Volume 7, Issue 8, August – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Implementation of Lean Manufacturing in the Rubber
Industry to Support Sustainable Manufacturing by
usung Value Stream Mapping Tools
Masayu Rosyidah 1 Isdaryanto2
1 2
Industrial Engineering Department Industrial Engineering Department
Atmajaya Catholic of Indonesia University Muhammadiyah University
Jakarta, Indonesia Palembang, Indonesia
Abstract:- PT. XYZ processes rubber raw materials from have added value (non-value added). According to Gaspersz
suppliers in the form of slabs to be processed into semi- (2012), to create an effective and efficient production process,
finished rubber (crumb rubber) to meet customer needs. manufacturing companies have activities that have value added
In its activities there are jobs that do not have added value and are not value added or waste. Waste will result in higher
(non-value added) which can cause inefficiency due to use of energy resources, human resources, and time, so the
waste. Currently, at the warehouse for receiving raw production process becomes inefficient (Hanum et al. 2020)
materials, truck weighing officers have to wait because of (Pratiwi, Djanggu, and Anggela 2020). Some of the problems
the uncertainty of the number of suppliers who come every that arise during the production process are in the warehouse
day, as well as the waiting time for packaging. The purpose for receiving raw materials. The truck weighing officers have
of this study is to identify the waste that occurs with the to wait because they do not know for sure how many bokar
value stream mapping method. Based on the Waste supplier cars come every day carrying raw materials from
Relationship Matrix, the most dominant waste is in waiting suppliers, and there is no fixed schedule from suppliers.
and transportation with a weight of 16% each. In the Furthermore, in the process of packaging bale crumb rubber,
process cycle efficiency of 63.87%, it means that the there is waiting or waiting time due to the lack of operators on
process that occurs is still wasteful which does not add the press machine even though there are enough tools available.
value to the customer. From the observations, there are 6 This study will identify in more detail value added and non
types of waste that occur, namely waiting, transportation, value added activities, so that improvements can be made to
unnecessary motion, overprocessing, inventory, and minimize waste.
defects. Several steps that can be taken to minimize waste
include strengthening external cooperation, making II. LITERATURE REVIEW
schedules, and determining weekly delivery targets by
suppliers; Addition or change of means of transportation A. Lean Manufacturing
as well as the addition of the number of machine operators; According to Soekartawi (2010: 220) the notion of work
Scheduling product delivery to consumers; Production efficiency is an effort to use the smallest input to get the
scheduling according to the number of consumer requests; maximum production (SYAM 2020). Lean manufacturing
Stricter sorting of raw material purchases; as well as (LM) gives manufacturers a competitive edge by reducing cost
regular checks on production machines, especially rusty and improving productivity and quality (Hartini,
machines. Ciptomulyono, and Anityasari 2019). Lean Manufacturing is a
philosophy of continuous improvement to eliminate waste
Keywords:- Component; Minimalize; Non Valur Added; Value (Mohan Prasad et al. 2020). Lean concept is basically a concept
Stream Mapping; Waste. of downsizing or efficiency. This concept can also be applied
to manufacturing or service companies. The concept of lean
I. INTRODUCTION thinking was introduced by Toyota's production system in
Japan. Lean is run by Taichi Ohno and Sensei Shigeo Shingo
In the plantation industry sector, Indonesia is the second where the implementation of this concept is based on 5 main
largest natural rubber producer in the world. South Sumatra is principles, including specify value, which is to determine the
the largest rubber producer in Indonesia with dry rubber value of a product from the consumer's point of view, not from
production of 0.93 tons (Central Statistics Agency, 2019), the company's point of view, identify the whole value stream,
indicating that South Sumatra's potential for processing the which is to identify the necessary stages, starting from the
rubber industry is very large. PT. Z was processes rubber raw process of designing, ordering, and manufacturing products
materials from farmers in various regions in South Sumatra in based on the entire value stream to find waste that has no added
the form of slabs into semi-finished rubber (crumb rubber) value (non value adding waste), flow, which is doing activities
which is then exported to partner companies. Production is that create value without interruption, rework process,
divided into two parts: Production I was processes raw backflow, waiting activities or the rest of the production,
materials into blankets, and Production II processes blankets pulled, namely knowing the important activities used to make
into crumb rubber. The production process is an important part what consumers want, perfection, which is trying to achieve
of the planned output to be produced. In its activities, there are perfection by eliminating waste (waste) gradually and
jobs that have added value (value added) and those that do not continuously (M. Wahyu Syawalluddin 2018). This approach
IJISRT22AUG1268 www.ijisrt.com 1215
Volume 7, Issue 8, August – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
is oriented towards reducing and eliminating waste that occurs D. Waste Relationship Matrix (WRM)
in the production process with the aim that the production This WRM was adopted from the framework developed
system runs effectively and efficiently (Hazmi, Dana, and by Rawabdeh (2005). WRM is used as an analysis of the
Supriyanto 2012). Lean manufacturing tools do not consider criteria for measuring the relationship between waste that
environmental and societal benefits (Hartini et al. 2018a). occurs. WRM is a matrix that is used to analyze the
measurement criteria. WRM is a matrix consisting of rows and
B. Seven Waste columns. Each line shows the effect of a particular waste on
In an effort to eliminate waste, the company must know the other six wastes. While each column shows the waste that
in advance what types of waste are usually found on the is influenced by other wastes.
production floor. According to (Gaspersz and Vincent, 2011)
in general there are 7 types of waste or commonly referred to
as "Seven plus One Type of Waste" found on the production
floor, namely (Pratiwi, Djanggu, and Anggela 2020):
1. Overproduction is a type of waste that usually occurs
because of the production of a product that exceeds
customer demand or produces the product earlier than the
schedule that has been made by the company.
2. Waiting Time (Delay) is a type of waste that usually occurs
due to the operator's idle time to wait for the product flow
from the previous process or waiting to carry out the next
process.
3. Transportation is a type of waste associated with an activity
or movement around the production floor both material and
product movement.
4. Process is a type of waste caused by the existence of a
production process that is not in accordance with the
procedures that have been made by the company.
5. Motion is a type of waste caused by unnecessary
movements and also does not add value to a product or
process so that it can extend lead time.
6. Inventory is a type of waste caused by the amount of
inventory that is not really needed.
7. Defect is the definition of a product that is defective or does
not meet specifications.
