You might also like
- Construction Cost EstimateDocument16 pagesConstruction Cost EstimateMark Julius CabasanNo ratings yet
- Aerospace Material Specification: (R) Gas Nitriding of Low-Alloy Steel PartsDocument10 pagesAerospace Material Specification: (R) Gas Nitriding of Low-Alloy Steel PartsVIJAY YADAVNo ratings yet
- Pole Base Foundation Pole Base SpecificationsDocument10 pagesPole Base Foundation Pole Base SpecificationsMuhammad IrfanNo ratings yet
- User Guide: # Y N N/A RYG EvidenceDocument10 pagesUser Guide: # Y N N/A RYG EvidencealdiNo ratings yet
- Code Oil PDFDocument112 pagesCode Oil PDFNguyen TrungNo ratings yet
- Woodland-Mitts Crochet MittensDocument6 pagesWoodland-Mitts Crochet MittenszenNo ratings yet
- Monitoring The Drying Process of Power TransformersDocument14 pagesMonitoring The Drying Process of Power TransformersMHTM87No ratings yet
- Astm D789-98Document6 pagesAstm D789-98Adam GordonNo ratings yet
- D4530Document5 pagesD4530rimi7al100% (1)
- D2619Document3 pagesD2619rimi7al100% (1)
- D3173Document2 pagesD3173Timothy Ferguson100% (1)
- Ams QQ A250 12Document8 pagesAms QQ A250 12aldiNo ratings yet
- Petcoke Guide: Green, Calcined, Properties & HandlingDocument14 pagesPetcoke Guide: Green, Calcined, Properties & HandlingYevgeniy R100% (2)
- Understanding and Eliminating Pressure Fluctuations in 2010 Process SafetyDocument6 pagesUnderstanding and Eliminating Pressure Fluctuations in 2010 Process SafetyandriNo ratings yet
- DRYERS: KEY TYPES AND OPERATING CONDITIONSDocument18 pagesDRYERS: KEY TYPES AND OPERATING CONDITIONSCamille Guya50% (2)
- ACRYLICS: PROPERTIES AND PROCESSING OF POLY(METHYL METHACRYLATEDocument3 pagesACRYLICS: PROPERTIES AND PROCESSING OF POLY(METHYL METHACRYLATESdkmega Hh100% (1)
- LFHDocument8 pagesLFHSarang JoshiNo ratings yet
- Desmopan TPU ProcessingDocument48 pagesDesmopan TPU ProcessingA Mahmood100% (1)
- Labconco Manual LiofilizadoraDocument71 pagesLabconco Manual LiofilizadoraJosé CamposNo ratings yet
- Fundamentals of DryingDocument14 pagesFundamentals of DryingAlisha AnchearyNo ratings yet
- Pulp and Paper Industry: Energy ConservationFrom EverandPulp and Paper Industry: Energy ConservationRating: 4.5 out of 5 stars4.5/5 (2)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Injection MoldingDocument17 pagesInjection MoldingAnoj pahathkumburaNo ratings yet
- Isoplast - Processing GuidelinesDocument12 pagesIsoplast - Processing GuidelinesFrank LiaoNo ratings yet
- ASTM D 2741 - 95 (Reapproved 2001) Susceptibility of Polyethylene Bottles To Soot AccumulationDocument5 pagesASTM D 2741 - 95 (Reapproved 2001) Susceptibility of Polyethylene Bottles To Soot Accumulationalin2005No ratings yet
- The Thermo-Mechanical Performance of Glass-Fibre Reinforced Polyamide 66Document30 pagesThe Thermo-Mechanical Performance of Glass-Fibre Reinforced Polyamide 66nksingh16No ratings yet
- Manufacturing Process of Nylon 6Document6 pagesManufacturing Process of Nylon 6Musa Eltayeb33% (3)
- Mitsubishi Molding PDFDocument17 pagesMitsubishi Molding PDFbaominh007No ratings yet
- Spandex RecyclingDocument12 pagesSpandex RecyclingKasra GolbanNo ratings yet
- Finishing Polyurethane: Wash-and-Wear Silk Fabrics With Water-SolubleDocument4 pagesFinishing Polyurethane: Wash-and-Wear Silk Fabrics With Water-SolubleShagun SinhaNo ratings yet
- History Nylon 6Document2 pagesHistory Nylon 6Alessio ScarabelliNo ratings yet
