You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Design and Analysis of Pipe Bending MachineDocument7 pagesDesign and Analysis of Pipe Bending MachineSelahadin Al AyubNo ratings yet
- IJCRT2305283Document6 pagesIJCRT2305283rrpatil1221No ratings yet
- 1 PDFDocument11 pages1 PDFmahendraNo ratings yet
- IJCRTICGT019Document6 pagesIJCRTICGT019Azeb TeklemariamNo ratings yet
- Design and Manufacture of A Hydraulic ExDocument10 pagesDesign and Manufacture of A Hydraulic ExRamdas JoshiNo ratings yet
- Machining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelDocument8 pagesMachining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelIJRASETPublicationsNo ratings yet
- Paperpublished STM 2023-Versão3Document11 pagesPaperpublished STM 2023-Versão3Filipe PossamaiNo ratings yet
- Paperpublished STM 2023-Versão1Document11 pagesPaperpublished STM 2023-Versão1Filipe PossamaiNo ratings yet
- Paperpublished STM 2023-Versão5Document11 pagesPaperpublished STM 2023-Versão5Filipe PossamaiNo ratings yet
- Paperpublished STM 2023-Versão4Document11 pagesPaperpublished STM 2023-Versão4Filipe PossamaiNo ratings yet
- FEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationDocument6 pagesFEA and Wear Rate Analysis of Nano Coated HSS Tools For Industrial ApplicationpawanrajNo ratings yet
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisDocument10 pagesA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariNo ratings yet
- Summary of Cutting Data For Hole in Rotation Component: Material DetailsDocument6 pagesSummary of Cutting Data For Hole in Rotation Component: Material DetailsdullecncNo ratings yet
- Simulation of High Pressure Die Casting Process For Identifying and Minimising DefectsDocument10 pagesSimulation of High Pressure Die Casting Process For Identifying and Minimising DefectsSrashmiNo ratings yet
- Friction & Wear Monitoring of Sintered Spherical Iron Bush of Radiator FanDocument8 pagesFriction & Wear Monitoring of Sintered Spherical Iron Bush of Radiator FanIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Comparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingDocument10 pagesComparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingIJRASETPublicationsNo ratings yet
- CNC Fiber Laser Cutter For Cutting Plate and Tube 3015 1000WDocument16 pagesCNC Fiber Laser Cutter For Cutting Plate and Tube 3015 1000WSot DesignNo ratings yet
- Experimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationDocument13 pagesExperimental Investigation of Mustard Oil Based Nano Cutting Fluid On CNC Turning OperationIJRASETPublicationsNo ratings yet
- Planetary Gearboxes For Mobile Applications Hydrotrac GFT Series 20Document4 pagesPlanetary Gearboxes For Mobile Applications Hydrotrac GFT Series 20Anonymous lIJl27QBXLNo ratings yet
- 02 TL-SH32-0001 Hydraulic Stage Cementing ToolDocument7 pages02 TL-SH32-0001 Hydraulic Stage Cementing ToolMaria ArdilaNo ratings yet
- Design and Analysis of Progressive Tool For U-Bracket of Power Meter CabinetDocument7 pagesDesign and Analysis of Progressive Tool For U-Bracket of Power Meter CabinetVineela ChNo ratings yet
- Surface Grinding Characteristics of Ti-6Al-4V Alloy: Aritras Roy, Kanchan Maji, Sudin Kumar KunduDocument10 pagesSurface Grinding Characteristics of Ti-6Al-4V Alloy: Aritras Roy, Kanchan Maji, Sudin Kumar KunduSudin Kumar KunduNo ratings yet
- Minex - S Permanent Magnetic Coupling: KTR-N Sheet: Edition: 46510 EN 1 of 20 5Document20 pagesMinex - S Permanent Magnetic Coupling: KTR-N Sheet: Edition: 46510 EN 1 of 20 5HyungTae JangNo ratings yet
- FTM Company Quotation List For Megnectic Separtor For 20th - 20231201100158Document9 pagesFTM Company Quotation List For Megnectic Separtor For 20th - 20231201100158feyselagencyNo ratings yet
- 0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableDocument3 pages0361TQ BS EN 60332-1-2 BS 638: Orange Welding CableFacundo ArlistanNo ratings yet
- Smart In-Line Inspection SystemDocument6 pagesSmart In-Line Inspection SystemIJRASETPublicationsNo ratings yet