Fig 1. Relationship of the Seven Wastes (Sadiq et al. 2021)
C. Value Stream Mapping (VSM)
Value Stream Mapping is a tool that is used as an initial Based on its application in the industrial sector, the
step in the change process to obtain lean manufacturing expansion of VSM is applied to the automotive industry,
conditions (DZIKRI ARIJ FIRDAUS 2018). The purpose of VSM followed by the agricultural food industry, the furniture
is to identify the production process so that materials and industry, and electronics. Meanwhile, VSM for the processing
information can run without interruption, increase productivity, industry has never been implemented (Hartini et al. 2018b).
and assist in implementing the system. Therefore, VSM helps
in finding waste in the production process. VSM is a lean III. RESEARCH METHODS
method that can reach the process flow with a three-step
method, namely describing a current state map that maps the The research steps were carried out through field
actual flow of information and materials that occur in the observations, identifying problems, direct observations on the
process, identifying the root causes of problems that hinder the production floor based on theory seven. The purpose of this
improvement process, determining what process improvements research is to identify and minimize waste in the rubber
can be made. carried out in the process flow, and determine processing production process and to provide suggestions for
plans for implementing improvements into the company's improving the production process to the company. Data
production processes. VSM is created using certain symbols to processing starts from waste identification, current value
describe the flow of waiting, storage, decision making, queuing stream mapping, and calculation of waste relationship matrix.
and inspection processes. Value stream mapping consists of a The conclusion is made based on the results of data processing
current state map in the form of product value stream and analysis that has been done as well as suggestions for
configurations using specific icons and terminology to identify companies and further research.
waste and areas for improvement or improvement, indicating
all important information related to product value streams such
as cycle time, inventory levels, lead times and others. which
will help to make real improvements (FERNANDO AND NOYA
2014). IV. RESULT AND DISCUSSION
IJISRT22AUG1268 www.ijisrt.com 1216
Volume 7, Issue 8, August – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
PT. XYZ processes rubber raw materials from farmers in I 12 11 13 16 0 0
various regions in South Sumatra in the form of slabs into D 11 15 10 10 0 10
semi-finished rubber (crumb rubber) which is then exported to M 0 12 10 0 12 10
partner companies. Production at this PT has two parts, namely
T 13 13 15 16 0 13
production I processing raw materials into blankets, and
production II processing blankets into crumb rubber. The P 13 9 11 11 0 11
production process can be seen in Fig 2. W 17 18 18 0 13 0
Table 1. Skor Waste Relationship Matrix
Current state value stream mapping is used to find out an
overview of all activities that have added value or not. As the
curent state VSM of Crumb Rubber SIR PT. XYZ can be seen
in Fig 3.
Fig 2. Production Process Flowchart of PT. XYZ Palembang
The process of receiving raw materials is the initial
process of crumb rubber production activities. At the receipt
of raw materials, workers wait for the suppliers' cars to arrive,
with an average of 40-50 cars per day. The raw material
received is in the form of rubber slab. In this factory, the raw Fig 3. Flowchart of the Production Process of PT. XYZ
material scales still use manual scales, totaling 3 scales. Raw Palembang
materials are received and then placed in the raw material
storage area. After that, the initial cleaning and counting Based on Fig 3 the current state of VSM shows that the
process was carried out. The bokar rubber is chopped and value added time owned by PT. XYZ is 157 hours and Non
cleaned so that it becomes a wet rubber sheet (blanket), then Value Added time is 279 hours, so we get:
dried by hanging in the air. In production II, the blanket is dry,
then crushed to make it smooth and uniform, then washed, and 279
re-drying at a certain time and temperature. Crumb rubber that 𝑃𝑟𝑜𝑐𝑒𝑠𝑠 𝐸𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑦 𝐶𝑖𝑟𝑐𝑙𝑒 = 𝑥100%
436,82
has been cooked and dried from the trolley to be taken to the = 63,87%
weighing machine. The initial weighing process with a weight
of 35 kg each, followed by the process of pressing the rubber From the table, the influence level score of each type of
bales that have been weighed. Then it is carried out with a final waste is calculated using the conversion values A: 10, E: 8, I:
inspection according to SN I 06-1903-2000, if there is still dirt 6, O: 4, U: 2, and X: 0 (Mughni, 2012) whose calculation
then it is immediately taken and separated. results are can be seen in the following table.
Respondents who will fill out this questionnaire are F/T O I D M T P W Score %
experts who know the state of production at the PT. XYZ, O 10 8 8 6 6 0 8 46 15
there are 6 respondents who filled out the WRM questionnaire.
I 6 10 6 8 8 0 0 38 13
This questionnaire serves to identify waste. So that in total
there are 186 question items. The questionnaire answer score D 6 8 10 6 6 0 6 42 14
scale is in the range of 0 to 4. Furthermore, the results of the M 0 6 6 10 0 6 6 34 11
questionnaire will get a score for each waste relationship. The T 8 8 8 8 10 0 6 48 16
scores are added up to get the total value of each relationship, P 8 6 6 6 0 10 6 42 14
then the total value is converted into symbols A, I, U, E, O, X W 10 10 10 0 8 0 10 48 16
as shown in table 1. Score 48 56 54 44 38 16 42 298 100
% 16 19 18 15 13 5 14 100
Table 2. Waste Matrix Value
Waste Source: Data processed, 2022
F/T O I D M T P W From table 5, it is known that waiting and transportation
are two types of waste with the most significant proportion in
O 15 14 12 12 0 13
IJISRT22AUG1268 www.ijisrt.com 1217
Volume 7, Issue 8, August – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
the overall value stream in the production process at PT. XYZ, only has one lift, causing the transportation process to
where the percentage value of waiting is 16% and accumulate on the transfer rail and make the transportation
transportation is 16%. time longer. In addition, another factor that causes waste is
the lack of labor in the drying room to take blankets that
From the results of the research that has been carried out, have been transferred from the milling process. Then the
it is found that there are several causes of waste that occur, transportation waste is also caused by the distance between
namely: the blanket taking place to the drying room which is around
80 meters away, so this makes transportation time more
1. Waste waiting time consuming. So to minimize waste in this process, it is
The causes of waste waiting are as follows: necessary to add more workers in the blanket
transportation section to the drying room or replace the
a. The truck weighing officers have to wait because of the equipment to transport the bokar to the raw material
uncertainty of the number of bokar supply cars that come storage warehouse with a larger transport capacity such as
per day because there is no fixed schedule. a forklift, so that the blanket transportation process is more
b. In the bale weighing process, waiting occurs due to the lack efficient.
