You might also like
- Runout & Concentricity 2Document1 pageRunout & Concentricity 2Grimmo1979No ratings yet
- GD&T Position TolDocument204 pagesGD&T Position Toldramilt100% (2)
- Surface RoughnessDocument17 pagesSurface RoughnessShanmugi VinayagamNo ratings yet
- 2 Gear BasicsDocument6 pages2 Gear BasicsMohamed Adel RizkNo ratings yet
- Geometric Dimensioning and TolerancingDocument6 pagesGeometric Dimensioning and TolerancingPedro LeosNo ratings yet
- Metrology 1CDocument44 pagesMetrology 1CRadhaMadhavNo ratings yet
- Roundness Measuring MachineDocument19 pagesRoundness Measuring MachineArif SanjidNo ratings yet
- Gear ShavingDocument6 pagesGear ShavingRuchira Chanda InduNo ratings yet
- Is 919 1993 Iso System of Limits and FitsDocument21 pagesIs 919 1993 Iso System of Limits and FitsRaghav Shet0% (1)
- Cone Tolerance PDFDocument21 pagesCone Tolerance PDFsosu_sorin3904No ratings yet
- Chapter (5) Di Fsidl Dsidls T Design of Spindles and Spindle SupportsDocument16 pagesChapter (5) Di Fsidl Dsidls T Design of Spindles and Spindle Supportsabdullah 3mar abou reashaNo ratings yet
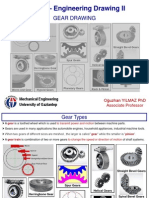
- Gear Drawing PDFDocument12 pagesGear Drawing PDFpradeep315No ratings yet
- Latest Report 2Document13 pagesLatest Report 2Piyush BariNo ratings yet
- Brochure Roundness BookletDocument12 pagesBrochure Roundness BookletImm Yoon-AhNo ratings yet
- Gears & Gear Manufacturing Processes-2Document58 pagesGears & Gear Manufacturing Processes-2Yogesh DewangNo ratings yet
- GD&T 1Document41 pagesGD&T 1Sai CharanNo ratings yet
- Deviations 0206Document4 pagesDeviations 0206Gurvinder SinghNo ratings yet
- Geometrical Tolerancing (GD&T)Document12 pagesGeometrical Tolerancing (GD&T)Kishor kumar BhatiaNo ratings yet
- Bonus Tolerance - Formula & ExamplesDocument2 pagesBonus Tolerance - Formula & ExamplesSelvaraj Balasundram100% (1)
- Analysis and Modeling of Roundness Error PDFDocument6 pagesAnalysis and Modeling of Roundness Error PDFCarlosQuelartNo ratings yet
- Manufacturing of Spur Gear: Aim of The ExperimentDocument5 pagesManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNo ratings yet
- Grain SizeDocument12 pagesGrain SizeTejwinder S ChauhanNo ratings yet
- Gears, Splines, and Serrations: Unit 24Document8 pagesGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- 05 StraightnessMeasurement90Document90 pages05 StraightnessMeasurement90maddy_scribdNo ratings yet
- Gauges and Gauge DesignDocument12 pagesGauges and Gauge DesignAmir JodeyriNo ratings yet
- A Novel Hob Design: For Precision Involute GearsDocument11 pagesA Novel Hob Design: For Precision Involute GearsKalyan ChakravarthyNo ratings yet
- RoundnessDocument7 pagesRoundnessjacobian1810No ratings yet
- Problems s8Document4 pagesProblems s8zangue billy jamesNo ratings yet
- Gears - Gear EfficiencyDocument4 pagesGears - Gear Efficiencyavinashchauhan2695No ratings yet
- Influence of Gear Geometry On Gearbox Noise Reduction - An Experimental InvestigationDocument7 pagesInfluence of Gear Geometry On Gearbox Noise Reduction - An Experimental InvestigationsamanaveenNo ratings yet
- Lect22 Surface RoughnessDocument16 pagesLect22 Surface RoughnessAnshul SharmaNo ratings yet
