You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Duplex Ss Welding PDF FreeDocument8 pagesDuplex Ss Welding PDF Freeel_sharkawy2011No ratings yet
- Din 7168-91 PDFDocument7 pagesDin 7168-91 PDFAndres Afanador MuñozNo ratings yet
- Duplex Stainless Steel Quality - ASTM A923 Vs ISO 17781: HistoryDocument4 pagesDuplex Stainless Steel Quality - ASTM A923 Vs ISO 17781: HistoryshojiNo ratings yet
- Duplex Stainless Steels Welding Guidelines EN Juin 2019 WebDocument56 pagesDuplex Stainless Steels Welding Guidelines EN Juin 2019 WebMohamed YousufNo ratings yet
- OpTransactionHistoryUX522-08-2022 23 - 27 - 53Document1 pageOpTransactionHistoryUX522-08-2022 23 - 27 - 53el_sharkawy2011No ratings yet
- Detecting Harmful Phases in Duplex SteelDocument9 pagesDetecting Harmful Phases in Duplex SteelutreshwarmiskinNo ratings yet
- Welding Guidelines For Duplex, Super Duplex and Hyper Duplex Stainless SteelsDocument8 pagesWelding Guidelines For Duplex, Super Duplex and Hyper Duplex Stainless Steelsel_sharkawy2011No ratings yet
- 1 Dec2008Document9 pages1 Dec2008el_sharkawy2011No ratings yet
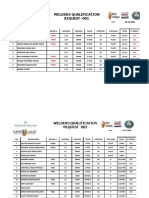
- Welders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJDocument3 pagesWelders Qualification REQUEST - 001: TSM02 ACC TSM04 ACC TSM01 ACC - REJ - REJ TSM03 ACC TSM06 ACC TSM05 ACC - REJel_sharkawy2011No ratings yet
- As Run Sheet PQR 051 PDF FreeDocument14 pagesAs Run Sheet PQR 051 PDF Freeel_sharkawy2011No ratings yet
- PCP Workshop Special Items List Fainal 001 QuotedDocument17 pagesPCP Workshop Special Items List Fainal 001 Quotedel_sharkawy2011No ratings yet
- Iso PDFDocument1 pageIso PDFel_sharkawy2011No ratings yet
- Humidity and Temperature FormDocument6 pagesHumidity and Temperature Formel_sharkawy2011No ratings yet
- Welding of Duplex Stainless SteelDocument7 pagesWelding of Duplex Stainless Steelel_sharkawy2011No ratings yet
- PWPS Eksperimen Super DuplexDocument33 pagesPWPS Eksperimen Super Duplexryan.sNo ratings yet
- Humidity and Temperature FormDocument6 pagesHumidity and Temperature Formel_sharkawy2011No ratings yet
- Working IsoDocument2 pagesWorking Isoel_sharkawy2011No ratings yet
- Weld Consumable CalculatorDocument7 pagesWeld Consumable Calculatormed chabaneNo ratings yet
- Calibration Wekding EquipmentsDocument4 pagesCalibration Wekding Equipmentsel_sharkawy2011No ratings yet
- Liquid Penetrant Report: SER Iso No SH# SP# Joint No Joint Type DIA Welder Stamp Evaluation Remarks 1 2 3 4 5 6 7 8 9 10Document1 pageLiquid Penetrant Report: SER Iso No SH# SP# Joint No Joint Type DIA Welder Stamp Evaluation Remarks 1 2 3 4 5 6 7 8 9 10el_sharkawy2011No ratings yet
- 7-Material ASME VIIIDocument23 pages7-Material ASME VIIIel_sharkawy2011No ratings yet
- RFE For Unit 42HA - 41HA - 32HA - 31HA 22HA - 21HA - 12HA - 11HA 2015 - 21-SAG-PSP-T-000886 2016-09-20Document1 pageRFE For Unit 42HA - 41HA - 32HA - 31HA 22HA - 21HA - 12HA - 11HA 2015 - 21-SAG-PSP-T-000886 2016-09-20el_sharkawy2011No ratings yet
- Measuring and Testing Equipment List: Page 1 of 2Document2 pagesMeasuring and Testing Equipment List: Page 1 of 2el_sharkawy2011No ratings yet
- PCP Workshop Special Items List Fainal 001 QuotedDocument17 pagesPCP Workshop Special Items List Fainal 001 Quotedel_sharkawy2011No ratings yet
- Corregation Test Sample #1Document2 pagesCorregation Test Sample #1el_sharkawy2011No ratings yet
- Tanks RT REQUESTDocument4 pagesTanks RT REQUESTel_sharkawy2011No ratings yet
- RT Request-003-1&-2Document2 pagesRT Request-003-1&-2el_sharkawy2011No ratings yet