of operators on the press machine so that the factory does
not take full advantage of the existing facilities. 3. Causes of Waste Overprocessing
c. Waiting also occurs in the final packing. This is due to the There is an excessive process at PT. XYZ Palembang
packed bale crumb rubber piling up on the final packing when checking the metal detector in the packaging process, the
roller, because there is only one forklift used in the final initial check is carried out when the bale has been packed and
packing and only one operator. then checked again with the metal detector when the bale has
packed the bale with a box in the final storage warehouse. As
The recommended steps from this research are to for minimizing waste in the process, it is necessary to change
minimize the occurrence of waste waiting at PT. XYZ is: the work method in checking metal detectors so that the
1. The need to develop extensive cooperation with farmer packaging process is more efficient.
groups and rubber planters in order to be able to send a
large supply of bokar directly to factory warehouses or 4. Causes of Waste Inventory
branch warehouses according to the region so that the Waste inventory is caused by excessive production,
selling price is more suitable than being sold to other bokar causing products to accumulate in storage warehouses, and
collectors and the delivery time is relatively longer short so products also deposit in storage warehouses for approximately
as to prevent waste waiting in the bokar warehouse and 1 week before being sent to consumers. To minimize inventory
milling process. waste, it is necessary to schedule delivery to consumers and
2. The need for scheduling and determining the target for make a production schedule according to the number of
delivery of bokar every week carried out by each supplier consumer requests.
who has collaborated so that there is no waste waiting for
car weighing officers and to prevent shortages of raw 5. Causes of Waste Unnecessary Motion
materials in the bokar warehouse. Motion wastage that occurred at PT. XYZ is at the time
3. To minimize waste waiting in the pressing process, the of moving the bokar from the weighing station to the bokar
employees are expected to make maximum use of the storage warehouse. This movement is done repeatedly because
existing press machine. And also the need for additional of the limited carrying capacity of the wheel loader to carry
forklift operators in the final packing section so that there the bokar into the warehouse and the distance it has to travel.
is no buildup of bale on the final packing rolls and there is Then the wastage of motion also occurred during the transfer
no waste waiting in the process. of blankets to the drying room, this movement was carried out
repeatedly due to the limited capacity of the trolley to transport
2. Causes of Waste Transportation blankets to the drying room and the distance it had to travel.
The causes of transportation waste in the crumb rubber So it is necessary to add a tool to transport bokar to the raw
production process at PT. XYZ Palembang as follows: material storage warehouse with a larger carrying capacity so
a. The first transportation waste occurs in the transfer of that unnecessary motion waste is reduced. Then to minimize
bokar from the sorting place to the bokar storage waste in this process, it is necessary to add more workers in
warehouse, because the distance is quite far, which is about the blanket transportation section to the drying room or replace
30 meters, the equipment and wheel loader operators are the equipment to transport blankets to the drying room with a
limited. This makes transportation time and is a Non Value larger carrying capacity such as a forklift, so that the blanket
Added (NVA) activity. transfer process is more efficient.
b. To minimize waste in this section, it is necessary to add a
tool to transport bokar to the raw material storage 6. Causes of Waste Defect
warehouse with a larger transport capacity so that Waste of defects (defective products) at PT. XYZ is rare
transportation waste can be reduced. during production. However, based on historical data from the
c. In the process of transferring blankets to the blanket drying company, there are several product defects as follows:
room, there is transportation waste in the form of the length Month Prod White Metal Grand NC Control
of time it takes to transfer blankets because there are (kg) Spot Cont Total (%) Limit
several factors such as the limitation of the elevator which (%)
IJISRT22AUG1268 www.ijisrt.com 1218
Volume 7, Issue 8, August – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
January 2679320 2590 9590 12180 0.45 1.00 Value Added (VA) is 63.87%, and the percentage of Non
Febuary 2462390 2345 11550 13895 0.56 1.00 Value Added (NVA) is 36.01%, which is still a much
larger portion for VA, and obtained in the results VSM is
March 2722580 105 10815 10920 0.40 1.00 the process cycle efficiency value of 63.87% so that the
April 2554160 16275 16275 0.64 1.00 production process can still be said to be productive and
efficient.
Mei 2023980 9730 9730 0.48 1.00
2. Waste minimization can be done by strengthening
June 2595600 10850 10850 0.42 1.00 cooperation between PT. XYZ with its suppliers, making
July 2266740 9380 9380 0.41 1.00 schedules and setting targets for delivery of bokar every
week by each supplier. Addition or change of means of
August 2276260 9345 9345 0.41 1.00
transportation as well as the addition of the number of
September 2257920 9135 9135 0.40 1.00 machine operators. Scheduling product delivery to
October 1925280 175 7105 7280 0.38 1.00 consumers, scheduling production according to the number
of consumer requests. Tighter sorting of the purchase of
Grand Total 23764230 5215 103775 103775 0,46 1.00
raw materials, as well as regular checks on production
Table 3. Defective Products PT. XYZ, 2021 machines, especially on machines that have started to rust.
Source: Data processing, 2022
REFERENCES
From the table data and statistics above, it can be seen that
defective products are still within control limits with the [1]. Dzikri Arij Firdaus. 2018. “IDENTIFIKASI WASTE
average NC in January-October 2021 in the range of 0.46% of DENGAN PENDEKATAN VALUE STREAM
the total products produced, and does not exceed the maximum MAPPING DI BAGIAN SANDING BALIKAN FLOW
limit of 1% in the green industry. It can also be seen that Metal COATER.” World Development. Universitas Islam
Contamination is the most dominant type of damage with a Indonesia. file:///C:/Users/User/Downloads/Skripsi
percentage of 95% and other types of defects, namely white Dzikri Arij Firdaus 13522222.pdf.
spots with a percentage of 5% of the number of defective [2]. Fernando, Yosua Caesar, and Sunday Noya. 2014.
products in the January-October period. “Optimasi Lini Produksi Dengan Value Stream Mapping
Dan Value Stream Analysis Tools.” Jurnal Ilmiah Teknik
Industri 13 (2): 125–33.
Types of Defects in Crumb Rubber
100% [3]. Hanum, Natasya Fadilah, Fakultas Sains, D A N
95%
120000 100% Teknologi, Universitas Islam, Negeri Sultan, and Syarif
100000
103775 90%
Kasim. 2020. “Lean Manufacturing Di Ptpn V Sei
80%
Galuh.”
Defect frequency
70%
80000
60% [4]. Hartini, Sri, Udisubakti Ciptomulyono, and Maria
60000 50%
Total
Anityasari. 2019. “Life Cycle - Value Stream Mapping:
40% Evaluating Sustainability Using Lean Manufacturing
40000 Cumulative
30%
20%
(%) Tools in the Life Cycle Perspective.” AIP Conference
20000
5215 10% Proceedings 2114 (June).
0 0% https://doi.org/10.1063/1.5112428.
Metal Contamination White Spot [5]. Hartini, Sri, Udisubakti Ciptomulyono, Maria
Types of Defect
Anityasari, Sriyanto, and Darminto Pudjotomo. 2018a.
