet
- Bioremediation of Hydrocarbon - A Review.: International Journal of Advanced Research June 2016Document12 pagesBioremediation of Hydrocarbon - A Review.: International Journal of Advanced Research June 2016Villia TomahuaNo ratings yet
- Developmentofan Organic FertilizerDocument8 pagesDevelopmentofan Organic FertilizerMisgana HotelNo ratings yet
- Lecture 3.1.8Document91 pagesLecture 3.1.8Amandeep SinghNo ratings yet
- Alok Kumar Singh, Et AlDocument11 pagesAlok Kumar Singh, Et AlKavinNo ratings yet
- RSER My Review ArticleDocument23 pagesRSER My Review ArticleSravanthi KotiNo ratings yet
- Industrial Pollution Management 6 OctDocument93 pagesIndustrial Pollution Management 6 OctAniket NeheNo ratings yet
- Aladin 2017Document6 pagesAladin 2017Dwi ermawatiNo ratings yet
- Impact of Chemical Fertilizers on Environment and EcosystemDocument19 pagesImpact of Chemical Fertilizers on Environment and EcosystemBarsha ThakurNo ratings yet
- Chapter2 BiocharDocument30 pagesChapter2 BiocharArmstrongMasengaNo ratings yet
- Current Trends and Future Prospects of NanotechnolDocument19 pagesCurrent Trends and Future Prospects of Nanotechnolnidin93177No ratings yet
- Biofuels and value-added products from extremophilesDocument36 pagesBiofuels and value-added products from extremophilesSheelendra Mangal BhattNo ratings yet
- Organic Fertilizer Developed from Food WasteDocument8 pagesOrganic Fertilizer Developed from Food WasteAhmad SohailNo ratings yet
- Project ReportDocument40 pagesProject ReportKishore KumarNo ratings yet
- Green Tech Assignment 2Document14 pagesGreen Tech Assignment 2Sanjeev SinghNo ratings yet
- ApplicationofLifeCycleAssessmentforImproving-FertilizerPlant CETDocument7 pagesApplicationofLifeCycleAssessmentforImproving-FertilizerPlant CET25A Syifa Salsabila AlfianiNo ratings yet
- Development of An Organic Fertilizer: January 2020Document10 pagesDevelopment of An Organic Fertilizer: January 2020Bang LongNo ratings yet
- Biogas Production in A Dairy Cow Unit To Provide A Sustainable Solution For Reducing The Environmental Pollutions and PathogensDocument10 pagesBiogas Production in A Dairy Cow Unit To Provide A Sustainable Solution For Reducing The Environmental Pollutions and Pathogenssanjay lohaniNo ratings yet
- Generate Bio Gas from Kitchen WasteDocument7 pagesGenerate Bio Gas from Kitchen WasteVishal MahajanNo ratings yet
- Design and Construction of A Bio-Ethanol Pilot Plant in NigeriaDocument7 pagesDesign and Construction of A Bio-Ethanol Pilot Plant in Nigeriarecettes entréesNo ratings yet
- Biodiesel Production From Coconut Oil Using Heterogeneous Catalyst Derived From Its PodDocument11 pagesBiodiesel Production From Coconut Oil Using Heterogeneous Catalyst Derived From Its PodJoyce De VeraNo ratings yet
- Conversion of Biomass To Methanol and Ethanol: October 2019Document13 pagesConversion of Biomass To Methanol and Ethanol: October 2019Fong Cai YingNo ratings yet
- BiofuelchapterDocument32 pagesBiofuelchapterJeswin MelvinNo ratings yet
- Drone Spraying MaizeDocument10 pagesDrone Spraying MaizeFitri AudiaNo ratings yet
- Review On The Extraction Methods of Crude Oil FromDocument20 pagesReview On The Extraction Methods of Crude Oil FromrobbyharlyNo ratings yet
- Coconut-Value Added ProductsDocument10 pagesCoconut-Value Added ProductsDHANARAJA D FOOD TECH (RESEARCH SCHOLAR)No ratings yet
- Simultaneous Saccharification and Fermentation (SSF) for Efficient Bio-Ethanol ProductionDocument15 pagesSimultaneous Saccharification and Fermentation (SSF) for Efficient Bio-Ethanol ProductionErika WijayaNo ratings yet
- Distillery Spent Wash Treatment Technologies: A Case Study of The Comparative Efficiency of Aerobic and Anaerobic Treatment ProcessesDocument16 pagesDistillery Spent Wash Treatment Technologies: A Case Study of The Comparative Efficiency of Aerobic and Anaerobic Treatment ProcessesHarsha Vardhan ReddyNo ratings yet
- Production Methodologyof Biodieselfrom MicroalgaeDocument9 pagesProduction Methodologyof Biodieselfrom Microalgaeazizia harmesNo ratings yet
- Review of Anaerobic Digestion Process For Biogas Production: March 2022Document17 pagesReview of Anaerobic Digestion Process For Biogas Production: March 2022lutfi ramadaniNo ratings yet