- Hobbing AplicationsDocument52 pagesHobbing AplicationsMickloSoberanNo ratings yet
- gt0519 PDFDocument68 pagesgt0519 PDFАндрей ГайнановNo ratings yet
- Geometric Dimensioning & Tolerancing (GD&T)Document43 pagesGeometric Dimensioning & Tolerancing (GD&T)Victor Manuel Estrada0% (1)
- Flexible FixturingDocument24 pagesFlexible FixturingAbhishek KaushikNo ratings yet
- Gear and Spline InspectionDocument12 pagesGear and Spline InspectionAtulNo ratings yet
- Bearing CatalogueDocument12 pagesBearing CatalogueSandeep MatetiNo ratings yet
- Me-331 Design of Machine Elements Unit Iv Design of Basic ElementsDocument25 pagesMe-331 Design of Machine Elements Unit Iv Design of Basic ElementsMuthuvel MNo ratings yet
- Geometrical Dimensioning and TolerenceDocument61 pagesGeometrical Dimensioning and TolerenceAd Man GeTigNo ratings yet
- CYLINDRICITYDocument10 pagesCYLINDRICITYKumar ChowdaryNo ratings yet
- Design and Selection of HobsDocument2 pagesDesign and Selection of HobsFrancisco ArévaloNo ratings yet
- Gearmanufacturing MethodsDocument9 pagesGearmanufacturing Methodskumar pNo ratings yet
- GD T Q BankDocument9 pagesGD T Q Banknewchap chapNo ratings yet
- The Accuracy of Angle EncodersDocument9 pagesThe Accuracy of Angle EncodersatulNo ratings yet
- Introduction To GDDocument8 pagesIntroduction To GDCatalin FinkelsteinNo ratings yet
- Gear Nomenclature As Per ACMEDocument10 pagesGear Nomenclature As Per ACMEponnivalavans_994423No ratings yet
- Jsae Jaso c615-1989Document18 pagesJsae Jaso c615-1989pranayNo ratings yet
- Tolerances of Form (Form Errors) For A Hydraulic ValveDocument10 pagesTolerances of Form (Form Errors) For A Hydraulic ValveHycom Engineering India Pvt LtdNo ratings yet
- Composite Positional TolerancingDocument5 pagesComposite Positional TolerancingCarlos García Hernández100% (1)
- Gears HoningDocument7 pagesGears Honingsav33No ratings yet
- Worm Gear PDFDocument15 pagesWorm Gear PDFcemoksz100% (6)
- Chapter 5 - Torsion - Strength of Materials - Part 1Document10 pagesChapter 5 - Torsion - Strength of Materials - Part 1Vipin PatelNo ratings yet
- Shaft Design ProjectDocument14 pagesShaft Design Projectjwm6085% (13)
- 5 - Machine Tool SpindleDocument23 pages5 - Machine Tool SpindleOkan ÖzelNo ratings yet
- Design of Spindle: 3 Credits (3-0-0) DR C K Biswas Prof., Dept of MEDocument26 pagesDesign of Spindle: 3 Credits (3-0-0) DR C K Biswas Prof., Dept of MEanuragNo ratings yet
- Unit 7 Shafts: StructureDocument23 pagesUnit 7 Shafts: StructureSabareesan SubramanianNo ratings yet
- Design of Vertical BracingDocument4 pagesDesign of Vertical BracingSz GuoNo ratings yet
- Cruciform Sections + NSCApril06 - TechDocument3 pagesCruciform Sections + NSCApril06 - TechIho1No ratings yet
- Chapter 7 Rolling Contact Bearing-2Document33 pagesChapter 7 Rolling Contact Bearing-2Abaziz Mousa OutlawZzNo ratings yet
- Sonnax 6L45, 6L50, 6L80, 6L90Document1 pageSonnax 6L45, 6L50, 6L80, 6L90Saeed AlsadiqNo ratings yet
- American Safe Room: Explosion Resistant Pre-Hung Blast DoorDocument23 pagesAmerican Safe Room: Explosion Resistant Pre-Hung Blast Doorgoran073No ratings yet
