You might also like
- Microcontroller-Based Temperature Monitoring and ControlFrom EverandMicrocontroller-Based Temperature Monitoring and ControlRating: 3.5 out of 5 stars3.5/5 (2)
- UOW - Lecture 2 Measuring ToolsDocument9 pagesUOW - Lecture 2 Measuring ToolsVinnoth SrikumarNo ratings yet
- Mod 7.03c PM Tools SlideshowDocument37 pagesMod 7.03c PM Tools Slideshowzaidkadiri9No ratings yet
- 222 p1 5Document4 pages222 p1 5محمد الشهريNo ratings yet
- 2119 Product FundDocument20 pages2119 Product FundMukesh PadwalNo ratings yet
- Production Lab Ex 1Document11 pagesProduction Lab Ex 1Kartik YadavNo ratings yet
- (Drawings Are in The PDF) : Worksheet No. 4A MicrometersDocument5 pages(Drawings Are in The PDF) : Worksheet No. 4A MicrometersNeal John VillarmenteNo ratings yet
- Measuring Instruments: StructureDocument11 pagesMeasuring Instruments: StructureAkash SinghNo ratings yet
- Chapter 07 - Torque Settings and Use of Hydraulic ToolsDocument40 pagesChapter 07 - Torque Settings and Use of Hydraulic ToolsnikolasthermosolutionsNo ratings yet
- Micrometer Reading GuideDocument7 pagesMicrometer Reading GuideRommel TayactacNo ratings yet
- Micrometers: DescriptionDocument12 pagesMicrometers: DescriptionR AksathNo ratings yet
- 17 Micrometers PDFDocument12 pages17 Micrometers PDFdjuka65No ratings yet
- Linear Measurment and BasicDevicesDocument55 pagesLinear Measurment and BasicDevicesDoctor StrangeNo ratings yet
- Material Gradation Test ResultsDocument3 pagesMaterial Gradation Test ResultsMuhammad Haris MustofaNo ratings yet
- Aggregates FMDocument5 pagesAggregates FMabualamalNo ratings yet
- TVET 1 (Worksheet 4)Document5 pagesTVET 1 (Worksheet 4)Abrigondo, Vindel J.No ratings yet
- Micrometer Digital 12Document2 pagesMicrometer Digital 12Hamdan Rusli HabibiNo ratings yet
- Summarit M 75f2.5 Datasheet PDFDocument7 pagesSummarit M 75f2.5 Datasheet PDFDongCasinoNo ratings yet
- Miter Gauge PDFDocument8 pagesMiter Gauge PDFJesus MachadoNo ratings yet
- Miter GaugeDocument8 pagesMiter GaugenhandutiNo ratings yet
- Micrometer Screw GaugeDocument13 pagesMicrometer Screw GaugeLugafloNo ratings yet
- CoroMill 425 92023Document41 pagesCoroMill 425 92023Nelson SanchezNo ratings yet
- 01 - Basic Measuring TechniquesDocument30 pages01 - Basic Measuring TechniquesAdison FxNo ratings yet
- Lecture-1: Precision Measuring ToolsDocument28 pagesLecture-1: Precision Measuring ToolsGetachew TikueNo ratings yet
- Monitor Stryker Vision ElectDocument29 pagesMonitor Stryker Vision Electsec.ivbNo ratings yet
- MiniWave ManualDocument16 pagesMiniWave ManualRafael GarciaNo ratings yet
- E-Miniwave Ultasonic Level Series ManualDocument16 pagesE-Miniwave Ultasonic Level Series Manualanshuman singhNo ratings yet
- Reference Gage List of Products Move To Other ProductsDocument11 pagesReference Gage List of Products Move To Other ProductsWahyuni DewiNo ratings yet
- Micrometer CaliperDocument35 pagesMicrometer Caliperaeronkenneth.montanoNo ratings yet
- Mitutoyo - Mikrometry Elektroniczne QuantuMike - PRE1489 - 2018 ENDocument8 pagesMitutoyo - Mikrometry Elektroniczne QuantuMike - PRE1489 - 2018 END.T.No ratings yet
- Chapter 7 MICROMETERS: How To Choose and Use ThemDocument6 pagesChapter 7 MICROMETERS: How To Choose and Use ThembhushansalunkeNo ratings yet
- Mitutoyo MicrometroDocument4 pagesMitutoyo MicrometrojohangomezruizNo ratings yet
- Inspection Equipment InstructionDocument21 pagesInspection Equipment InstructionSaravana kumar NagarajanNo ratings yet
- PrimaExpert M100, Microscopio Digital, Manual EnglishDocument15 pagesPrimaExpert M100, Microscopio Digital, Manual EnglishTICTRONICA Ltda.100% (1)
