You might also like
- Jeppesen Powerplant Textbook4Document728 pagesJeppesen Powerplant Textbook4sat011291% (11)
- Ansi Asse Z359.15 2014 PDFDocument48 pagesAnsi Asse Z359.15 2014 PDFrengenier2750% (2)
- Astm D2321Document12 pagesAstm D2321Emre AkınayNo ratings yet
- Astm E154 PDFDocument7 pagesAstm E154 PDFIshtiaq Hussain100% (1)
- C923 08 (2013)Document3 pagesC923 08 (2013)diego rodriguezNo ratings yet
- Astm F-1962 PDFDocument18 pagesAstm F-1962 PDFKenNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Aashto M294Document19 pagesAashto M294asdrecv100% (1)
- Astm D2321 (2000) PDFDocument10 pagesAstm D2321 (2000) PDFMohammad Rawoof100% (1)
- Astm F714Document12 pagesAstm F714juan100% (1)
- Astm F 480Document26 pagesAstm F 480ViswanathNo ratings yet
- Alpema Standards 3ed 2010Document86 pagesAlpema Standards 3ed 2010Jose Torres100% (2)
- Acceptance of Evidence Based On The Results of Probability SamplingDocument6 pagesAcceptance of Evidence Based On The Results of Probability SamplingdgkmurtiNo ratings yet
- Static Load Testing of Truss Assemblies: Standard Practice ForDocument5 pagesStatic Load Testing of Truss Assemblies: Standard Practice FordgkmurtiNo ratings yet
- VOLVO SD45D SINGLE-DRUM ROLLER Service Repair Manual PDFDocument15 pagesVOLVO SD45D SINGLE-DRUM ROLLER Service Repair Manual PDFfjjsjekdmme100% (1)
- Buckling ExamplesDocument5 pagesBuckling ExamplesSrivatsan SampathNo ratings yet
- Aashto M 294-15Document17 pagesAashto M 294-15Leonardo MonteroNo ratings yet
- Aashto M 252-09 (2012)Document11 pagesAashto M 252-09 (2012)HongHaiDuongNo ratings yet
- PDFDocument12 pagesPDFGovindan PerumalNo ratings yet
- Underground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow ApplicationsDocument12 pagesUnderground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow ApplicationsPedro TorresNo ratings yet
- F2720F2720MDocument7 pagesF2720F2720MQUALITY MAYURNo ratings yet
- Underground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow ApplicationsDocument10 pagesUnderground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow ApplicationsDavid SolisNo ratings yet
- D 3517 - 19 ResinDocument13 pagesD 3517 - 19 ResinNeeraj kumarNo ratings yet
- Resilient Connectors Between Reinforced Concrete Manhole Structures and Corrugated High Density Polyethylene Drainage PipesDocument3 pagesResilient Connectors Between Reinforced Concrete Manhole Structures and Corrugated High Density Polyethylene Drainage PipesAhmad Zubair Rasuly100% (1)
- ASTM F894-19Document11 pagesASTM F894-19JC BoulangerNo ratings yet
- "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Sewer and Industrial Pressure PipeDocument14 pages"Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Sewer and Industrial Pressure Pipebassl.elkingNo ratings yet
- Astm F894Document11 pagesAstm F894Emre AkınayNo ratings yet
- D2321-14e1 Standard Practice For Underground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow ApplicationsDocument12 pagesD2321-14e1 Standard Practice For Underground Installation of Thermoplastic Pipe For Sewers and Other Gravity-Flow Applicationsastewayb_964354182No ratings yet
- MP 20 PDFDocument14 pagesMP 20 PDFAshraf TomizehNo ratings yet
- C1479 Hlja5316Document9 pagesC1479 Hlja5316Brisa YulietNo ratings yet
- ASTM D2321 14e1Document6 pagesASTM D2321 14e1tosheNo ratings yet
