You might also like
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsFrom EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsNo ratings yet
- Aerospace Material Specification: (R) Gas Nitriding of Low-Alloy Steel PartsDocument10 pagesAerospace Material Specification: (R) Gas Nitriding of Low-Alloy Steel PartsVIJAY YADAVNo ratings yet
- User Guide: # Y N N/A RYG EvidenceDocument10 pagesUser Guide: # Y N N/A RYG EvidencealdiNo ratings yet
- NbtqunsbxmDocument235 pagesNbtqunsbxmBomb20001100% (1)
- BD Rotary Drillng 20181 UpdatedDocument6 pagesBD Rotary Drillng 20181 UpdatedAndy YangNo ratings yet
- Bolt Load-Torque ChartDocument6 pagesBolt Load-Torque ChartIgor ScudellerNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- ShacklesDocument10 pagesShacklesMuhammad Shahid Mahmood100% (1)
- Visual SL APEXDocument3 pagesVisual SL APEXOscar Gomez Gonzalez100% (1)
- Inspection of Wire Rope ProcedureDocument4 pagesInspection of Wire Rope ProceduremochisitampanNo ratings yet
- DIN13 ISO Metric Threads enDocument1 pageDIN13 ISO Metric Threads enwagner jrNo ratings yet
- Grant Prideco Rotary Shoulder HandbookDocument112 pagesGrant Prideco Rotary Shoulder Handbookrlk2806No ratings yet
- Procedures For Stud WeldignDocument4 pagesProcedures For Stud WeldignJulius KulvinskasNo ratings yet
- Bridge Plug-Cement RetainerDocument7 pagesBridge Plug-Cement RetainerhabibimarioNo ratings yet
- Wire Rope-Steel TechnicalDocument37 pagesWire Rope-Steel TechnicalAndreea LucaNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- Splicing Steel Cable BeltsDocument28 pagesSplicing Steel Cable BeltsNacho Tomé100% (1)
- HFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code ADocument14 pagesHFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code ANashaat DhyaaNo ratings yet
- Forged steel lifting shackles BS EN 13889 complianceDocument2 pagesForged steel lifting shackles BS EN 13889 complianceRizwan Ahmed100% (1)
- Sae J51-2004Document11 pagesSae J51-2004khhoseNo ratings yet
- Storage Tank Inspection API 650Document27 pagesStorage Tank Inspection API 650Pandu Damay Putra92% (12)
- Linde H80D-1100 H2X396Z00362 2009 Parts Catalog AutoBukva For ATLET - 2Document235 pagesLinde H80D-1100 H2X396Z00362 2009 Parts Catalog AutoBukva For ATLET - 2kirill100% (1)
- Threading Handbook: ISCAR's Reference Guide For Threading ApplicationsDocument277 pagesThreading Handbook: ISCAR's Reference Guide For Threading ApplicationsAndreyNo ratings yet
- Handloader's Digest: The World's Greatest Handloading BookFrom EverandHandloader's Digest: The World's Greatest Handloading BookRating: 2 out of 5 stars2/5 (1)
- Ams QQ A250 12Document8 pagesAms QQ A250 12aldiNo ratings yet
- Thread InspectionDocument3 pagesThread InspectionAbdullah AnsariNo ratings yet
- LG5003 OpsDocument20 pagesLG5003 Opstamilmalar08No ratings yet
- TIP TOP Steel Cord Splicing ManualDocument28 pagesTIP TOP Steel Cord Splicing ManualMohamedNo ratings yet
- PIG-SIG V Instruction Manual 5-07Document30 pagesPIG-SIG V Instruction Manual 5-07Ricardo OrtegaNo ratings yet