- Elastollan Processing Recommendations PDFDocument28 pagesElastollan Processing Recommendations PDFNicolae MariusNo ratings yet
- Overdrying of Nylon and PBT - FIMMTECH INC PDFDocument5 pagesOverdrying of Nylon and PBT - FIMMTECH INC PDFAnonymous fCp1HRwp0% (1)
- User'S Manual: Instructions For Using Petropoxy 154Document10 pagesUser'S Manual: Instructions For Using Petropoxy 154eddie_f22No ratings yet
- Plastic Molding - DryingDocument4 pagesPlastic Molding - Dryingajnesh1No ratings yet
- Polyacrylamide Based Breathable Coating For Cotton Fabric: N S. S, M J A K. ADocument20 pagesPolyacrylamide Based Breathable Coating For Cotton Fabric: N S. S, M J A K. AVinnawati SetiadiNo ratings yet
- Fig. 37: Timber Stacking - in Pile: 6.3 Drying 6.3.1 Air-DryingDocument16 pagesFig. 37: Timber Stacking - in Pile: 6.3 Drying 6.3.1 Air-DryingalfredomotaNo ratings yet
- Curing of Lead Acid BatteryDocument19 pagesCuring of Lead Acid Batterymuksadur rahmanNo ratings yet
- Standard Test Method For Moisture in The Analysis Sample of Coal and CokeDocument7 pagesStandard Test Method For Moisture in The Analysis Sample of Coal and CokemuchtarNo ratings yet
- Search P "Aromatic+Polyester"&Ei UTF 8&Fl 0&Fr FP Tab WeDocument11 pagesSearch P "Aromatic+Polyester"&Ei UTF 8&Fl 0&Fr FP Tab WeA MahmoodNo ratings yet
- Improving Insulation Drying for 110kV Instrument TransformersDocument4 pagesImproving Insulation Drying for 110kV Instrument TransformersabetieNo ratings yet
- Chemflake Special - English (Uk) - Issued.08.01.2010Document5 pagesChemflake Special - English (Uk) - Issued.08.01.2010Mohamed FaragNo ratings yet
- Introduction to Nylon Fibre: Properties & UsesDocument3 pagesIntroduction to Nylon Fibre: Properties & UsesDebasish GhoshNo ratings yet
- Polyphosphonitrilic Chloride: 1. ProcedureDocument3 pagesPolyphosphonitrilic Chloride: 1. ProcedureAfrah MNo ratings yet
- Silk Reeling and Testing Manual. Chapter 4Document10 pagesSilk Reeling and Testing Manual. Chapter 4Vipin Singh KandholNo ratings yet
- Drying Rooms for Plastic SheetsDocument3 pagesDrying Rooms for Plastic SheetsnilNo ratings yet
- Textile DryingDocument12 pagesTextile DryingSanchit Garg0% (1)
- Conditioning Ultramid Mouldings: Technical InformationDocument9 pagesConditioning Ultramid Mouldings: Technical InformationJOSEMOPEREIRANo ratings yet
- Injectionguide PDFDocument21 pagesInjectionguide PDFAgnieszkaNo ratings yet
- Integration of A Rotary Desiccant Wheel Into A Hot-Air Drying System: Drying Performance and Product Quality StudiesDocument9 pagesIntegration of A Rotary Desiccant Wheel Into A Hot-Air Drying System: Drying Performance and Product Quality StudiesRamasamikannan RamasamikannanNo ratings yet
- Stas American Astm d2974-87 Material OrganicDocument3 pagesStas American Astm d2974-87 Material OrganicAlexandra PopNo ratings yet
- Kuralon Pva Fiber in Alkaline Condition PDFDocument15 pagesKuralon Pva Fiber in Alkaline Condition PDFSebastianNo ratings yet
- Voe Main2Document4 pagesVoe Main2prevrtljivacNo ratings yet
- 6 Textiles and MoistureDocument15 pages6 Textiles and MoistureKentish Chintaram100% (1)
- Executive Summary: 0.1 GeneralDocument20 pagesExecutive Summary: 0.1 Generaler_br_choudahryNo ratings yet
- Asphalt Technology: (Theoretical Maximum Specific Gravity and Density of Bituminous Paving Mixtures)Document8 pagesAsphalt Technology: (Theoretical Maximum Specific Gravity and Density of Bituminous Paving Mixtures)Hojin BamerniNo ratings yet