- Corrugated High Density Polyethylene (HDPE) Grease Interceptor TanksDocument4 pagesCorrugated High Density Polyethylene (HDPE) Grease Interceptor Tanksastewayb_964354182No ratings yet
- Astm D-3840 - 01Document9 pagesAstm D-3840 - 01Bipin SasikumarNo ratings yet
- ASTM D5813 Standard Spec For Cured in Place Thermosetting Resin Sewer Piping SystemsDocument4 pagesASTM D5813 Standard Spec For Cured in Place Thermosetting Resin Sewer Piping SystemsruletherockNo ratings yet
- F 2562 - F 2562M - 15Document7 pagesF 2562 - F 2562M - 15jose floresNo ratings yet
- Astm D 3517 - 2006Document12 pagesAstm D 3517 - 2006Guido KünstlerNo ratings yet
- ASTM D3754 Tuberia de Fibra de VIdirio para Sistemas Industriales y A PresiónDocument14 pagesASTM D3754 Tuberia de Fibra de VIdirio para Sistemas Industriales y A PresiónalexagoNo ratings yet
- Astm - D4097-01 PDFDocument17 pagesAstm - D4097-01 PDFJEAN PIERENo ratings yet
- Polypropylene (PP) Corrugated Wall Stormwater Collection ChambersDocument7 pagesPolypropylene (PP) Corrugated Wall Stormwater Collection Chambersastewayb_964354182No ratings yet
- Astm F121609Document8 pagesAstm F121609faisaltmNo ratings yet
- D 5139 - 12Document3 pagesD 5139 - 12Gerónimo PerazzoNo ratings yet
- Application of New Spray Applied Polyurethane Foam and Coated Roofing SystemsDocument7 pagesApplication of New Spray Applied Polyurethane Foam and Coated Roofing SystemsMohammad YaseenNo ratings yet
- F 1055 - 98 RjewntutotgDocument9 pagesF 1055 - 98 RjewntutotgMMNo ratings yet
- Astm D2321-20Document3 pagesAstm D2321-20Jonel TorresNo ratings yet
- Iapmo Is 26 2006Document3 pagesIapmo Is 26 2006densrxNo ratings yet
- D 3307 - 04 - RDMZMDCDocument5 pagesD 3307 - 04 - RDMZMDCdanoninoNo ratings yet
- Astm d2310Document3 pagesAstm d2310ashams492100% (1)
- ASTM F1962-11 Standard Guide For Use of Maxi-Horizontal Directional Drilling For Placement of Polyethylene Pipe or Conduit UnderDocument18 pagesASTM F1962-11 Standard Guide For Use of Maxi-Horizontal Directional Drilling For Placement of Polyethylene Pipe or Conduit Under仲达No ratings yet
- ASTM D4097.tbxn1468Document17 pagesASTM D4097.tbxn1468Umut Sinan ÇetinbaşNo ratings yet
- D3517Document11 pagesD3517Cristhian AndresNo ratings yet
- Astm F894Document9 pagesAstm F894Hernando Andrés Ramírez Gil100% (1)
- D 3754 PDFDocument14 pagesD 3754 PDFlidiya f100% (1)
- ASTM D 3517-04 Standard Specification For Fiberglass Pressure PipeDocument12 pagesASTM D 3517-04 Standard Specification For Fiberglass Pressure Pipeoscar rdzNo ratings yet
- Astm-D3517pdf CompressDocument12 pagesAstm-D3517pdf CompressLadyl BernabeNo ratings yet
- "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Pressure PipeDocument13 pages"Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Pressure PipeAkbar ShaikNo ratings yet
- Astm - D 3262-04Document9 pagesAstm - D 3262-04Wen ZhuNo ratings yet
- ASTM D2321 UndergroundInstallationforGravityFlowDocument11 pagesASTM D2321 UndergroundInstallationforGravityFlowGerardo Lopez GochiNo ratings yet
- D 2751 - 96 - Rdi3nte - PDFDocument6 pagesD 2751 - 96 - Rdi3nte - PDFEnrike GarciaNo ratings yet
- D4097. 2010 Tanques Fabricados em Fibra de VidroDocument16 pagesD4097. 2010 Tanques Fabricados em Fibra de VidroAugusto AndréNo ratings yet
- D2996 (1) Filament Wound FRP Pipe PDFDocument6 pagesD2996 (1) Filament Wound FRP Pipe PDFDavid MoroniNo ratings yet
- D 5813 - 04 (2012)Document4 pagesD 5813 - 04 (2012)gt toniNo ratings yet