- Unit 1.14 - Shackles: 1.1 Body and Pin Forging 1.2 Heat Treatment 1.3 FinishDocument8 pagesUnit 1.14 - Shackles: 1.1 Body and Pin Forging 1.2 Heat Treatment 1.3 Finisheetua100% (2)
- Iso 4017 2014Document9 pagesIso 4017 2014Ravi KumarNo ratings yet
- SPL Tapping InformationDocument9 pagesSPL Tapping InformationaldiNo ratings yet
- Tapping Screw Performance Specifications: Greenslade & Company, IncDocument22 pagesTapping Screw Performance Specifications: Greenslade & Company, Inco_l_0No ratings yet
- d260barlockweldablecouplerDocument2 pagesd260barlockweldablecouplerGustavo Brea MalavéNo ratings yet
- Plug Gaging of Holes by The Go NoGo MethodDocument5 pagesPlug Gaging of Holes by The Go NoGo MethodRajiv RamanathanNo ratings yet
- Casing Clean Up Tools Description: Casing Scraper Junk Basket Junk SubDocument3 pagesCasing Clean Up Tools Description: Casing Scraper Junk Basket Junk Subnurwinanto01No ratings yet
- Lockshear Bolt Rebar SpliceDocument4 pagesLockshear Bolt Rebar SpliceJosh ReynoldsNo ratings yet
- Guy Grip Dead EndDocument8 pagesGuy Grip Dead EndsalgatranNo ratings yet
- Manual Mig250br Mono 220v v001.03Document23 pagesManual Mig250br Mono 220v v001.03João Henrique Leite Andreotti (JHLA)No ratings yet
- Figure 740 GRINNELL Rapid Installation Pivot-Bolt (GRIP) Rigid CouplingDocument4 pagesFigure 740 GRINNELL Rapid Installation Pivot-Bolt (GRIP) Rigid CouplingСергей КолесниковNo ratings yet
- Shaft Strain Gaging Guide v4Document11 pagesShaft Strain Gaging Guide v4craigNo ratings yet
- Raiseboring Equipment Pilot Bits BrochureDocument4 pagesRaiseboring Equipment Pilot Bits BrochureDenisNo ratings yet
- API flange types, sizes, pressure ratings and dimensionsDocument2 pagesAPI flange types, sizes, pressure ratings and dimensionsjayakumar04985No ratings yet
- GSG Compacttechnical09Document267 pagesGSG Compacttechnical09Tamil SelvanNo ratings yet
- 360 SERIES Engineering CodebookDocument23 pages360 SERIES Engineering CodebookROI MADE SASNo ratings yet
- Stargrip Cat PDFDocument12 pagesStargrip Cat PDFDGWNo ratings yet
- TAPER GRIP-TWIST Brochure - RevB-red PDFDocument4 pagesTAPER GRIP-TWIST Brochure - RevB-red PDFGonzalo AbarcaNo ratings yet
- THermit Rialtech - InstructionDocument17 pagesTHermit Rialtech - Instructionbest_wisitNo ratings yet
- G SM PPLT Pip 805Document12 pagesG SM PPLT Pip 805rokan123No ratings yet
- General Injection Mould SpecsDocument19 pagesGeneral Injection Mould SpecsSalvador Tiño100% (1)
- Long-Lok Strip Type: Material Additive TypesDocument0 pagesLong-Lok Strip Type: Material Additive TypesRodrigo FoneronNo ratings yet
- CFW 50 W 144Document2 pagesCFW 50 W 144mahsaNo ratings yet
- BFAGDocument14 pagesBFAGemusimaNo ratings yet
- WPS for SMAW Welding ProcedureDocument9 pagesWPS for SMAW Welding ProcedureMadhan RamamoorthyNo ratings yet
- Cast-Steel Thread Protectors: With Heavy-Duty Lifting BailsDocument2 pagesCast-Steel Thread Protectors: With Heavy-Duty Lifting BailsjohangomezruizNo ratings yet
- Coring Rods and CasingDocument74 pagesCoring Rods and Casingdannychacon27No ratings yet