- One Bath Dyeing and Water Repellent Finishing Using Sol-Gel TechniqueDocument7 pagesOne Bath Dyeing and Water Repellent Finishing Using Sol-Gel TechniqueRonan RojasNo ratings yet
- Mathematical Model of Fixed-Bed Drying and StrategDocument9 pagesMathematical Model of Fixed-Bed Drying and StrategNatal TampubolonNo ratings yet
- The Misconceptions of Silica GelDocument6 pagesThe Misconceptions of Silica GelShofi MuktianaNo ratings yet
- Polyphosphonitrilic Chloride: 1. ProcedureDocument3 pagesPolyphosphonitrilic Chloride: 1. ProcedureAfrah MNo ratings yet
- Materials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesDocument15 pagesMaterials: Cure Cycle Optimization of Rapidly Cured Out-Of-Autoclave CompositesAbd BaghadNo ratings yet
- Amr 664 931Document7 pagesAmr 664 931seyyed jamal mirjaliliNo ratings yet
- Nylon Filament Yarn Production and PropertiesDocument24 pagesNylon Filament Yarn Production and PropertiesRahul MaliwalNo ratings yet
- D1348Document6 pagesD1348Ненад КнежевићNo ratings yet
- Design and Performance Test of A Batch System Rotary Vacuum Dryer With A 50-Liter Capacity To Dry Basidiomycota Class MushroomsDocument7 pagesDesign and Performance Test of A Batch System Rotary Vacuum Dryer With A 50-Liter Capacity To Dry Basidiomycota Class MushroomsAREEJ JAVEDNo ratings yet
- Atmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionFrom EverandAtmospheric Pressure Plasma Treatment of Polymers: Relevance to AdhesionNo ratings yet
- Roll-to-Roll Manufacturing: Process Elements and Recent AdvancesFrom EverandRoll-to-Roll Manufacturing: Process Elements and Recent AdvancesJehuda GreenerNo ratings yet
- Projected Tolerance Zone (801046)Document8 pagesProjected Tolerance Zone (801046)aldiNo ratings yet
- Spiralock Product Catalog 2015Document42 pagesSpiralock Product Catalog 2015aldiNo ratings yet
- SPL Tapping InformationDocument9 pagesSPL Tapping InformationaldiNo ratings yet
- Ertalon 66 SA PA66 PHIS E 01042019Document2 pagesErtalon 66 SA PA66 PHIS E 01042019aldiNo ratings yet
- Machining Instructions Quadrant EPP Version 2014Document19 pagesMachining Instructions Quadrant EPP Version 2014aldiNo ratings yet
- Toughmet Technical InformationDocument64 pagesToughmet Technical InformationaldiNo ratings yet
- SPL-9010-0211 Acceptable Gaging PracticesDocument7 pagesSPL-9010-0211 Acceptable Gaging PracticesaldiNo ratings yet
- LASER ETCH MARKING 100-105-SPC0007: Part Number: 5918319-1 & 5918319-2Document3 pagesLASER ETCH MARKING 100-105-SPC0007: Part Number: 5918319-1 & 5918319-2aldiNo ratings yet
- Projected Tolerance Zone (801046)Document8 pagesProjected Tolerance Zone (801046)aldiNo ratings yet
- Ensis DWG2462 DataSheetDocument1 pageEnsis DWG2462 DataSheetaldiNo ratings yet
- Profile Tolerance (1711254)Document5 pagesProfile Tolerance (1711254)aldiNo ratings yet
- Restrained Condition (1707626)Document9 pagesRestrained Condition (1707626)aldiNo ratings yet
- CV Fadly NazarDocument9 pagesCV Fadly NazaraldiNo ratings yet
- Ball Holder BracketDocument4 pagesBall Holder BracketaldiNo ratings yet
- Ensis DWG 2462 SafetySheetDocument8 pagesEnsis DWG 2462 SafetySheetaldiNo ratings yet
- PH PORTABLERUBBERHARDNESSDocument1 pagePH PORTABLERUBBERHARDNESSaldiNo ratings yet
- File 37 Section B 841 844 Nippon Kinzoku DenchuDocument4 pagesFile 37 Section B 841 844 Nippon Kinzoku DenchualdiNo ratings yet
- UNJS FormulaDocument2 pagesUNJS FormulaaldiNo ratings yet