- Potential and Utilization of Biomass For Heat Energy in Indonesia A ReviewDocument15 pagesPotential and Utilization of Biomass For Heat Energy in Indonesia A ReviewEdy HartulistiyosoNo ratings yet
- Bioethanol Production by Commercial Baker's Yeast Using Sugarcane Molasses As The MediaDocument8 pagesBioethanol Production by Commercial Baker's Yeast Using Sugarcane Molasses As The MediaShreyaNo ratings yet
- Crop Residues Management Booklet Final - 2012Document40 pagesCrop Residues Management Booklet Final - 2012rahul ssgiNo ratings yet
- SCV 2019 ConversionOfGlycerolToValuable HoirzoninBioprocessDocument14 pagesSCV 2019 ConversionOfGlycerolToValuable HoirzoninBioprocessJosselyn CazarNo ratings yet
- Biofuel Production From Macroalgae Present Scenario and Future ScopeDocument24 pagesBiofuel Production From Macroalgae Present Scenario and Future ScopeAnibal ZambranoNo ratings yet
- Handler 2015 Lanza Tech LCADocument10 pagesHandler 2015 Lanza Tech LCAAbhijitNo ratings yet
- A Review of Bioethanol Production From Plant-Based Waste Biomass by Yeast FermentationDocument15 pagesA Review of Bioethanol Production From Plant-Based Waste Biomass by Yeast FermentationKenneth PunzalanNo ratings yet
- Waste Management Technology For Sustainable Agriculture Waste ManagementDocument22 pagesWaste Management Technology For Sustainable Agriculture Waste ManagementRajNo ratings yet
- Ind MicroDocument14 pagesInd MicrosusumaNo ratings yet
- BiogasDocument420 pagesBiogasNagireddy Venkat Suresh100% (1)
- Plant Design For Production of 200 TPD Ethanol From Organic WasteDocument44 pagesPlant Design For Production of 200 TPD Ethanol From Organic Wasterahulprajap100% (1)
- 140 ArticleText 551 1 10 20221212 PDFDocument37 pages140 ArticleText 551 1 10 20221212 PDFImran AftabNo ratings yet
- Foreign Literature 2Document9 pagesForeign Literature 2Flamerisse YoonNo ratings yet
- Bioresource Technology Reports: Ashish N. Sawarkar, Nikhil Kirti, Ankita Tagade, Shyam P. TekadeDocument15 pagesBioresource Technology Reports: Ashish N. Sawarkar, Nikhil Kirti, Ankita Tagade, Shyam P. Tekadejulio cesar gurreonero fernandezNo ratings yet
- 149 Ijmperdjun2019149Document8 pages149 Ijmperdjun2019149TJPRC PublicationsNo ratings yet
- Complaint Number PDFDocument1 pageComplaint Number PDFmthiyagarajanNo ratings yet
- Karthi Experiance CerDocument1 pageKarthi Experiance CermthiyagarajanNo ratings yet
- Meridian Montessori School Certificate for Karthik RajanDocument1 pageMeridian Montessori School Certificate for Karthik RajanmthiyagarajanNo ratings yet
- Meridian Montessori International School PayslipDocument1 pageMeridian Montessori International School PayslipmthiyagarajanNo ratings yet
- Hathway-Payment ReciptDocument1 pageHathway-Payment ReciptmthiyagarajanNo ratings yet
- Dreams Square Technologies-Q1Document1 pageDreams Square Technologies-Q1mthiyagarajanNo ratings yet
- Guidelines UGC NETDocument54 pagesGuidelines UGC NETmthiyagarajanNo ratings yet
- Veeravel SbiDocument2 pagesVeeravel SbimthiyagarajanNo ratings yet
- IEPS Self Evaluation September 2015 PDFDocument16 pagesIEPS Self Evaluation September 2015 PDFmthiyagarajanNo ratings yet
- Village Education Santander SurveyDocument1 pageVillage Education Santander SurveymthiyagarajanNo ratings yet
- Director's NotesDocument4 pagesDirector's NotesmthiyagarajanNo ratings yet
- IEPS Self Evaluation September 2015 PDFDocument16 pagesIEPS Self Evaluation September 2015 PDFmthiyagarajanNo ratings yet
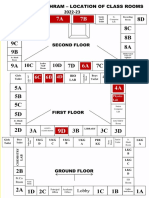
- Cbse Building - Classroom Allotment 2022 - 23Document2 pagesCbse Building - Classroom Allotment 2022 - 23mthiyagarajanNo ratings yet
- Comptrix Systems Pvt. LTD.: Linux / Embedded SolutionsDocument13 pagesComptrix Systems Pvt. LTD.: Linux / Embedded SolutionsmthiyagarajanNo ratings yet
- Form 1: Employee Personal Information Name of DepartmentDocument12 pagesForm 1: Employee Personal Information Name of DepartmentRajashree PatilNo ratings yet
- Marketing and CommunicationDocument7 pagesMarketing and CommunicationmthiyagarajanNo ratings yet
