You might also like
- Safety Safety: No Near Miss Logged 20-21 FY in Assembly & Machine ShopDocument17 pagesSafety Safety: No Near Miss Logged 20-21 FY in Assembly & Machine ShopSudip RoyNo ratings yet
- Boq For 160 KLD Arvindo Hospital, Jaitpura, Shibu Enterprises.Document10 pagesBoq For 160 KLD Arvindo Hospital, Jaitpura, Shibu Enterprises.Anshika RaiNo ratings yet
- BOMAG Original Cutting Tools PDFDocument36 pagesBOMAG Original Cutting Tools PDFchristophe laurensNo ratings yet
- Katalog Kontrolnika JBODocument24 pagesKatalog Kontrolnika JBOzvezdan bilanovicNo ratings yet
- Martin QC1™ Cleaner XHD: Technical Data SheetDocument4 pagesMartin QC1™ Cleaner XHD: Technical Data SheetGerges RamzyNo ratings yet
- Advances in Oil & Gas DrillingDocument35 pagesAdvances in Oil & Gas DrillingKhanzzNo ratings yet
- R Y B Average Units/day/Machin e MC #1 3.78 3.12 2.76 3.220 52.70Document3 pagesR Y B Average Units/day/Machin e MC #1 3.78 3.12 2.76 3.220 52.70praveenchinnaNo ratings yet
- Pump Protection Suction GrindingDocument4 pagesPump Protection Suction GrindingMatthew LowreyNo ratings yet
- Welcome To Kushal Foods PVT LTD KANPUR Dehat, Uttar PradeshDocument31 pagesWelcome To Kushal Foods PVT LTD KANPUR Dehat, Uttar PradeshPrateek AgarwalNo ratings yet
- 511bm1-Ball MillDocument6 pages511bm1-Ball Millsaberma tecnical officeNo ratings yet
- Bit Spec 092 Mdi616Document1 pageBit Spec 092 Mdi616Ahmed ElwanyNo ratings yet
- OP-SBD-001-T-02 Weekly Rock Tools RequisitionDocument12 pagesOP-SBD-001-T-02 Weekly Rock Tools RequisitionJoseph TemboNo ratings yet
- Facet Filtration Group Bws Cps B Mkiiiebm14xDocument3 pagesFacet Filtration Group Bws Cps B Mkiiiebm14xRubén Rodríguez MorenoNo ratings yet
- Design and Fabrication of Combination Boring BarDocument9 pagesDesign and Fabrication of Combination Boring BarMd. Alam HasnatNo ratings yet
- CNC Fiber Laser Cutter For Cutting Plate and Tube 3015 1000WDocument16 pagesCNC Fiber Laser Cutter For Cutting Plate and Tube 3015 1000WSot DesignNo ratings yet
- Certificado de Calidad GeomallaDocument4 pagesCertificado de Calidad GeomallaAlberto Hernández MartinezNo ratings yet
- Millsheet Pipa Spindo - 01Document4 pagesMillsheet Pipa Spindo - 01Mellany SeprinaNo ratings yet
- 084 AT507X - Stylesheet PDFDocument1 page084 AT507X - Stylesheet PDFLeonardo BarriosNo ratings yet
- As 59651 GT C 600542 GB WW 0126-1 PDFDocument20 pagesAs 59651 GT C 600542 GB WW 0126-1 PDFHoàngNo ratings yet
- Sova (Lanzadoras)Document2 pagesSova (Lanzadoras)baq_169513No ratings yet
- STP Design Report - IndiqubeDocument20 pagesSTP Design Report - IndiqubeRajkishore NayakNo ratings yet
- Grit RemovalDocument5 pagesGrit Removalmuhd pidotNo ratings yet
- 422 Paper Om AWJM From AIMTDRDocument5 pages422 Paper Om AWJM From AIMTDRRAJARAM KUMAR GUPTANo ratings yet
- cp1210 SpecsDocument2 pagescp1210 Specsyoucef alimNo ratings yet
- Shredder / Granulator Combination: y y y yDocument8 pagesShredder / Granulator Combination: y y y yMIGUEL ANGEL BUITRAGO PARRANo ratings yet
- 2019 CP Range Guide LR - PDDocument16 pages2019 CP Range Guide LR - PDmoisesNo ratings yet
- Top Hammer Drill - Productos - Furukawa Rock DrillDocument1 pageTop Hammer Drill - Productos - Furukawa Rock DrillMiguel FiallosNo ratings yet
- 086 Datasheet16531Document1 page086 Datasheet16531pendexxNo ratings yet
- Presentation - China and Russia - Final 01.11.2019Document38 pagesPresentation - China and Russia - Final 01.11.2019kaustavNo ratings yet