- Echnical Information: Oncept and Main ApplicationsDocument15 pagesEchnical Information: Oncept and Main ApplicationsJózek JózekNo ratings yet
- Production - Technology Lab Manual 181903Document29 pagesProduction - Technology Lab Manual 181903jhpatelNo ratings yet
- Flange CalculationDocument48 pagesFlange CalculationAndi SuntoroNo ratings yet
- Optimization of Minimum Quantity Lubricant (MQL) Conditions in Milling of Mild SteelDocument6 pagesOptimization of Minimum Quantity Lubricant (MQL) Conditions in Milling of Mild SteelputtaNo ratings yet
- International Engineering Journal For Research & DevelopmentDocument13 pagesInternational Engineering Journal For Research & Developmentdinosaur x-drakeNo ratings yet
- Reference Photo: 6 In. (152.4mm) HCD406ZDocument1 pageReference Photo: 6 In. (152.4mm) HCD406ZahmedNo ratings yet
- Hertel Indexable InsertsDocument2 pagesHertel Indexable InsertsDamir MarijanovicNo ratings yet
- Design of Gears For Drilling MachineDocument10 pagesDesign of Gears For Drilling MachineRohan Julian FrancisNo ratings yet
- Effect of approach angle in face milling using tungsten carbide toolDocument14 pagesEffect of approach angle in face milling using tungsten carbide toolRohit VanapalliNo ratings yet
- 6 V May 2018Document12 pages6 V May 2018A 60 Rohan bansiyarNo ratings yet
- Performance Analysis of Mixed Flow Pump Impeller Using CFDDocument6 pagesPerformance Analysis of Mixed Flow Pump Impeller Using CFDFauzi AkmalNo ratings yet
- 2 67 1587472886 2.ijmperdjun20202Document12 pages2 67 1587472886 2.ijmperdjun20202TJPRC PublicationsNo ratings yet
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- RVP 16 - 300 P 9050063 enDocument5 pagesRVP 16 - 300 P 9050063 enMartin NelsonNo ratings yet
- Titanium Impeller Welding MKTG RevBDocument6 pagesTitanium Impeller Welding MKTG RevBKatie RamirezNo ratings yet
- A Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineDocument4 pagesA Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineIJARP PublicationsNo ratings yet
- MFT II ME 8451 Watermark ImpDocument188 pagesMFT II ME 8451 Watermark ImpjssrikantamurthyNo ratings yet
- Service Data: Trimmer/BrushcutterDocument7 pagesService Data: Trimmer/BrushcutterrexNo ratings yet
- Report On Sheet Metal FabricationDocument30 pagesReport On Sheet Metal FabricationM.A.K. S. Pathan97% (34)
- Experimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolDocument7 pagesExperimental Investigation of Tool Life and Surface Roughness During CNC Turning Using Single Point Cutting ToolIJRASETPublicationsNo ratings yet
- SOP-DUTA-CONS-1 Steel Structure Fabrication & Erection Procedure Rev.1Document22 pagesSOP-DUTA-CONS-1 Steel Structure Fabrication & Erection Procedure Rev.1marifa tullah80% (5)
- Twin Shaft ShredderDocument88 pagesTwin Shaft ShredderZach Loves Sana0% (1)
- LRzat-2Document14 pagesLRzat-2Ahmad ZulkhairiNo ratings yet
- TMT Bar Bending Machine Project ReportDocument46 pagesTMT Bar Bending Machine Project ReportPrajay BhavsarNo ratings yet
- V4i2 Ijertv4is020814Document3 pagesV4i2 Ijertv4is020814hari0118No ratings yet
- Multi Grooving ToolsDocument12 pagesMulti Grooving ToolsSyawatulshuhada SyawalNo ratings yet
- Production Prepartion ProjectDocument9 pagesProduction Prepartion Projectpiu bangbangNo ratings yet
- Robotic and CNC Deburring Tools: NEW CatalogDocument12 pagesRobotic and CNC Deburring Tools: NEW Catalogspace2kNo ratings yet
- Design and Fabrication of Trolley Operated Agricultural Multi-Nozzle Spray PumpDocument7 pagesDesign and Fabrication of Trolley Operated Agricultural Multi-Nozzle Spray PumpIJRASETPublicationsNo ratings yet
- CT375 Technical Document (100216)Document20 pagesCT375 Technical Document (100216)Vitor JVA MáquinasNo ratings yet
- A Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotDocument11 pagesA Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotAkshay GuptaNo ratings yet
- TPL 1044 34570 VM SC 2809 R3Document36 pagesTPL 1044 34570 VM SC 2809 R3m 418No ratings yet
- Irjet V6i835Document6 pagesIrjet V6i835Rahul KumarNo ratings yet
- 9357-Ursvarvningshuvud Med Matning VBHU036Document2 pages9357-Ursvarvningshuvud Med Matning VBHU036Md. Alam HasnatNo ratings yet