- F2618-15 Standard Specification For Chlorinated Poly (Vinyl Chloride) (CPVC) Pipe and Fittings For Chemical Waste Drainage SystemsDocument7 pagesF2618-15 Standard Specification For Chlorinated Poly (Vinyl Chloride) (CPVC) Pipe and Fittings For Chemical Waste Drainage SystemsMohamedNo ratings yet
- D 2241 - 04 - Rdiynde - PDFDocument9 pagesD 2241 - 04 - Rdiynde - PDFAndre CasteloNo ratings yet
- Poly (Vinyl Chloride) (PVC) Plastic Drain, Waste, and Vent (DWV) Pipe and Fittings Having Post-Industrial Recycle ContentDocument7 pagesPoly (Vinyl Chloride) (PVC) Plastic Drain, Waste, and Vent (DWV) Pipe and Fittings Having Post-Industrial Recycle Contentastewayb_964354182No ratings yet
- Astm D2996 01Document3 pagesAstm D2996 01Zakaria MOKARAMNo ratings yet
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument7 pagesCastings, Nickel and Nickel Alloy: Standard Specification FordgkmurtiNo ratings yet
- A99 - 03 (2019) Standard Specs For Ferromanganese PDFDocument3 pagesA99 - 03 (2019) Standard Specs For Ferromanganese PDFĐặng Anh TrungNo ratings yet
- A 29 - A 29M - 16Document17 pagesA 29 - A 29M - 16Isabel Christina Gonzalez MoralesNo ratings yet
- A 5.01Document19 pagesA 5.01dgkmurtiNo ratings yet
- A 34 - A 34M - 06 (2018)Document4 pagesA 34 - A 34M - 06 (2018)AAYNo ratings yet
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceDocument7 pagesSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServicedgkmurtiNo ratings yet
- A 105 - A 105M - 03 Qtewns9bmta1tqDocument5 pagesA 105 - A 105M - 03 Qtewns9bmta1tqLuis Armando Palacios VargasNo ratings yet
- A 31 - 14 PDFDocument4 pagesA 31 - 14 PDFKibarNo ratings yet
- Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel PipesDocument13 pagesSeamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipesdgkmurti100% (1)
- Sizing and Counting Particulate Contaminant in and On Clean Room GarmentsDocument7 pagesSizing and Counting Particulate Contaminant in and On Clean Room GarmentsdgkmurtiNo ratings yet
- A 2 - 02 (2014) PDFDocument3 pagesA 2 - 02 (2014) PDFpiziyuNo ratings yet
- ALPEMA Standard For Brazed Aluminium Plate-Fin Heat ExchangerDocument86 pagesALPEMA Standard For Brazed Aluminium Plate-Fin Heat ExchangerdgkmurtiNo ratings yet
- ALPEMA Standard For Brazed Aluminium Plate-Fin Heat Exchanger Addendum - To - 3rd - Edition Sep2020Document5 pagesALPEMA Standard For Brazed Aluminium Plate-Fin Heat Exchanger Addendum - To - 3rd - Edition Sep2020dgkmurtiNo ratings yet
- 2210.1 2010Document29 pages2210.1 2010dgkmurtiNo ratings yet
- Classing Subsea PipelinesDocument174 pagesClassing Subsea PipelinesdgkmurtiNo ratings yet
- Aluminum Oxide Powder: Standard Specification ForDocument2 pagesAluminum Oxide Powder: Standard Specification FordgkmurtiNo ratings yet
- F50 12Document6 pagesF50 12dgkmurtiNo ratings yet
- F25Document9 pagesF25dgkmurtiNo ratings yet
- F022 PDFDocument2 pagesF022 PDFChienNo ratings yet
- F0023Document10 pagesF0023vuqar0979No ratings yet
- Carbonized Nickel Strip and Carbonized Nickel-Plated and Nickel-Clad Steel Strip For Electron TubesDocument2 pagesCarbonized Nickel Strip and Carbonized Nickel-Plated and Nickel-Clad Steel Strip For Electron TubesdgkmurtiNo ratings yet
- F3 PDFDocument3 pagesF3 PDFdgkmurtiNo ratings yet
- F0014Document4 pagesF0014vuqar0979No ratings yet
- F0015 PDFDocument7 pagesF0015 PDFvuqar0979No ratings yet