- Hollow Fibre MBR - 30 MLDDocument8 pagesHollow Fibre MBR - 30 MLDakshay salviNo ratings yet
- Bentomat STDocument1 pageBentomat STDanilo Rojas MartinezNo ratings yet
- Powerroc T25 DCDocument5 pagesPowerroc T25 DCyoatximNo ratings yet
- Ficha Tecnica Material BcoDocument1 pageFicha Tecnica Material BcoDaniel NavaNo ratings yet
- Tornardeepwaterbopcleaner 1 PDFDocument2 pagesTornardeepwaterbopcleaner 1 PDFJoan StewartNo ratings yet
- Drilling Bit 8.5 QD505XXDocument1 pageDrilling Bit 8.5 QD505XXRene Torres HinojosaNo ratings yet
- Test Report-Inter Locking Paver BlockDocument9 pagesTest Report-Inter Locking Paver Blockudit shahNo ratings yet
- Aliva-Converto Repro 2015 en WebDocument2 pagesAliva-Converto Repro 2015 en WebSiradech SuritNo ratings yet
- MeasurementDocument6 pagesMeasurementCuan HappyNo ratings yet
- CNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BDocument15 pagesCNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BFodor Attila BotondNo ratings yet
- InsertDocument48 pagesInsertJagdish RanaNo ratings yet
- 8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsDocument1 page8.5 In. (215.9 MM) TD506X: Hughes Christensen Talon™ PDC BitsLeonardo BarriosNo ratings yet
- Brosur NF 200Document2 pagesBrosur NF 200lishonNo ratings yet
- Car Steel Wheel Coating Line Technical Proposal (Vietnam)Document68 pagesCar Steel Wheel Coating Line Technical Proposal (Vietnam)Gâu GâuNo ratings yet
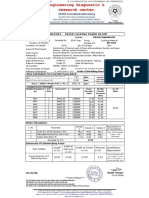
- FIR No. JSL-KAN-OGC-92091-FIR-189 Insp. Date. 19.02.2021Document2 pagesFIR No. JSL-KAN-OGC-92091-FIR-189 Insp. Date. 19.02.2021kbpatel123No ratings yet
- Hospet Steels Limited, KoppalDocument21 pagesHospet Steels Limited, KoppalSagar GNo ratings yet
- Kubota MBR TechDocument48 pagesKubota MBR Techcharles samsonNo ratings yet
- Irjet V5i1098Document5 pagesIrjet V5i1098Trieu Nguyen KhoaNo ratings yet
- ReNEW Series Fact SheetDocument4 pagesReNEW Series Fact Sheetjpsingh75No ratings yet
- Pressure Switches: VacuumDocument5 pagesPressure Switches: VacuumTomas VargasNo ratings yet
- Analisis Penggunaan Bit For ChevronDocument15 pagesAnalisis Penggunaan Bit For Chevronfaishal hafizhNo ratings yet
- Bored Pile BBS (8m) - Jan 30, 2019Document2 pagesBored Pile BBS (8m) - Jan 30, 2019Jimmy PimentelNo ratings yet
- L-1 PDFDocument5 pagesL-1 PDFDamas ChachaNo ratings yet
- 6in TBRS613Document1 page6in TBRS613pendexxNo ratings yet
- Bhaggyam Pragathi - STP 180KLD Technical DetailsDocument18 pagesBhaggyam Pragathi - STP 180KLD Technical DetailsenvsandyNo ratings yet
- Spe Rss Workshop Brisbane21oct15-Distribution Version - HoanvluuDocument47 pagesSpe Rss Workshop Brisbane21oct15-Distribution Version - HoanvluuNestorMenesesPinto100% (2)
- CNC Tapping CenterDocument6 pagesCNC Tapping CenterJovelyn MillaresNo ratings yet
- CEFOR™ 1221P: Linear Low Density Polyethylene ResinDocument3 pagesCEFOR™ 1221P: Linear Low Density Polyethylene ResincuppycuppycupNo ratings yet
- Product Data Sheet E'GRID SX2020: Bi-Axial GeogridDocument1 pageProduct Data Sheet E'GRID SX2020: Bi-Axial GeogridRobert Gomez FlorNo ratings yet
- FLC 3015AJ BrochureDocument8 pagesFLC 3015AJ BrochuremehrdadgeminiNo ratings yet
- Operations ManagementDocument211 pagesOperations ManagementdinesattriNo ratings yet
- 7QC Tools1Document165 pages7QC Tools1dinesattriNo ratings yet
- Welcome: Vendor COP MeetDocument62 pagesWelcome: Vendor COP MeetdinesattriNo ratings yet
- HIRA For Work at HeightDocument4 pagesHIRA For Work at Heightdinesattri100% (1)