- MT ReportDocument11 pagesMT Reportel_sharkawy2011100% (1)
- Eslam Abdelhameed Asme Ix IdDocument1 pageEslam Abdelhameed Asme Ix Idel_sharkawy2011No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chem LiteDocument2 pagesChem LiteICPL-RWPNo ratings yet
- A380 WING RIB Feet CrackingDocument9 pagesA380 WING RIB Feet CrackinggygjhkjnlNo ratings yet
- Dismantle, Inspect and Assemble DPA PumpDocument3 pagesDismantle, Inspect and Assemble DPA PumpNduati JohnNo ratings yet
- Dobeckot EH-411 & 505CDocument2 pagesDobeckot EH-411 & 505CDeependraNo ratings yet
- Kits Opcionais DoosanDocument75 pagesKits Opcionais DoosanChakroune100% (2)
- 16mo3 - EN NOOODocument2 pages16mo3 - EN NOOOM Refaat FathNo ratings yet
- Email - Tridhaatu - Sita Sadan PDFDocument47 pagesEmail - Tridhaatu - Sita Sadan PDFvinujohnpanickerNo ratings yet
- P12 ASME Code Section VIII Division 2Document2 pagesP12 ASME Code Section VIII Division 2muhammad0umar-4No ratings yet
- Michler enDocument3 pagesMichler enMiguel FuentesNo ratings yet
- Asme CCase 2038-4Document2 pagesAsme CCase 2038-4ADAMJSRAONo ratings yet
- Types of Pipe FittingsDocument20 pagesTypes of Pipe FittingsPrashant Kumar mishraNo ratings yet
- BoQ For Water TankDocument10 pagesBoQ For Water TankMenaka GurusingheNo ratings yet
- AHLSTAR PumpDocument6 pagesAHLSTAR PumpJustin TerrellNo ratings yet
- Stress & Strain LectureDocument5 pagesStress & Strain LectureVincentNo ratings yet
- Materi 1 - ACI CertificationDocument35 pagesMateri 1 - ACI CertificationYuzuar AfrizalNo ratings yet
- Construction Method of Steel BridgeDocument95 pagesConstruction Method of Steel BridgeAce Joker100% (2)
- Me 581 Machine Tool Design Section 5 Design of Spindles and Spindle SupportsDocument54 pagesMe 581 Machine Tool Design Section 5 Design of Spindles and Spindle SupportsMlhhemreNo ratings yet
- 8311 Pressure Regulators Technical BulletinDocument16 pages8311 Pressure Regulators Technical BulletinEduardo RodriguesNo ratings yet
- BRDF MEC QAC DJS 502 007 - 1 - SAT Procedure For Overhead CraneDocument16 pagesBRDF MEC QAC DJS 502 007 - 1 - SAT Procedure For Overhead CraneIchsan BahrilNo ratings yet
- Dupont Vespel Cr-6100: Application and Installation Guide For Centrifugal Pump Stationary Wear PartsDocument12 pagesDupont Vespel Cr-6100: Application and Installation Guide For Centrifugal Pump Stationary Wear PartsFernando Tapia GibsonNo ratings yet
- Shear Box TestDocument7 pagesShear Box Testcedric iradukundaNo ratings yet
- Engineering Data Sheet: Bill of MaterialDocument7 pagesEngineering Data Sheet: Bill of MaterialJairo andres Guarnizo SuarezNo ratings yet
- Plastic Vessel Pressure DesignDocument12 pagesPlastic Vessel Pressure Designr1p2100% (1)
- Black Knight 1000 BrochureDocument2 pagesBlack Knight 1000 BrochureAdamMitchellNo ratings yet
- Enventory 1Document11 pagesEnventory 1Albert Jay Oring TuicoNo ratings yet
- Sequence of Well Drilling StepsDocument83 pagesSequence of Well Drilling StepsRobert KochNo ratings yet
- 1735 1-2003Document97 pages1735 1-2003Sean LiongNo ratings yet
- Effective Strengthening of Reinforced Concrete Corbels Using Post-TensioningDocument17 pagesEffective Strengthening of Reinforced Concrete Corbels Using Post-TensioningAlaa tahaNo ratings yet
- Sub Grade PrepDocument3 pagesSub Grade Prepgrace evaristoNo ratings yet
- N.Sharma Construction provides greenhouse quotationDocument2 pagesN.Sharma Construction provides greenhouse quotationSandhya NundahNo ratings yet