- Rapid Indentation Hardness Testing of Metallic Materials: Standard Practice ForDocument5 pagesRapid Indentation Hardness Testing of Metallic Materials: Standard Practice Fordgkmurti100% (1)
- Unit - III FREE VIBRATIONDocument41 pagesUnit - III FREE VIBRATIONHemaNo ratings yet
- Dokumen - Tips Dv200 Manual Master1Document45 pagesDokumen - Tips Dv200 Manual Master1Fermín Duarte RodríguezNo ratings yet
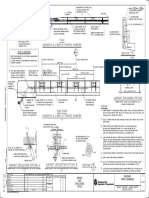
- Bridge Engineering Drawings 10.2 - A3 - 3Document1 pageBridge Engineering Drawings 10.2 - A3 - 3Adnan NajemNo ratings yet
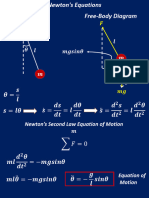
- Simple Pendulum Modelling Simulation 1686477167Document12 pagesSimple Pendulum Modelling Simulation 1686477167durssiNo ratings yet
- Hazards of SteamDocument25 pagesHazards of SteamGilles Mathieu100% (3)
- 2KJ3203Document1 page2KJ3203Banupriya BalasubramanianNo ratings yet
- 023 Interstage Cooling PDFDocument7 pages023 Interstage Cooling PDFAnalytics ClubNo ratings yet
- Design of Walls and Shear WallsDocument19 pagesDesign of Walls and Shear WallsMay100% (1)
- Air Conditioning SystemDocument46 pagesAir Conditioning SystemNurFarahinZakariahNo ratings yet
- Shell Turbo Oil T32: Performance, Features & BenefitsDocument2 pagesShell Turbo Oil T32: Performance, Features & BenefitsElias GabrielNo ratings yet
- Finite Volume Data PresentationDocument35 pagesFinite Volume Data PresentationTarık YılmazNo ratings yet
- Asphalt Mixture Technology PDFDocument50 pagesAsphalt Mixture Technology PDFAhmedMahir100% (1)
- NASA 1228 Fastener Design ManualDocument98 pagesNASA 1228 Fastener Design Manualjeddins_1No ratings yet
- 7.62x51 Mil ManualDocument37 pages7.62x51 Mil ManualStephenPowersNo ratings yet
- Design and Development of A Colour Sensi PDFDocument113 pagesDesign and Development of A Colour Sensi PDFVũ Mạnh CườngNo ratings yet
- 07we Bond Worked Example Anchored Sheet Pile WallDocument12 pages07we Bond Worked Example Anchored Sheet Pile WallPacoNo ratings yet
- Mastering Physics - Change of Phase (Temperature), Sound LabDocument10 pagesMastering Physics - Change of Phase (Temperature), Sound LabpalparasNo ratings yet
- Flow Past Immersed ObjectivesDocument45 pagesFlow Past Immersed ObjectivesjassimNo ratings yet
- Ah 100 Technical PDFDocument526 pagesAh 100 Technical PDFAnonymous 9TYJjFNo ratings yet
- Tuberia Espaciador RACI 1Document16 pagesTuberia Espaciador RACI 1RicNo ratings yet
- ASB 412-09-137A Page 1 of 10 Approved For Public ReleaseDocument10 pagesASB 412-09-137A Page 1 of 10 Approved For Public Releasesebastian eduardoNo ratings yet
- Thermodynamics 2 Module #2 Ideal and Actual Reheat Rankine CycleDocument25 pagesThermodynamics 2 Module #2 Ideal and Actual Reheat Rankine CycleJohn Rexel CaroNo ratings yet
- Subroutine For Cohesive ElementDocument41 pagesSubroutine For Cohesive ElementBhushanRaj100% (1)
- Technical Data Sheet Mpt16La 220-240V 50Hz 1 R404A: Compressor Model Voltage RefrigerantDocument4 pagesTechnical Data Sheet Mpt16La 220-240V 50Hz 1 R404A: Compressor Model Voltage RefrigerantmustafaNo ratings yet
- GAS Chlorinators: The Most Durable Gas Chlorinator On The MarketDocument4 pagesGAS Chlorinators: The Most Durable Gas Chlorinator On The MarketAl Patrick Dela CalzadaNo ratings yet
- Eaton Vickers PVQ Piston Pumps GuideDocument6 pagesEaton Vickers PVQ Piston Pumps GuideRodolfo Rodriguez VargasNo ratings yet
- Chapter 4 DC MachinesDocument80 pagesChapter 4 DC MachinesKorsa KorsaNo ratings yet