- Users Manual Bas Rde-1 (Preliminary)Document25 pagesUsers Manual Bas Rde-1 (Preliminary)2017013030 AndikaNo ratings yet
- Water Control Gates Guidelines For Inspection and EvaluationDocument307 pagesWater Control Gates Guidelines For Inspection and EvaluationHardikNo ratings yet
- 4182 e Linear Ball BrgsDocument55 pages4182 e Linear Ball BrgsAndreaDeCrescenzoNo ratings yet
- Compresor Atlas Copco GA-110 PDFDocument148 pagesCompresor Atlas Copco GA-110 PDFJosé GonzalezNo ratings yet
- Axod, Axode (Ax4S), AX4S: 86-90 91-Up 94-Up 4 SPEED FWD (Hydraulic & Electronic Control) 17 Bolt PanDocument6 pagesAxod, Axode (Ax4S), AX4S: 86-90 91-Up 94-Up 4 SPEED FWD (Hydraulic & Electronic Control) 17 Bolt PanJesus Daniel VasconcelosNo ratings yet
- Pump Repair and Restoration GuidelinesDocument3 pagesPump Repair and Restoration GuidelinescuprotecNo ratings yet
- A Review of Hydrostatic Bearing System: Researches and ApplicationsDocument27 pagesA Review of Hydrostatic Bearing System: Researches and ApplicationsAhmed KhairyNo ratings yet
- CatalogueDocument70 pagesCatalogueGeorge Kwamina Anaman100% (2)
- HSN-Lube 2007 PDFDocument45 pagesHSN-Lube 2007 PDFCecilio Valderrama100% (3)
- Harley Davidson 250 and 350 SprintDocument8 pagesHarley Davidson 250 and 350 SprintElan Mutt Schwartz75% (4)
- h040 9600c Tool Manual 08 07Document30 pagesh040 9600c Tool Manual 08 07MarceNo ratings yet
- Welcome IN Sem Ii: by Prof. N. S. SurnerDocument95 pagesWelcome IN Sem Ii: by Prof. N. S. SurnerBalamuruganNo ratings yet
- Introduction To Basic Vibration AnalysisDocument162 pagesIntroduction To Basic Vibration AnalysisΡαφαηλ Καμ.100% (2)
- Accord 2008-2012 EngineDocument50 pagesAccord 2008-2012 EngineAntonio GonzalezNo ratings yet
- Index/ Instructor's Evaluation of Experiment ReportsDocument22 pagesIndex/ Instructor's Evaluation of Experiment Reportssirajudeen INo ratings yet
- Pranay PatneDocument100 pagesPranay Patneshiv infotechNo ratings yet
- Mechanical Seal Products and Services CatalogueDocument64 pagesMechanical Seal Products and Services Cataloguetankerstar100% (2)
- CylinderDocument25 pagesCylinderthomazNo ratings yet
- WASMSupport CRCMining 06Document21 pagesWASMSupport CRCMining 06123456No ratings yet
- Gleitlager enDocument32 pagesGleitlager enMarcelo Topon100% (1)
- Datasheet qc11Document58 pagesDatasheet qc11Saúl Alejandro Peréz RamírezNo ratings yet
- ISO-12130-1-2021-Thrsut Bearing - CalculationDocument12 pagesISO-12130-1-2021-Thrsut Bearing - CalculationGary RenNo ratings yet
- DF-701 A3Ce: Parts Guide ManualDocument42 pagesDF-701 A3Ce: Parts Guide Manualdaro_oloNo ratings yet
- Research Proposal Adviser (S) EndorsementDocument50 pagesResearch Proposal Adviser (S) EndorsementMiñoza, Maverick Albert P.No ratings yet
- EMD Locomotive Spare Part List - Bitsource Solutions Pvt. LTDDocument4 pagesEMD Locomotive Spare Part List - Bitsource Solutions Pvt. LTDBitsource SolutionsNo ratings yet
- Esquema 4T60-EDocument10 pagesEsquema 4T60-EDavid perezNo ratings yet
- Multistage Split Case Pumps: 420 SeriesDocument12 pagesMultistage Split Case Pumps: 420 SeriesJcube SysTechNo ratings yet
- 32T-2 Single Acting Plunger Pump BrochureDocument4 pages32T-2 Single Acting Plunger Pump BrochurecarlosorizabaNo ratings yet