- S.D. Engrs ProfileDocument9 pagesS.D. Engrs ProfiledinesattriNo ratings yet
- EmbossingDocument10 pagesEmbossingdinesattriNo ratings yet
- Ilide - Info Msil Audit Cheklist 16 PRDocument39 pagesIlide - Info Msil Audit Cheklist 16 PRdinesattriNo ratings yet
- Emotional IntelligenceDocument66 pagesEmotional IntelligencedinesattriNo ratings yet
- CNC Programming Intro & Code PDFDocument127 pagesCNC Programming Intro & Code PDFAswath SridharNo ratings yet
- SPHE8281DDocument35 pagesSPHE8281Ddiego-tNo ratings yet
- Canon Ir8070 Error Codes List PDFDocument18 pagesCanon Ir8070 Error Codes List PDFGirish KumarNo ratings yet
- Blue A Ks2 Test3Document6 pagesBlue A Ks2 Test3Mateo García-PumarinoNo ratings yet
- Forensic Module 2 MidtermDocument27 pagesForensic Module 2 MidtermAdrias IvanNo ratings yet
- GX30G Non EU (150113) - ??Document2 pagesGX30G Non EU (150113) - ??ggpetNo ratings yet
- Design MatrixDocument1 pageDesign MatrixThakur Kali DassNo ratings yet
- Python Cheat SheetDocument11 pagesPython Cheat SheetWasswa OpioNo ratings yet
- Dwnload Full Business Research Methods 9th Edition Zikmund Solutions Manual PDFDocument35 pagesDwnload Full Business Research Methods 9th Edition Zikmund Solutions Manual PDFerichuel33a100% (14)
- Analysis of The Flow Induced by Air-Bubble SystemsDocument16 pagesAnalysis of The Flow Induced by Air-Bubble SystemsStephany CamacaroNo ratings yet
- 2 ID FansDocument43 pages2 ID Fansshubham vermaNo ratings yet
- Lesson Outline: Introduction To LeadershipDocument2 pagesLesson Outline: Introduction To LeadershipAmritpal SinghNo ratings yet
- ABB High Speed Directional Relays PDFDocument28 pagesABB High Speed Directional Relays PDFking_electricalNo ratings yet
- MSA 516 Application Controls PowerPoint PresentationDocument21 pagesMSA 516 Application Controls PowerPoint PresentationPrince Ric100% (1)
- 제8차 전력수급기본계획Document51 pages제8차 전력수급기본계획김명근No ratings yet
- SIP Report-PRATYUSH (1950-113) - 1Document49 pagesSIP Report-PRATYUSH (1950-113) - 1LOKESH KUMAR SINHANo ratings yet
- Lesson Plan #4 - Electrostatic ForceDocument4 pagesLesson Plan #4 - Electrostatic Forcedmart033100% (1)
- MANUALrev Fviewing 1Document12 pagesMANUALrev Fviewing 1saleossNo ratings yet
- Physiological, Anthropometric, and Motor Characteristics of Elite Chinese Youth Athletes From Six Different SportsDocument12 pagesPhysiological, Anthropometric, and Motor Characteristics of Elite Chinese Youth Athletes From Six Different SportsRafida I CNo ratings yet
- PMRC Mar Va 115Document11 pagesPMRC Mar Va 115adamsaufimahmud1988No ratings yet
- Ludo (Sorry) - Game StrategyDocument8 pagesLudo (Sorry) - Game Strategysuperyoopy100% (1)
- Executive Leadership: Artificial Intelligence Primer For 2021Document10 pagesExecutive Leadership: Artificial Intelligence Primer For 2021ranga.raman100% (1)
- Chapter 4Document8 pagesChapter 4azmerawNo ratings yet
- Bird Et Al (2005)Document11 pagesBird Et Al (2005)Ewan MurrayNo ratings yet
- RESEARCH FORM and STYLEDocument8 pagesRESEARCH FORM and STYLEKristian Karl Bautista Kiw-isNo ratings yet
- ContemporaryDocument2 pagesContemporaryAlbert PaggaoNo ratings yet
- Beechcraft B200 POH - 05. Supplemental InfoDocument8 pagesBeechcraft B200 POH - 05. Supplemental InfoAgustinNo ratings yet
- Planer MachineDocument37 pagesPlaner Machinemechfame89% (9)
- First Aid For Accident With HFC/HCFCDocument2 pagesFirst Aid For Accident With HFC/HCFCSrini VasanNo ratings yet
- LAtihan Ujian Inggris MinatDocument13 pagesLAtihan Ujian Inggris MinatDfzh HhNo ratings yet