- Technical Docs from Everyspec WebsiteDocument8 pagesTechnical Docs from Everyspec WebsitealdiNo ratings yet
- 21VP3L M00 01 03 FunnelDocument1 page21VP3L M00 01 03 FunnelaldiNo ratings yet
- Log Tooling Replacement (Parts Palier) : Machine: Start Machining (Date & Time)Document1 pageLog Tooling Replacement (Parts Palier) : Machine: Start Machining (Date & Time)aldiNo ratings yet
- View Drawings and Quality Specifications - Actuation SuppliersDocument10 pagesView Drawings and Quality Specifications - Actuation SuppliersaldiNo ratings yet
- Catalog Rotary BroachDocument34 pagesCatalog Rotary BroachaldiNo ratings yet
- CV Lutfi Purnama RahmanDocument1 pageCV Lutfi Purnama RahmanaldiNo ratings yet
- Roller Untuk MultilineDocument1 pageRoller Untuk MultilinealdiNo ratings yet
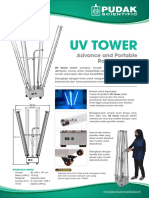
- Previw Brous UV Tower - 210121aDocument2 pagesPreviw Brous UV Tower - 210121aaldiNo ratings yet
- Din en 10084-2008Document39 pagesDin en 10084-2008Marcelo GamboaNo ratings yet
- Acids & BasesDocument4 pagesAcids & BasesGrand Meme VinesNo ratings yet
- Existing EN AW 5251 H14 Al-Mg2Mn0,3 CompositionDocument8 pagesExisting EN AW 5251 H14 Al-Mg2Mn0,3 Compositionamh.fpdNo ratings yet
- What TitleDocument17 pagesWhat TitleBernathTurnipNo ratings yet
- Analysis and Design of Slabs 1Document19 pagesAnalysis and Design of Slabs 1Adil Javed Chaudhary100% (5)
- Inorganic Chemistry Report PLCDocument10 pagesInorganic Chemistry Report PLCPablo LópezNo ratings yet
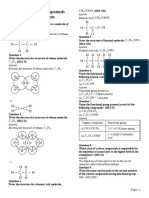
- Carbon and Its CompoundsDocument4 pagesCarbon and Its CompoundsRakesh YadavNo ratings yet
- Apha Free Total Chlorine Standard Methods White PaperDocument18 pagesApha Free Total Chlorine Standard Methods White PaperCesar Augusto Perez AguilarNo ratings yet
- Dr. Fixit Flexi PU 270 (I) : Polyurethane Waterproofing MembraneDocument5 pagesDr. Fixit Flexi PU 270 (I) : Polyurethane Waterproofing MembraneAdityaVikramVermaNo ratings yet
- 075P80-321 TubacexDocument1 page075P80-321 Tubacexsakshi patilNo ratings yet
- Drilling of GFRP Composites To Achieve oDocument4 pagesDrilling of GFRP Composites To Achieve oanaya KhanNo ratings yet
- 3M™ Dyneon™: Product Data SheetDocument3 pages3M™ Dyneon™: Product Data SheetDenisNo ratings yet
- Cement Calcination ProcessDocument8 pagesCement Calcination ProcessYhaneNo ratings yet
- Orgo Naming RulesDocument7 pagesOrgo Naming Ruleskirtmartinreyes14No ratings yet
- TEXTDocument3 pagesTEXTahmad zackNo ratings yet
- for Concrete Classification PaperDocument21 pagesfor Concrete Classification PaperJOSE BERRU USHIÑAHUANo ratings yet
- Catalog From Homey SealantDocument16 pagesCatalog From Homey SealantKelly WuNo ratings yet
- Knauf Drywall Partitions GuideDocument60 pagesKnauf Drywall Partitions GuideShubham SrivastavaNo ratings yet
- Make Homemade Soda in SecondsDocument32 pagesMake Homemade Soda in SecondsalizzeadNo ratings yet
- Eriks-Technical Manual OringsDocument219 pagesEriks-Technical Manual OringstuprimonvNo ratings yet
- PT Pindo Deli Company Case Study PDFDocument6 pagesPT Pindo Deli Company Case Study PDFChiko Jrs NTu C'RickoNo ratings yet
- DPP 02 Periodic Table JH Sir-3579Document8 pagesDPP 02 Periodic Table JH Sir-3579AmitSharmaNo ratings yet
- Suprabha Rust Pre RustojelDocument4 pagesSuprabha Rust Pre RustojelAJITHNo ratings yet
- Enduro MG Product Data SheetDocument1 pageEnduro MG Product Data SheetAbu Bilal AbdillahNo ratings yet