- Helical Gear Formulas GuideDocument4 pagesHelical Gear Formulas GuideMd. Alam HasnatNo ratings yet
- GraflexDocument104 pagesGraflexMd. Alam HasnatNo ratings yet
- CK Boring System: BBT/BT Iv/Dv HSK STDocument84 pagesCK Boring System: BBT/BT Iv/Dv HSK STMd. Alam HasnatNo ratings yet
- Boring Head: For P/N 3049, Metric VersionDocument2 pagesBoring Head: For P/N 3049, Metric VersionMd. Alam HasnatNo ratings yet
- Sutton Tools L343 Engineers Black Book - 3rd Edition 235 PagesDocument3 pagesSutton Tools L343 Engineers Black Book - 3rd Edition 235 PagesPloop2000No ratings yet
- PA MICRO ELECTRIC ROPE HOIST INSTRUCTIONSDocument6 pagesPA MICRO ELECTRIC ROPE HOIST INSTRUCTIONSノスレン ネルソンNo ratings yet
- Placa de Chladni CaseraDocument11 pagesPlaca de Chladni CaseraVVANDERNo ratings yet
- Mash Clutch SparesDocument6 pagesMash Clutch Sparesmohamed bakryNo ratings yet
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- Kansai DVK-1701, 1702 and 1703Document64 pagesKansai DVK-1701, 1702 and 1703Brenda SaenzNo ratings yet
- HP 10000 G2 Series Rack Options Installation Guide: Part Number: 489899-006 October 2013 Edition: 6Document129 pagesHP 10000 G2 Series Rack Options Installation Guide: Part Number: 489899-006 October 2013 Edition: 6Sam Davendran A.No ratings yet
- Caterpillar Hydraulic Pump PistonsDocument4 pagesCaterpillar Hydraulic Pump PistonsIury RezendeNo ratings yet
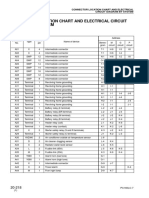
- Connector Location Chart and Electrical Circuit Diagram by SystemDocument22 pagesConnector Location Chart and Electrical Circuit Diagram by SystemLucas Solon SolonNo ratings yet
- 3-Way Flanged Ball Valves: EconomicalDocument12 pages3-Way Flanged Ball Valves: EconomicalFelipe Ribeiro da CostaNo ratings yet
- Hyd. Schematic of Oil Cooler : 2 Way Valve CoilDocument2 pagesHyd. Schematic of Oil Cooler : 2 Way Valve CoilEslamAldenAbdoNo ratings yet
- Drill PressDocument5 pagesDrill PressSugumar MurthyNo ratings yet
- Mechanisms and Simple Machines: Name: - ClassDocument33 pagesMechanisms and Simple Machines: Name: - ClassAntonio BlancoNo ratings yet
- 3 10 E PV25G Pneumatic Control Valves DN15-100-En 55f04adecfab2Document6 pages3 10 E PV25G Pneumatic Control Valves DN15-100-En 55f04adecfab2Puja MagfiraNo ratings yet
- Price list for micro boring kits and tools as of August 2017Document7 pagesPrice list for micro boring kits and tools as of August 2017Siddharth PatelNo ratings yet
- Steel Beam To Column ConnectionsDocument79 pagesSteel Beam To Column ConnectionsKanimozhi SelvarajNo ratings yet
- t720 Fitting and Machining Theory n2 QP Signed OffDocument11 pagest720 Fitting and Machining Theory n2 QP Signed OffDovani Ntuli100% (1)
- Firearms SafetyDocument33 pagesFirearms Safetysecret guestNo ratings yet
- BayardSemiAuto 22Document1 pageBayardSemiAuto 22Marcos Roberto100% (1)
- Metrology: Floating Carriage Laboratory AssignmentsDocument7 pagesMetrology: Floating Carriage Laboratory AssignmentsRhys LambadariosNo ratings yet
- E120a - Piston & CrankshaftDocument4 pagesE120a - Piston & CrankshaftbennieNo ratings yet
- Tips and WarningsDocument14 pagesTips and WarningsEdnaMarquezMoralesNo ratings yet
- 70.3 Tanque de Almacenamiento de Productos QuimicosDocument5 pages70.3 Tanque de Almacenamiento de Productos QuimicosDiana V. RosalesNo ratings yet
- PP4- Project WarningDocument1 pagePP4- Project Warningvictor SanmiguelNo ratings yet
- Aim of Experiment: Basic Principle of Bourdon Tube Pressure GaugeDocument2 pagesAim of Experiment: Basic Principle of Bourdon Tube Pressure GaugePunit SurinNo ratings yet
- Arcane Artillery EssentialsDocument30 pagesArcane Artillery EssentialsVitor Ayres Fernandes50% (2)
- Ash - 20 PA HobsDocument22 pagesAsh - 20 PA Hobsluis_dominguezeNo ratings yet
- Clausing Cylinder Grinders 2020-05-22Document20 pagesClausing Cylinder Grinders 2020-05-22Brayan PayanNo ratings yet
- Votann Prototype ListDocument2 pagesVotann Prototype ListBlacky StarNo ratings yet
- Crushing Spares Book - Layout 1Document71 pagesCrushing Spares Book - Layout 1eaglego00100% (1)