- Gi Earth SpikeDocument5 pagesGi Earth SpikemangalamtestingbureaNo ratings yet
- G-TE-002-00 Work Instruction Guidline For Wire Rope SlingsDocument3 pagesG-TE-002-00 Work Instruction Guidline For Wire Rope SlingsbeshoyNo ratings yet
- ROX000332649 Contact WeldingDocument8 pagesROX000332649 Contact WeldingRodolfo PiancaNo ratings yet
- Pulsed MIG WeldingDocument68 pagesPulsed MIG Weldingcentaury2013No ratings yet
- Hyflo™ III Liner Packer With C-2™ Profile, Hyflo III Liner Packer With HR™ Profile, Hyflo™ III Liner Packer With RH™ ProfileDocument5 pagesHyflo™ III Liner Packer With C-2™ Profile, Hyflo III Liner Packer With HR™ Profile, Hyflo™ III Liner Packer With RH™ Profilemsm.ele2009No ratings yet
- Parveen Model G Bottom Bypass Blanking PlugsDocument2 pagesParveen Model G Bottom Bypass Blanking PlugsJorge Luis vargasNo ratings yet
- Drying Nylon PA 66Document15 pagesDrying Nylon PA 66aldiNo ratings yet
- Ertalon 66 SA PA66 PHIS E 01042019Document2 pagesErtalon 66 SA PA66 PHIS E 01042019aldiNo ratings yet
- Projected Tolerance Zone (801046)Document8 pagesProjected Tolerance Zone (801046)aldiNo ratings yet
- Machining Instructions Quadrant EPP Version 2014Document19 pagesMachining Instructions Quadrant EPP Version 2014aldiNo ratings yet
- Toughmet Technical InformationDocument64 pagesToughmet Technical InformationaldiNo ratings yet
- Spiralock Product Catalog 2015Document42 pagesSpiralock Product Catalog 2015aldiNo ratings yet
- Ensis DWG 2462 SafetySheetDocument8 pagesEnsis DWG 2462 SafetySheetaldiNo ratings yet
- LASER ETCH MARKING 100-105-SPC0007: Part Number: 5918319-1 & 5918319-2Document3 pagesLASER ETCH MARKING 100-105-SPC0007: Part Number: 5918319-1 & 5918319-2aldiNo ratings yet
- Ball Holder BracketDocument4 pagesBall Holder BracketaldiNo ratings yet
- Ensis DWG2462 DataSheetDocument1 pageEnsis DWG2462 DataSheetaldiNo ratings yet
- Restrained Condition (1707626)Document9 pagesRestrained Condition (1707626)aldiNo ratings yet
- Profile Tolerance (1711254)Document5 pagesProfile Tolerance (1711254)aldiNo ratings yet
- Projected Tolerance Zone (801046)Document8 pagesProjected Tolerance Zone (801046)aldiNo ratings yet
- UNJS FormulaDocument2 pagesUNJS FormulaaldiNo ratings yet
- View Drawings and Quality Specifications - Actuation SuppliersDocument10 pagesView Drawings and Quality Specifications - Actuation SuppliersaldiNo ratings yet
- CV Fadly NazarDocument9 pagesCV Fadly NazaraldiNo ratings yet
- File 37 Section B 841 844 Nippon Kinzoku DenchuDocument4 pagesFile 37 Section B 841 844 Nippon Kinzoku DenchualdiNo ratings yet
- Technical Docs from Everyspec WebsiteDocument8 pagesTechnical Docs from Everyspec WebsitealdiNo ratings yet
- PH PORTABLERUBBERHARDNESSDocument1 pagePH PORTABLERUBBERHARDNESSaldiNo ratings yet
- Log Tooling Replacement (Parts Palier) : Machine: Start Machining (Date & Time)Document1 pageLog Tooling Replacement (Parts Palier) : Machine: Start Machining (Date & Time)aldiNo ratings yet
- CV Lutfi Purnama RahmanDocument1 pageCV Lutfi Purnama RahmanaldiNo ratings yet