- 5B5-General Installation Instructions: Lever Slot & Mounting Hole DimensionsDocument1 page5B5-General Installation Instructions: Lever Slot & Mounting Hole DimensionsWitit WattanaNo ratings yet
- Shaft Component GeneratorDocument15 pagesShaft Component Generatornixon MaradiagaNo ratings yet
- IS Door Mounting Kit IP43 EAV91355 02Document4 pagesIS Door Mounting Kit IP43 EAV91355 02Kapil GalwaniNo ratings yet
- EXP 1 To Measure of Linear Dimensionusing Varineer CaliperDocument5 pagesEXP 1 To Measure of Linear Dimensionusing Varineer CaliperExertion FallNo ratings yet
- TITLE: Study & Calibration of Outside Micrometer and Introduction To Other MicromDocument29 pagesTITLE: Study & Calibration of Outside Micrometer and Introduction To Other MicromMANISH DASNo ratings yet
- Eyepiece Reticle SDocument24 pagesEyepiece Reticle SVasu RajaNo ratings yet
- Air Release and Hydraulic ReleaseDocument20 pagesAir Release and Hydraulic ReleaseWilber Anibal MoralesNo ratings yet
- Easy installation of toilets with WC ManifoldDocument2 pagesEasy installation of toilets with WC Manifoldarjun 11No ratings yet
- QC 64649-1 CAV Report For (106T8431 G0001) Piece No-#P-365Document15 pagesQC 64649-1 CAV Report For (106T8431 G0001) Piece No-#P-365senthilmechsterNo ratings yet
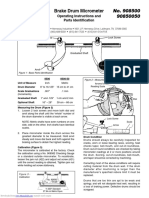
- Brake Drum Micrometer: Operating Instructions and Parts IdentificationDocument4 pagesBrake Drum Micrometer: Operating Instructions and Parts IdentificationoldtrukluvrNo ratings yet
- BL2000-CIC-V6 Series Modular Elevator IC Card Control System User Manual V1.4 (1)Document23 pagesBL2000-CIC-V6 Series Modular Elevator IC Card Control System User Manual V1.4 (1)DasnaNo ratings yet
- Distillation of Cut-Back Asphaltic Products PDFDocument8 pagesDistillation of Cut-Back Asphaltic Products PDFKevin TangNo ratings yet
- PVG 01 emDocument26 pagesPVG 01 emSubaskaran ThenusanNo ratings yet
- External Position Sensor MS01-1/D-SSI: Strip Length and Counting Direction Installation Minimum Distance From SliderDocument3 pagesExternal Position Sensor MS01-1/D-SSI: Strip Length and Counting Direction Installation Minimum Distance From Slideroctavinavarro8236No ratings yet
- Bench Lathe: Operation ManualDocument14 pagesBench Lathe: Operation ManualEdson Gordiano100% (1)
- Action Euro Exp 2018Document100 pagesAction Euro Exp 2018Anonymous qI0eKsNo ratings yet
- Crack Microscope900Document8 pagesCrack Microscope900Supriyo PNo ratings yet
- Delta Smart Sensors Guide to Industrial AutomationDocument32 pagesDelta Smart Sensors Guide to Industrial AutomationchichialinNo ratings yet
- M 190 Multi-Jet Meter: Dry-Dial Meter For Warm Water Er For Warm WaterDocument2 pagesM 190 Multi-Jet Meter: Dry-Dial Meter For Warm Water Er For Warm WaterMohammad ZeeshanNo ratings yet
- Installation Armstrong Ceiling SystemsDocument24 pagesInstallation Armstrong Ceiling Systemsmelgarcia829No ratings yet
- AMM260WTDS Users Manual BARCO Qvxamm260wtds Ex 2 7Document28 pagesAMM260WTDS Users Manual BARCO Qvxamm260wtds Ex 2 7hulk112001No ratings yet
- Atm-1022 Mechanical Workshop Module 2 PDFDocument16 pagesAtm-1022 Mechanical Workshop Module 2 PDFsufisaifNo ratings yet
- LVDT - Syed MatahirDocument9 pagesLVDT - Syed MatahirHamoodNo ratings yet
- M9108 Series Proportional Electric Non-Spring Return ActuatorsDocument4 pagesM9108 Series Proportional Electric Non-Spring Return ActuatorsJeser EgañaNo ratings yet
- Mitsubishi Freqrol FR Z220 Manual PDFDocument118 pagesMitsubishi Freqrol FR Z220 Manual PDFJarosław JarosławskiNo ratings yet
- 3.1digital Vernier Caliper Calibration CertificateDocument1 page3.1digital Vernier Caliper Calibration CertificateGolden RosesNo ratings yet