Fig 4. Pareto Diagram Number of Crumb Rubber Product “Sustainable-Value Stream Mapping to Evaluate
Defects Sustainability Performance: Case Study in an Indonesian
Furniture Company.” MATEC Web of Conferences 154:
As for reducing and minimizing waste defect, it is 2017–19.
necessary to conduct a stricter sorting of the purchase of raw https://doi.org/10.1051/matecconf/201815401055.
materials from suppliers with the provisions of the standard [6]. ———. 2018b. “Sustainable-Value Stream Mapping to
raw materials set, then it is necessary to carry out routine Evaluate Sustainability Performance: Case Study in an
checks on machines that have started to rust so that defects, Indonesian Furniture Company.” MATEC Web of
especially on the type of metal contamination can be reduce. Conferences 154: 1–7.
https://doi.org/10.1051/matecconf/201815401055.
V. CONCLUSION [7]. Hazmi, Farah Widyan, Putu Dana, and Hari Supriyanto.
2012. “Penerapan Lean Manufacturing Untuk Mereduksi
The conclusions of this study are as follows: Waste Di PT ARISU.” Jurnal Teknik Its 1 (1): F-135-
1. There are various types of waste that occur in the 140.
production process, including waiting, transportation,
unnecessary motion, inventory, and defects. The most
dominant waste in the production line at PT. XYZ is waste [8]. M. Wahyu Syawalluddin. 2018. “PENDEKATAN
waiting with a weight of 16% and transportation with a LEAN THINKING DENGAN MENGGUNAKAN
weight of 16%. Based on the data processing that has been MENGGGUNAKAN METODE ROOT CAUSE
carried out, it can be concluded that the percentage of ANALYSIS UNTUK MENGURANGI NON VALUE
IJISRT22AUG1268 www.ijisrt.com 1219
Volume 7, Issue 8, August – 2022 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
ADDED ACTIVITIES.” PASTI VIII (2): 236–50.
https://www.accountingtools.com/articles/2017/5/12/no
n-value-added-activity.
[9]. Mohan Prasad, M., J.M. Dhiyaneswari, J. Ridzwanul
Jamaan, S. Mythreyan, and S.M. Sutharsan. 2020. “A
Framework for Lean Manufacturing Implementation in
Indian Textile Industry.” Materials Today: Proceedings,
no. xxxx. https://doi.org/10.1016/j.matpr.2020.02.979.
[10]. Pratiwi, Yuni, Noveicalistus H. Djanggu, and Pepy
Anggela. 2020. “PENERAPAN LEAN
MANUFACTURING UNTUK MEMINIMASI
PEMBOROSAN ( WASTE ) DENGAN
MENGGUNAKAN METODE VALUE STREAM
MAPPING ( VSM ) PADA PT . X Yuni Pratiwi.” Jurnal
TIN Universitas Tanjungpura 4 (2): 8–15.
https://jurnal.untan.ac.id/index.php/jtinUNTAN/article/
view/42196.
[11]. Sadiq, S, M S Amjad, M Z Rafique, S Hussain, U
Yasmeen, and M A Khan. 2021. “An Integrated
Framework for Lean Manufacturing in Relation with
Blue Ocean Manufacturing - A Case Study.” Journal of
Cleaner Production 279.
https://doi.org/10.1016/j.jclepro.2020.123790.
[12]. SYAM, SHOFIANA. 2020. “Pengaruh Efektifitas Dan
Efisiensi Kerja Terhadap Kinerja Pegawai Pada Kantor
Kecamatan Banggae Timur.” Jurnal Ilmu Manajemen
Profitability 4 (2): 128–52.
https://doi.org/10.26618/profitability.v4i2.3781.
IJISRT22AUG1268 www.ijisrt.com 1220
You might also like
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Implementation of The Lean Concept Combined With The House of Risk ApproachDocument8 pagesImplementation of The Lean Concept Combined With The House of Risk ApproachInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Case Study On Lean Manufacturing System Implementation in Batch Type Manufacturing IndustryDocument18 pagesCase Study On Lean Manufacturing System Implementation in Batch Type Manufacturing IndustryCool BuddyNo ratings yet
- Joie621296160200 PDFDocument12 pagesJoie621296160200 PDFAnonymous q59D2ZzN4uNo ratings yet
- Lean Manufacturing Implementation Using PDFDocument10 pagesLean Manufacturing Implementation Using PDFAce NovoNo ratings yet
- Prasad Et Al 2016 A Study On Implementation of Lean Manufacturing in Indian Foundry Industry by Analysing Lean WasteDocument8 pagesPrasad Et Al 2016 A Study On Implementation of Lean Manufacturing in Indian Foundry Industry by Analysing Lean WastekamalashrafhkNo ratings yet
- Waste Reduction by Implementation of CNC Machining Center and Lean ManufacturingDocument10 pagesWaste Reduction by Implementation of CNC Machining Center and Lean ManufacturingJulia De Oliveira MoraisNo ratings yet
- Implementing Lean Six Sigma in a Paper CompanyDocument20 pagesImplementing Lean Six Sigma in a Paper CompanyLuis MontoyaNo ratings yet
- 1 Piece FlowDocument6 pages1 Piece FlowMichael GilreathNo ratings yet
- Prasad 2016Document8 pagesPrasad 2016kamalashrafhkNo ratings yet
- Use of 6-Sigma in Improvement of Manufacturing CompanyDocument6 pagesUse of 6-Sigma in Improvement of Manufacturing CompanyTran Minh TriNo ratings yet
- Management Science LettersDocument12 pagesManagement Science LettersRaka R RamadhianNo ratings yet
- 140_Lead_NCDocument15 pages140_Lead_NCAdnane AzNo ratings yet
- Productivity Improvement Using Lean Manufacturing '" A Case Study at Muththamizh IndustriesDocument9 pagesProductivity Improvement Using Lean Manufacturing '" A Case Study at Muththamizh IndustriesEditor IJTSRDNo ratings yet
- Application of Lean Manufacturing in The Painting Plant Manufacturing Process by Reducing Waste Waiting A Case Study at PT - Koba Multi IndonesiaDocument10 pagesApplication of Lean Manufacturing in The Painting Plant Manufacturing Process by Reducing Waste Waiting A Case Study at PT - Koba Multi IndonesiaTJPRC PublicationsNo ratings yet
- Manufacturing Efficiency Improvement in Steel Industry Through Lean ApproachDocument8 pagesManufacturing Efficiency Improvement in Steel Industry Through Lean Approachaziz abdulNo ratings yet
- Identifying The Shipyard Waste An Application of The Lean Manufacturing ApproachDocument12 pagesIdentifying The Shipyard Waste An Application of The Lean Manufacturing Approachmahmoud hosnyNo ratings yet
- Technological Forecasting & Social ChangeDocument11 pagesTechnological Forecasting & Social ChangeAsyraf YazidNo ratings yet
- Applying Lean Concepts to Reduce Waste in a Plastic Pipe Manufacturing IndustryDocument18 pagesApplying Lean Concepts to Reduce Waste in a Plastic Pipe Manufacturing IndustryAntonius PrakosaNo ratings yet