- 21VP3L M00 01 03 FunnelDocument1 page21VP3L M00 01 03 FunnelaldiNo ratings yet
- Catalog Rotary BroachDocument34 pagesCatalog Rotary BroachaldiNo ratings yet
- Roller Untuk MultilineDocument1 pageRoller Untuk MultilinealdiNo ratings yet
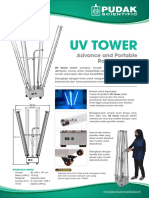
- Previw Brous UV Tower - 210121aDocument2 pagesPreviw Brous UV Tower - 210121aaldiNo ratings yet
- mp2 Dean Johnson Full PDF With All Drawing Files 2Document6 pagesmp2 Dean Johnson Full PDF With All Drawing Files 2api-534483767No ratings yet
- Din 6914 PDFDocument2 pagesDin 6914 PDFvpjagannaathNo ratings yet
- CM/PM/SM. La Parte Inferior Es Relates To CM/PM/SM VersionDocument80 pagesCM/PM/SM. La Parte Inferior Es Relates To CM/PM/SM Versionbasheer almetwakelNo ratings yet
- Linear Actuator With Linear Ball Bearing and Guideway Assembly and Ball Screw DriveDocument26 pagesLinear Actuator With Linear Ball Bearing and Guideway Assembly and Ball Screw DriveFelipe BritoNo ratings yet
- Service Bulletin: SubjectDocument6 pagesService Bulletin: SubjectWaitylla DiasNo ratings yet
- Fiskars Spare Parts ManualDocument2 pagesFiskars Spare Parts ManualAnonymous Vrndt2No ratings yet
- X y R Blind Fastening System Ajax FastenersDocument6 pagesX y R Blind Fastening System Ajax FastenersnerijusNo ratings yet
- FEW Tapping Drill Sizes PDFDocument1 pageFEW Tapping Drill Sizes PDFsteve@air-innovations.co.zaNo ratings yet
- @airbus: Airbus S.A.SDocument412 pages@airbus: Airbus S.A.Sjoker hotNo ratings yet
- Mhse23040029b ObdDocument2 pagesMhse23040029b ObdhennrycaspersNo ratings yet
- The Cotton DriverDocument2 pagesThe Cotton DriverDanny Eduardo RomeroNo ratings yet
- VDA - New MSA - VDA - QMC - YPrint - 2024Document45 pagesVDA - New MSA - VDA - QMC - YPrint - 2024Quality System SMGNo ratings yet
- Catalog FISCHERDocument104 pagesCatalog FISCHERAdisssonNo ratings yet
- Cupcake Build Sequence - Batch 10Document171 pagesCupcake Build Sequence - Batch 10Luciano de Souza FerreiraNo ratings yet
- User S Manual: Questions?Document28 pagesUser S Manual: Questions?Anonymous KSedwANo ratings yet
- Engineering Graphics (310) Syllabus For Class 12Document2 pagesEngineering Graphics (310) Syllabus For Class 12Faltu YadavNo ratings yet
- Part Book Atex CrawlerDocument31 pagesPart Book Atex Crawleragus subektiNo ratings yet
- Ropes For Material TransportationDocument6 pagesRopes For Material TransportationJuanc Contreras FNo ratings yet
- Pipe Fitting Dimensions CatalogueDocument22 pagesPipe Fitting Dimensions CatalogueMuhammad AfzaalNo ratings yet
- How to Read a Screw Thread Callout in 5 StepsDocument4 pagesHow to Read a Screw Thread Callout in 5 StepsthakrarhitsNo ratings yet
- Nikken Slim ChuckDocument16 pagesNikken Slim ChuckJohn SavioNo ratings yet
- Yanmar 6aym-SteDocument325 pagesYanmar 6aym-SteQanaya ThalitaNo ratings yet
- Parts List - Service Manual 969430401 - MAT 500 - R534 - enDocument2 pagesParts List - Service Manual 969430401 - MAT 500 - R534 - enharrykgs7No ratings yet
- Ringfeder: Locking AssembliesDocument12 pagesRingfeder: Locking AssembliesTran DucNo ratings yet