- Oracle Session Traffic LightsDocument13 pagesOracle Session Traffic Lightspiciul7001No ratings yet
- Role of Advertising in FMCG SectorDocument81 pagesRole of Advertising in FMCG SectorSami ZamaNo ratings yet
- NACE Standards Guide Pipeline Corrosion AssessmentDocument22 pagesNACE Standards Guide Pipeline Corrosion AssessmentAngelTinocoNo ratings yet
- RPT AdmitCard StudentDocument2 pagesRPT AdmitCard Studentblack kobraNo ratings yet
- Building A Basic Low Poly Character Rig in Blender - Tuts+ 3D & Motion Graphics TutorialDocument70 pagesBuilding A Basic Low Poly Character Rig in Blender - Tuts+ 3D & Motion Graphics TutorialSergej TaneyevNo ratings yet
- Notes On The PhantomDocument7 pagesNotes On The PhantomKamelia SpassovaNo ratings yet
- HPHT 101 What Every Engineer or Geoscientist Should Know About High Pressure HighTemperature WellsDocument0 pagesHPHT 101 What Every Engineer or Geoscientist Should Know About High Pressure HighTemperature WellsAl Hafiz Ibn Hamzah100% (2)
- Writing Assignment 3Document5 pagesWriting Assignment 3api-454037345No ratings yet
- NewsNWSARReportWEB PDFDocument117 pagesNewsNWSARReportWEB PDFAnonymous NbMQ9YmqNo ratings yet
- Journal Review ChecklistsDocument7 pagesJournal Review ChecklistsAnkur ChopraNo ratings yet
- SAP Content Management - Link Between SAP Objects and Originals - Product Lifecycle Management - SCN WikiDocument3 pagesSAP Content Management - Link Between SAP Objects and Originals - Product Lifecycle Management - SCN Wikiprodigious84No ratings yet
- Examining Identity and Transcendence in Into the WildDocument5 pagesExamining Identity and Transcendence in Into the WildMarz SafforeNo ratings yet
- Difference Between Natural and Social SciencesDocument4 pagesDifference Between Natural and Social SciencesRica VilladarezNo ratings yet
- Process and Workflow in Printing IndustryDocument18 pagesProcess and Workflow in Printing Industrydiana1312No ratings yet
- AP Statistics - Chapter 8 Notes: Estimating With Confidence 8.1 - Confidence Interval BasicsDocument2 pagesAP Statistics - Chapter 8 Notes: Estimating With Confidence 8.1 - Confidence Interval BasicsRhivia LoratNo ratings yet
- Registration Fee Rs.500/-: PatronDocument2 pagesRegistration Fee Rs.500/-: PatronnathxeroxNo ratings yet
- How To Create InhumanityDocument13 pagesHow To Create InhumanityViolette Yi-Chin Lee100% (1)
- Economic LawsDocument8 pagesEconomic LawsMunish Nagar100% (2)
- wmq75 InstallconfigDocument1,016 pageswmq75 InstallconfigTadeusz ZajaczkowskiNo ratings yet
- GSM Library For Proteus PDFDocument14 pagesGSM Library For Proteus PDFAidi FinawanNo ratings yet
- In-Situ Fermentors CatalogueDocument4 pagesIn-Situ Fermentors CatalogueVineet GuptaNo ratings yet
- CBSe QuestionDocument4 pagesCBSe QuestionAbhishek MuleNo ratings yet
- Kevin Antonevich Xbabip AbstractDocument3 pagesKevin Antonevich Xbabip Abstractapi-273450042No ratings yet
- Supporting vocabulary and reading skillsDocument7 pagesSupporting vocabulary and reading skillsChariz SandaloNo ratings yet
- Prana Astrology in Kalacakra TantraDocument7 pagesPrana Astrology in Kalacakra TantraNiraj KumarNo ratings yet
- Samsung SHP-DP920 Door Lock ManualDocument13 pagesSamsung SHP-DP920 Door Lock Manualmartin-6170440% (1)
- Mass Communication Media and Culture (Media and Entertainment)Document820 pagesMass Communication Media and Culture (Media and Entertainment)Bianca Iorga0% (1)
- Lab 1 (Full)Document22 pagesLab 1 (Full)Anonymous 8UOCBqiNo ratings yet
- Performance Management System (NTPC, Shaktinagar, Singrauli)Document30 pagesPerformance Management System (NTPC, Shaktinagar, Singrauli)Aliya SizraNo ratings yet