- Lean Manufacturing Model of Waste ReductionDocument8 pagesLean Manufacturing Model of Waste ReductionChristian Julian SuarezNo ratings yet
- Aplikasi Lean Six-Sigma Untuk Mengurangi Pemborosan Di Bagian Packaging SemenDocument13 pagesAplikasi Lean Six-Sigma Untuk Mengurangi Pemborosan Di Bagian Packaging SemenAdriel NobelNo ratings yet
- Lean-Tpm Based Production Model To Increase The Efficiency of The Finishing Process in Textile CompaniesDocument14 pagesLean-Tpm Based Production Model To Increase The Efficiency of The Finishing Process in Textile CompaniesAngel Del Aguila ChavezNo ratings yet
- Final Report On Graduation Project Done at Laguna ClothingDocument59 pagesFinal Report On Graduation Project Done at Laguna ClothingSaurabh Suman83% (12)
- Understanding The Need of Implementation of Lean Techniques in Manufacturing Industries A ReviewDocument5 pagesUnderstanding The Need of Implementation of Lean Techniques in Manufacturing Industries A ReviewEditor IJTSRDNo ratings yet
- Six SigmaDocument13 pagesSix SigmaAntonie PomaNo ratings yet
- JARIE Volume5 Issue4 Pages306-323Document19 pagesJARIE Volume5 Issue4 Pages306-323dzdvzdvcsNo ratings yet
- Lean Manufacturing Implementation Using Value Stream Mapping: A Case Study of Pumps Manufacturing CompanyDocument7 pagesLean Manufacturing Implementation Using Value Stream Mapping: A Case Study of Pumps Manufacturing Companyirfan iruNo ratings yet
- 9 ReferenceDocument31 pages9 ReferenceAYU OKTAMARISKA PUTRINo ratings yet
- Role of Lean Manufacturing Tools in Soft Drink CompanyDocument7 pagesRole of Lean Manufacturing Tools in Soft Drink CompanyZelalem EjiguNo ratings yet
- Approach of Green and Lean Manufacturing Study of The Small Industries in BangladeshDocument4 pagesApproach of Green and Lean Manufacturing Study of The Small Industries in BangladeshMunem ShahriarNo ratings yet
- Value Added and Non-Value Added Activity Analysis in Disassembly Process For Productivity Enhancement During Covid-19 PandemicDocument11 pagesValue Added and Non-Value Added Activity Analysis in Disassembly Process For Productivity Enhancement During Covid-19 PandemicLevi SilvaNo ratings yet
- Chapter 1. Introduction: 1.1. BackgroundDocument92 pagesChapter 1. Introduction: 1.1. BackgroundSanjay KmrNo ratings yet
- Productivity Improvement by Work Study Technique A Case On Leather Products Industry of Bangladesh 2169 0316 1000207Document11 pagesProductivity Improvement by Work Study Technique A Case On Leather Products Industry of Bangladesh 2169 0316 1000207Sridhara tvNo ratings yet
- Application of Lean Manufacturing ToolsDocument10 pagesApplication of Lean Manufacturing ToolsvellivigneshNo ratings yet
- 1 s2.0 S2307187724000221 MainDocument16 pages1 s2.0 S2307187724000221 MainNesrine SmatiNo ratings yet
- Materials Today: Proceedings: M. Mohan Prasad, J.M. Dhiyaneswari, J. Ridzwanul Jamaan, S. Mythreyan, S.M. SutharsanDocument10 pagesMaterials Today: Proceedings: M. Mohan Prasad, J.M. Dhiyaneswari, J. Ridzwanul Jamaan, S. Mythreyan, S.M. SutharsanMohammed BabkirNo ratings yet
- The Impact of Single Minute Exchange of Die and Total Productive Maintenance On Overall Equipment EffectivenessJournal oDocument20 pagesThe Impact of Single Minute Exchange of Die and Total Productive Maintenance On Overall Equipment EffectivenessJournal oLucia QuispeNo ratings yet
- Waste Elimination For Manufacturing SustainabilityDocument6 pagesWaste Elimination For Manufacturing SustainabilityPriyo DjatmikoNo ratings yet
- Materials Today: Proceedings: Sivakumar Annamalai, H. Vinoth Kumar, N. BagathsinghDocument5 pagesMaterials Today: Proceedings: Sivakumar Annamalai, H. Vinoth Kumar, N. BagathsinghMohammed BabkirNo ratings yet
- Critical Study On Vital Factors Influencing Productivity ImprovementDocument8 pagesCritical Study On Vital Factors Influencing Productivity ImprovementIJRASETPublicationsNo ratings yet
- Manufacturing Continuous Improvement Using Lean Six Sigma: An Iron Ores Industry Case ApplicationDocument8 pagesManufacturing Continuous Improvement Using Lean Six Sigma: An Iron Ores Industry Case Applicationesuarezc_atlNo ratings yet
- Application of Lean Manufacturing in A Sewing Line For Improving Overall Equipment Effectiveness (OEE)Document21 pagesApplication of Lean Manufacturing in A Sewing Line For Improving Overall Equipment Effectiveness (OEE)aqsa imranNo ratings yet
- Productivity Analysis On Batik Production Line Using Objective Matrix (OMAX) MethodDocument9 pagesProductivity Analysis On Batik Production Line Using Objective Matrix (OMAX) MethodHuricane TriangleNo ratings yet
- A Systematic Review On Just in Time (JIT) : Swapnil S. Dange Prof. Prashant N. Shende, Chetan S. SethiaDocument5 pagesA Systematic Review On Just in Time (JIT) : Swapnil S. Dange Prof. Prashant N. Shende, Chetan S. SethiaputrilarastikaNo ratings yet
- 10 1108 - Ijppm 02 2017 0037 PDFDocument22 pages10 1108 - Ijppm 02 2017 0037 PDFJennyfer ValenzuelaNo ratings yet
- Iarjset-Ncstcs 24Document6 pagesIarjset-Ncstcs 2421ruba036No ratings yet
- LeanSixSigmaApproachtoImprovetheProductionProcessintheMouldIndustry ACaseStudy Đã Chuyển ĐổiDocument21 pagesLeanSixSigmaApproachtoImprovetheProductionProcessintheMouldIndustry ACaseStudy Đã Chuyển ĐổiLê Quang HữuNo ratings yet
- Lean Manufacturing Implementation in Carton Industry - A Case StudyDocument9 pagesLean Manufacturing Implementation in Carton Industry - A Case Studyelioglp1No ratings yet
- Application of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDDocument19 pagesApplication of Frugal Approach For Productivity Improvement - A Case Study of Mahindra and Mahindra LTDIAEME PublicationNo ratings yet
- Impactos Ambientales Del Sistema Kanban A - en Ingles - 2018 (Portugal)Document12 pagesImpactos Ambientales Del Sistema Kanban A - en Ingles - 2018 (Portugal)Carlos Alberto Espinoza FuertesNo ratings yet
- IJPME_12-1_20260Document12 pagesIJPME_12-1_20260isuru koswatteNo ratings yet
- Optimizing The Casting Development Process in A Foundry Through Six SigmaDocument10 pagesOptimizing The Casting Development Process in A Foundry Through Six SigmaHarshitMittalNo ratings yet
- Irjet V5i6348Document5 pagesIrjet V5i6348Umesh MangroliyaNo ratings yet
- IEOM_2012PaperID-403Document11 pagesIEOM_2012PaperID-403Amor ELHAJAHMEDNo ratings yet
- 0- Improving Productivity in a Mechanical Industry Using IndustrialDocument9 pages0- Improving Productivity in a Mechanical Industry Using IndustrialAhmed AbdelhamidNo ratings yet
- Improvement Based On Standardized Work: An Implementation Case StudyDocument9 pagesImprovement Based On Standardized Work: An Implementation Case StudyHiraya ManawariNo ratings yet
- Smart VSM 2Document16 pagesSmart VSM 2JeromeNo ratings yet
- Internal Logistics Process Improvement Using PDCADocument16 pagesInternal Logistics Process Improvement Using PDCALia Nurul MulyaniNo ratings yet
- Govind An 2016Document15 pagesGovind An 2016Farah MafatNo ratings yet
- R Assessing The Sustainment of A Lean Implementation Using System Dynamics Modeling - A Case Study of Apparel Manufacturing in LebanonDocument16 pagesR Assessing The Sustainment of A Lean Implementation Using System Dynamics Modeling - A Case Study of Apparel Manufacturing in Lebanonbharat bansalNo ratings yet
- An Analysis on Mental Health Issues among IndividualsDocument6 pagesAn Analysis on Mental Health Issues among IndividualsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Harnessing Open Innovation for Translating Global Languages into Indian LanuagesDocument7 pagesHarnessing Open Innovation for Translating Global Languages into Indian LanuagesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Diabetic Retinopathy Stage Detection Using CNN and Inception V3Document9 pagesDiabetic Retinopathy Stage Detection Using CNN and Inception V3International Journal of Innovative Science and Research TechnologyNo ratings yet
- Investigating Factors Influencing Employee Absenteeism: A Case Study of Secondary Schools in MuscatDocument16 pagesInvestigating Factors Influencing Employee Absenteeism: A Case Study of Secondary Schools in MuscatInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Exploring the Molecular Docking Interactions between the Polyherbal Formulation Ibadhychooranam and Human Aldose Reductase Enzyme as a Novel Approach for Investigating its Potential Efficacy in Management of CataractDocument7 pagesExploring the Molecular Docking Interactions between the Polyherbal Formulation Ibadhychooranam and Human Aldose Reductase Enzyme as a Novel Approach for Investigating its Potential Efficacy in Management of CataractInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Making of Object Recognition Eyeglasses for the Visually Impaired using Image AIDocument6 pagesThe Making of Object Recognition Eyeglasses for the Visually Impaired using Image AIInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Relationship between Teacher Reflective Practice and Students Engagement in the Public Elementary SchoolDocument31 pagesThe Relationship between Teacher Reflective Practice and Students Engagement in the Public Elementary SchoolInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Dense Wavelength Division Multiplexing (DWDM) in IT Networks: A Leap Beyond Synchronous Digital Hierarchy (SDH)Document2 pagesDense Wavelength Division Multiplexing (DWDM) in IT Networks: A Leap Beyond Synchronous Digital Hierarchy (SDH)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Comparatively Design and Analyze Elevated Rectangular Water Reservoir with and without Bracing for Different Stagging HeightDocument4 pagesComparatively Design and Analyze Elevated Rectangular Water Reservoir with and without Bracing for Different Stagging HeightInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Impact of Digital Marketing Dimensions on Customer SatisfactionDocument6 pagesThe Impact of Digital Marketing Dimensions on Customer SatisfactionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Electro-Optics Properties of Intact Cocoa Beans based on Near Infrared TechnologyDocument7 pagesElectro-Optics Properties of Intact Cocoa Beans based on Near Infrared TechnologyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Formulation and Evaluation of Poly Herbal Body ScrubDocument6 pagesFormulation and Evaluation of Poly Herbal Body ScrubInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Advancing Healthcare Predictions: Harnessing Machine Learning for Accurate Health Index PrognosisDocument8 pagesAdvancing Healthcare Predictions: Harnessing Machine Learning for Accurate Health Index PrognosisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Utilization of Date Palm (Phoenix dactylifera) Leaf Fiber as a Main Component in Making an Improvised Water FilterDocument11 pagesThe Utilization of Date Palm (Phoenix dactylifera) Leaf Fiber as a Main Component in Making an Improvised Water FilterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Cyberbullying: Legal and Ethical Implications, Challenges and Opportunities for Policy DevelopmentDocument7 pagesCyberbullying: Legal and Ethical Implications, Challenges and Opportunities for Policy DevelopmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Auto Encoder Driven Hybrid Pipelines for Image Deblurring using NAFNETDocument6 pagesAuto Encoder Driven Hybrid Pipelines for Image Deblurring using NAFNETInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Terracing as an Old-Style Scheme of Soil Water Preservation in Djingliya-Mandara Mountains- CameroonDocument14 pagesTerracing as an Old-Style Scheme of Soil Water Preservation in Djingliya-Mandara Mountains- CameroonInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Survey of the Plastic Waste used in Paving BlocksDocument4 pagesA Survey of the Plastic Waste used in Paving BlocksInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Hepatic Portovenous Gas in a Young MaleDocument2 pagesHepatic Portovenous Gas in a Young MaleInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design, Development and Evaluation of Methi-Shikakai Herbal ShampooDocument8 pagesDesign, Development and Evaluation of Methi-Shikakai Herbal ShampooInternational Journal of Innovative Science and Research Technology100% (3)
- Explorning the Role of Machine Learning in Enhancing Cloud SecurityDocument5 pagesExplorning the Role of Machine Learning in Enhancing Cloud SecurityInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Review: Pink Eye Outbreak in IndiaDocument3 pagesA Review: Pink Eye Outbreak in IndiaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Automatic Power Factor ControllerDocument4 pagesAutomatic Power Factor ControllerInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Review of Biomechanics in Footwear Design and Development: An Exploration of Key Concepts and InnovationsDocument5 pagesReview of Biomechanics in Footwear Design and Development: An Exploration of Key Concepts and InnovationsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Mobile Distractions among Adolescents: Impact on Learning in the Aftermath of COVID-19 in IndiaDocument2 pagesMobile Distractions among Adolescents: Impact on Learning in the Aftermath of COVID-19 in IndiaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Studying the Situation and Proposing Some Basic Solutions to Improve Psychological Harmony Between Managerial Staff and Students of Medical Universities in Hanoi AreaDocument5 pagesStudying the Situation and Proposing Some Basic Solutions to Improve Psychological Harmony Between Managerial Staff and Students of Medical Universities in Hanoi AreaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Navigating Digitalization: AHP Insights for SMEs' Strategic TransformationDocument11 pagesNavigating Digitalization: AHP Insights for SMEs' Strategic TransformationInternational Journal of Innovative Science and Research Technology100% (1)
- Drug Dosage Control System Using Reinforcement LearningDocument8 pagesDrug Dosage Control System Using Reinforcement LearningInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Effect of Time Variables as Predictors of Senior Secondary School Students' Mathematical Performance Department of Mathematics Education Freetown PolytechnicDocument7 pagesThe Effect of Time Variables as Predictors of Senior Secondary School Students' Mathematical Performance Department of Mathematics Education Freetown PolytechnicInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Formation of New Technology in Automated Highway System in Peripheral HighwayDocument6 pagesFormation of New Technology in Automated Highway System in Peripheral HighwayInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Data Sheet: Receiver With Digital Output Stage For Polymer Optical Fiber ApplicationsDocument5 pagesData Sheet: Receiver With Digital Output Stage For Polymer Optical Fiber ApplicationsCharoon SuriyawichitwongNo ratings yet
- CEN Department IITBombayDocument80 pagesCEN Department IITBombayNirleshSinghNo ratings yet
- Certificate Declaration Index and AcknowledgementDocument5 pagesCertificate Declaration Index and AcknowledgementNidhi ShahNo ratings yet
- CERGAS Software SWE60 Manual de UsoDocument40 pagesCERGAS Software SWE60 Manual de UsoMajid MohammadianNo ratings yet
- Digitalization in The Financial Services Industry: Fostering Innovation Through Fintechs and Blockchain TechnologyDocument62 pagesDigitalization in The Financial Services Industry: Fostering Innovation Through Fintechs and Blockchain TechnologyAbNo ratings yet
- Inventory Optimization SETUPDocument16 pagesInventory Optimization SETUPAvinash RoutrayNo ratings yet
- Mi MalaysiaDocument1 pageMi Malaysiaasc stuffzNo ratings yet
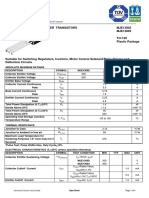
- NPN Epitaxial Silicon Power Transistors MJE13002 MJE13003 TO-126 Plastic PackageDocument4 pagesNPN Epitaxial Silicon Power Transistors MJE13002 MJE13003 TO-126 Plastic PackageJavier Mendoza CastroNo ratings yet
- 03 CDR Summary Statement FormDocument5 pages03 CDR Summary Statement FormSherwin Paul DamianNo ratings yet
- PLC BSL BottlingDocument23 pagesPLC BSL BottlingkingmltNo ratings yet
- IT and Software Companies - GujaratDocument31 pagesIT and Software Companies - GujaratDishank100% (1)
- Still Steds Diesel Fork Truck Rc40 16 Rc40 18 Rc40 20 Parts ManualDocument20 pagesStill Steds Diesel Fork Truck Rc40 16 Rc40 18 Rc40 20 Parts Manualdonald100% (48)
- TraceDocument2 pagesTraceFakthur RahmanNo ratings yet
- Teach Yourself Cobol in 21 Days (2nd Ed)Document590 pagesTeach Yourself Cobol in 21 Days (2nd Ed)sonirichnaviNo ratings yet
- CnConcierge 1 0 Setup GuideDocument13 pagesCnConcierge 1 0 Setup GuideVid GogićNo ratings yet
- Machine Conditionvibration MonitoringDocument32 pagesMachine Conditionvibration Monitoringmohamed abourayaNo ratings yet
- Report Final Year Project 2Document65 pagesReport Final Year Project 2yew chunNo ratings yet
- Data Sheet DSE4410-DSE4420Document2 pagesData Sheet DSE4410-DSE4420abdul ghofarNo ratings yet
- Laboratory Safety Guide for BeginnersDocument138 pagesLaboratory Safety Guide for BeginnersCharm_27No ratings yet
- Ufone Advertisement Review MarketingDocument16 pagesUfone Advertisement Review MarketingMohsyn Syed100% (6)
- Combivert: Instruction Manual Power Supply Unit R5-C V1.1Document28 pagesCombivert: Instruction Manual Power Supply Unit R5-C V1.1ade izuanNo ratings yet
- Shimadzu Autograph AG-IS Universal Testing MachineDocument20 pagesShimadzu Autograph AG-IS Universal Testing MachineFabian Andres Blanco GNo ratings yet
- Auditing Operating System and Network Multiple Choice Questions (With Answers) Micah CaraggayanDocument6 pagesAuditing Operating System and Network Multiple Choice Questions (With Answers) Micah CaraggayanRonald FloresNo ratings yet
- STW 443Document238 pagesSTW 443Dewa SumartaNo ratings yet
- PLC Laboratory Exercise 2Document14 pagesPLC Laboratory Exercise 2Earl Patrick EugenioNo ratings yet
- Book I.KovaeviS - Didi HighRiseBuildingsStructuresandMaterials RGDocument46 pagesBook I.KovaeviS - Didi HighRiseBuildingsStructuresandMaterials RGKiro AnisNo ratings yet
- ABB Micro SCADA Installation NoteDocument132 pagesABB Micro SCADA Installation Notetanc23No ratings yet
- 46488c92945cff600df3a8126a600189Document3,052 pages46488c92945cff600df3a8126a600189sandeepNo ratings yet
- Modern Blue Free CV TemplateDocument1 pageModern Blue Free CV TemplateWinahyuNo ratings yet
- At - LF: - L :: .. Ipilli4Document1 pageAt - LF: - L :: .. Ipilli4Vivek SinghNo ratings yet
- The Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimeFrom EverandThe Millionaire Fastlane, 10th Anniversary Edition: Crack the Code to Wealth and Live Rich for a LifetimeRating: 4.5 out of 5 stars4.5/5 (87)
- Summary of Zero to One: Notes on Startups, or How to Build the FutureFrom EverandSummary of Zero to One: Notes on Startups, or How to Build the FutureRating: 4.5 out of 5 stars4.5/5 (100)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveFrom EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo ratings yet
- 12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure EntrepreneurFrom Everand12 Months to $1 Million: How to Pick a Winning Product, Build a Real Business, and Become a Seven-Figure EntrepreneurRating: 4 out of 5 stars4/5 (2)
- Summary of The Subtle Art of Not Giving A F*ck: A Counterintuitive Approach to Living a Good Life by Mark Manson: Key Takeaways, Summary & Analysis IncludedFrom EverandSummary of The Subtle Art of Not Giving A F*ck: A Counterintuitive Approach to Living a Good Life by Mark Manson: Key Takeaways, Summary & Analysis IncludedRating: 4.5 out of 5 stars4.5/5 (38)
- SYSTEMology: Create time, reduce errors and scale your profits with proven business systemsFrom EverandSYSTEMology: Create time, reduce errors and scale your profits with proven business systemsRating: 5 out of 5 stars5/5 (48)
- Without a Doubt: How to Go from Underrated to UnbeatableFrom EverandWithout a Doubt: How to Go from Underrated to UnbeatableRating: 4 out of 5 stars4/5 (23)
- Anything You Want: 40 lessons for a new kind of entrepreneurFrom EverandAnything You Want: 40 lessons for a new kind of entrepreneurRating: 5 out of 5 stars5/5 (46)
- Enough: The Simple Path to Everything You Want -- A Field Guide for Perpetually Exhausted EntrepreneursFrom EverandEnough: The Simple Path to Everything You Want -- A Field Guide for Perpetually Exhausted EntrepreneursRating: 4.5 out of 5 stars4.5/5 (23)
- Don't Start a Side Hustle!: Work Less, Earn More, and Live FreeFrom EverandDon't Start a Side Hustle!: Work Less, Earn More, and Live FreeRating: 4.5 out of 5 stars4.5/5 (30)
- To Pixar and Beyond: My Unlikely Journey with Steve Jobs to Make Entertainment HistoryFrom EverandTo Pixar and Beyond: My Unlikely Journey with Steve Jobs to Make Entertainment HistoryRating: 4 out of 5 stars4/5 (26)
- The Science of Positive Focus: Live Seminar: Master Keys for Reaching Your Next LevelFrom EverandThe Science of Positive Focus: Live Seminar: Master Keys for Reaching Your Next LevelRating: 5 out of 5 stars5/5 (51)
- Invention: A Life of Learning Through FailureFrom EverandInvention: A Life of Learning Through FailureRating: 4.5 out of 5 stars4.5/5 (28)
- 24 Assets: Create a digital, scalable, valuable and fun business that will thrive in a fast changing worldFrom Everand24 Assets: Create a digital, scalable, valuable and fun business that will thrive in a fast changing worldRating: 5 out of 5 stars5/5 (20)
- Summary: Who Not How: The Formula to Achieve Bigger Goals Through Accelerating Teamwork by Dan Sullivan & Dr. Benjamin Hardy:From EverandSummary: Who Not How: The Formula to Achieve Bigger Goals Through Accelerating Teamwork by Dan Sullivan & Dr. Benjamin Hardy:Rating: 5 out of 5 stars5/5 (2)
- Get Scalable: The Operating System Your Business Needs To Run and Scale Without YouFrom EverandGet Scalable: The Operating System Your Business Needs To Run and Scale Without YouRating: 5 out of 5 stars5/5 (1)
- Summary: Choose Your Enemies Wisely: Business Planning for the Audacious Few: Key Takeaways, Summary and AnalysisFrom EverandSummary: Choose Your Enemies Wisely: Business Planning for the Audacious Few: Key Takeaways, Summary and AnalysisRating: 4.5 out of 5 stars4.5/5 (3)
- Your Next Five Moves: Master the Art of Business StrategyFrom EverandYour Next Five Moves: Master the Art of Business StrategyRating: 5 out of 5 stars5/5 (798)
- Expert Secrets: The Underground Playbook for Creating a Mass Movement of People Who Will Pay for Your AdviceFrom EverandExpert Secrets: The Underground Playbook for Creating a Mass Movement of People Who Will Pay for Your AdviceRating: 5 out of 5 stars5/5 (363)
- The Corporate Startup: How established companies can develop successful innovation ecosystemsFrom EverandThe Corporate Startup: How established companies can develop successful innovation ecosystemsRating: 4 out of 5 stars4/5 (6)
- Creating Competitive Advantage: How to be Strategically Ahead in Changing MarketsFrom EverandCreating Competitive Advantage: How to be Strategically Ahead in Changing MarketsRating: 5 out of 5 stars5/5 (2)
- The E-Myth Revisited: Why Most Small Businesses Don't Work andFrom EverandThe E-Myth Revisited: Why Most Small Businesses Don't Work andRating: 4.5 out of 5 stars4.5/5 (708)
- Think BIG and Kick Ass in Business and LifeFrom EverandThink BIG and Kick Ass in Business and LifeRating: 4.5 out of 5 stars4.5/5 (236)
- The Kingdom Driven Entrepreneur's Guide: Doing Business God's WayFrom EverandThe Kingdom Driven Entrepreneur's Guide: Doing Business God's WayRating: 5 out of 5 stars5/5 (42)
- What Self-Made Millionaires Do That Most People Don't: 52 Ways to Create Your Own SuccessFrom EverandWhat Self-Made Millionaires Do That Most People Don't: 52 Ways to Create Your Own SuccessRating: 4.5 out of 5 stars4.5/5 (24)
- The Digital Marketing Handbook: A Step-By-Step Guide to Creating Websites That SellFrom EverandThe Digital Marketing Handbook: A Step-By-Step Guide to Creating Websites That SellRating: 5 out of 5 stars5/5 (6)
- Level Up: How to Get Focused, Stop Procrastinating, and Upgrade Your LifeFrom EverandLevel Up: How to Get Focused, Stop Procrastinating, and Upgrade Your LifeRating: 5 out of 5 stars5/5 (22)