- Computer HardwareDocument6 pagesComputer HardwaremthiyagarajanNo ratings yet
- CCNP Syllabus and Course DetailsDocument18 pagesCCNP Syllabus and Course DetailsThilina WeliwitaNo ratings yet
- MSP-Minimum Support PriceDocument3 pagesMSP-Minimum Support PriceDivyansh JainNo ratings yet
- Technical details on sugar cane milling and extraction calculationsDocument7 pagesTechnical details on sugar cane milling and extraction calculationsGun SmithNo ratings yet
- Irjet V6i2264Document4 pagesIrjet V6i2264Broken AngelNo ratings yet
- Mintz - Sweetness and PowerDocument127 pagesMintz - Sweetness and Poweranon_39170210594% (18)
- Chapter 10 Determination of Vat Still DueDocument29 pagesChapter 10 Determination of Vat Still DueChristian Pelimco100% (1)
- Analysis of Pakistan Sugar IndustryDocument11 pagesAnalysis of Pakistan Sugar IndustryTazmeen FatimaNo ratings yet
- Manufacturing Industries Class 10 Geography Chapter QuestionsDocument20 pagesManufacturing Industries Class 10 Geography Chapter QuestionsVaibhav SinghNo ratings yet
- Methods Book 2005: Raw SugarDocument3 pagesMethods Book 2005: Raw Sugariwan hermawanNo ratings yet
- Raw Sugar Quality Factors Impact Refining ProcessDocument9 pagesRaw Sugar Quality Factors Impact Refining ProcessnghiNo ratings yet
- Daily Manufacturing Report: Shreenath Mhaskoba Sakhar Karkhana LTDDocument2 pagesDaily Manufacturing Report: Shreenath Mhaskoba Sakhar Karkhana LTDSivakumar SelvarajNo ratings yet
- Kessem Final PresentationDocument43 pagesKessem Final PresentationShasho LikisaNo ratings yet
- Mass Balance of A Sugarmill With CompounDocument22 pagesMass Balance of A Sugarmill With CompounJeffersonPalaciosNo ratings yet
- Ethanol Production From Sugarcane Molasses PDFDocument2 pagesEthanol Production From Sugarcane Molasses PDFDaryl100% (1)
- Seed Sowing MachineDocument117 pagesSeed Sowing Machinekalidass92% (13)
- Baking IngredientsDocument12 pagesBaking IngredientsLeizette Zuniga TacangNo ratings yet
- English Classwork Reading ExerciseDocument2 pagesEnglish Classwork Reading ExerciseJuan Camilo Molano SinucoNo ratings yet
- ICSE Board Class X Geography Board Paper - 2015Document5 pagesICSE Board Class X Geography Board Paper - 2015AditiNo ratings yet
- 08 Presbitero v. FernandezDocument5 pages08 Presbitero v. FernandezMiguel Rey RamosNo ratings yet
- Bahana Tbla Rated Oct 2016Document22 pagesBahana Tbla Rated Oct 2016nikNo ratings yet
- Potential ethanol yields from sugar beet and fodder beet cropsDocument7 pagesPotential ethanol yields from sugar beet and fodder beet cropsMohammad KhaledNo ratings yet
- Post A StatusDocument27 pagesPost A StatusMatamela Michelle MafuneNo ratings yet
- tài liệu về ép củi trấuDocument68 pagestài liệu về ép củi trấuQuốc Duy VõNo ratings yet
- GAWU's Views on Sustainable Future of GuySuCoDocument12 pagesGAWU's Views on Sustainable Future of GuySuCoLokeraj RupnarainNo ratings yet
- L'intégralité Du Discours de Pravind JugnauthDocument111 pagesL'intégralité Du Discours de Pravind JugnauthL'express Maurice100% (5)
- SNC Full ReportDocument148 pagesSNC Full ReportAshutosh Kumar SinghNo ratings yet
- Pertemuan Ii Diskusi Soal Dan Jawaban Linear ProgramingDocument5 pagesPertemuan Ii Diskusi Soal Dan Jawaban Linear Programingalif qurniaNo ratings yet
- Bioenergy Realizing The PotentialDocument7 pagesBioenergy Realizing The PotentialDouglas OngomNo ratings yet
- The Sugar Revolutions and SlaveryDocument3 pagesThe Sugar Revolutions and SlaveryNicholas Anthony McNameeNo ratings yet
- 3BSE085844 ABB Control Technologies For The Sugar IndustryDocument43 pages3BSE085844 ABB Control Technologies For The Sugar IndustryvsimongNo ratings yet
- Early Days of Natal Sugar Industry and Variety IntroductionDocument7 pagesEarly Days of Natal Sugar Industry and Variety Introductionrforteza100% (1)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Conduct of Operations and Operational Discipline: For Improving Process Safety in IndustryFrom EverandConduct of Operations and Operational Discipline: For Improving Process Safety in IndustryRating: 5 out of 5 stars5/5 (1)
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet