You might also like
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Elasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyFrom EverandElasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyNo ratings yet
- SMD GoedhartVRScustomized 2016-06 ENDocument2 pagesSMD GoedhartVRScustomized 2016-06 ENselvaortonNo ratings yet
- Drawing 80AQ15-60 Non CodedDocument2 pagesDrawing 80AQ15-60 Non Codeddaus nasNo ratings yet
- Valvula Presion y Vacio3100-ComprimidoDocument5 pagesValvula Presion y Vacio3100-ComprimidoAnonymous hEqjR5gNo ratings yet
- Valvula Presion y Vacio3100Document5 pagesValvula Presion y Vacio3100Anonymous hEqjR5gNo ratings yet
- Valvula Presion y Vacio3100 - CompressedDocument5 pagesValvula Presion y Vacio3100 - CompressedAnonymous hEqjR5gNo ratings yet
- Valvula Presion y Vacio3100-Comprimido - CompressedDocument5 pagesValvula Presion y Vacio3100-Comprimido - CompressedAnonymous hEqjR5gNo ratings yet
- Acetaldehyde Storage TankDocument2 pagesAcetaldehyde Storage Tanksushant_jhawerNo ratings yet
- B.O.M - 130 & 139Document6 pagesB.O.M - 130 & 139er_paramjeetgillNo ratings yet
- 3-Layer Global Transmission Sleeve: Equipment List Product Description Storage & Safety GuidelinesDocument2 pages3-Layer Global Transmission Sleeve: Equipment List Product Description Storage & Safety GuidelinesPorfirio Ruiz GascaNo ratings yet
- AHP-150FF Solid-State Air Conditioner Installation GuideDocument8 pagesAHP-150FF Solid-State Air Conditioner Installation Guidehalcon ceroNo ratings yet
- 8100 Series: Pressure Relief Device (PRD)Document4 pages8100 Series: Pressure Relief Device (PRD)HSE JADENo ratings yet
- Plate Heat Exchanger SpecialistsDocument12 pagesPlate Heat Exchanger SpecialistsPKP MECHNo ratings yet
- Thermodynamic DC50 A105 PDFDocument2 pagesThermodynamic DC50 A105 PDFRoo FaNo ratings yet
- Katalog en 2020 Final WebDocument96 pagesKatalog en 2020 Final WebLGTNo ratings yet
- Heat Transfer Compound: Application - .Document2 pagesHeat Transfer Compound: Application - .susantaNo ratings yet
- Series LFII Residential Flush Pendent Sprinklers 4.2 K-FactorDocument8 pagesSeries LFII Residential Flush Pendent Sprinklers 4.2 K-FactorAchraf BoudayaNo ratings yet
- Variety For Industrial Production Rooms: Küba DZ ProductionDocument2 pagesVariety For Industrial Production Rooms: Küba DZ ProductiongemagdyNo ratings yet
- Heat Transfer CompoundDocument2 pagesHeat Transfer CompoundsusantaNo ratings yet
- Vacuum CondensersDocument12 pagesVacuum CondensersErick EspinosaNo ratings yet
- Plastic PTIDocument24 pagesPlastic PTIdonyaNo ratings yet
- Operator'S Manual PD30X-XXX-XXX-CDocument8 pagesOperator'S Manual PD30X-XXX-XXX-CNashrullah AhmadNo ratings yet
- 5 Catalogue Winway DBB Valve-MinDocument19 pages5 Catalogue Winway DBB Valve-MinAsyadullah Al-FatihNo ratings yet
- GFS-100 20190916CM 652Document6 pagesGFS-100 20190916CM 652Ameer SaberNo ratings yet
- TK-133023 (COATING MATERIAL MIXING TANK) - 3+ú ÔDocument1 pageTK-133023 (COATING MATERIAL MIXING TANK) - 3+ú ÔDarkvaderNo ratings yet
- Transistor Projects L E GarnerDocument11 pagesTransistor Projects L E GarnerK “Thermionicist” GNo ratings yet
- Series DS-1 Dry-Type Sprinklers 5.6K Pendent, Upright, and Horizontal Sidewall Quick Response, Standard Coverage General DescriptionDocument10 pagesSeries DS-1 Dry-Type Sprinklers 5.6K Pendent, Upright, and Horizontal Sidewall Quick Response, Standard Coverage General DescriptioncostelbdcNo ratings yet
- Inst. ManualDocument8 pagesInst. ManualHamoud Al khayatiNo ratings yet
- K-Type Quick Disconnect ThermocouplesDocument1 pageK-Type Quick Disconnect ThermocouplesdfmolinaNo ratings yet
- Service Manual Refrigerador Daewoo FR 142Document15 pagesService Manual Refrigerador Daewoo FR 142taz1mx100% (1)
- Nas 1714Document2 pagesNas 1714YossiNo ratings yet
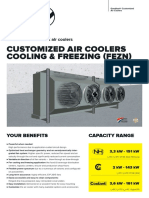
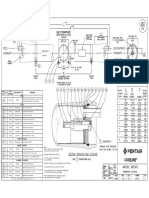
- Customized Air Coolers Cooling & Freezing (Fezn)Document2 pagesCustomized Air Coolers Cooling & Freezing (Fezn)gemagdyNo ratings yet
- Mlo4C: Assembly InstructionsDocument8 pagesMlo4C: Assembly Instructionsbellscb100% (2)
- 7800 Spec PDFDocument2 pages7800 Spec PDFxnbsxNo ratings yet
- Advanced Heat Exchangers: Shell & Tube Marine CondensersDocument16 pagesAdvanced Heat Exchangers: Shell & Tube Marine CondensersMarco CambeiroaNo ratings yet
- Steel Coreless Induction Furnace: Horno de Inducción de Crisól - AceroDocument2 pagesSteel Coreless Induction Furnace: Horno de Inducción de Crisól - AcerosergioNo ratings yet
- Regulators Cobra RegulatorDocument4 pagesRegulators Cobra RegulatorBogdan TabasNo ratings yet
- TFP 3153Document6 pagesTFP 3153Diego PinedaNo ratings yet
- 110 00 Training Guide Rev 1Document30 pages110 00 Training Guide Rev 1vilegual1No ratings yet
- Nitrogen Blanketing (1)Document15 pagesNitrogen Blanketing (1)Panisa BanimaNo ratings yet
- Technological AdvancementsDocument52 pagesTechnological AdvancementsMeirinaDiahPuspitaIINo ratings yet
- O-4 Sensor DwyerDocument1 pageO-4 Sensor DwyernhungtruongNo ratings yet
- Series LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorDocument4 pagesSeries LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorAchraf BoudayaNo ratings yet
- ARO 2019 66625 7 2 Inch Metallic PRO SERIES Diaphragm Pump Manual Fluid SectionDocument8 pagesARO 2019 66625 7 2 Inch Metallic PRO SERIES Diaphragm Pump Manual Fluid Sectionmohamed musaNo ratings yet
- 8740 SpecDocument2 pages8740 Speclydia.wasprimaNo ratings yet
- AIRVO Clinical ManualDocument72 pagesAIRVO Clinical ManualManish MandaviyaNo ratings yet
- Gl1121 - GlobeDocument2 pagesGl1121 - GlobeMiguel Angel Rojas GarciaNo ratings yet
- FakinasolDocument17 pagesFakinasolmasgontarNo ratings yet
- Concealed Pendent Sprinklers: General DescriptionDocument6 pagesConcealed Pendent Sprinklers: General DescriptionWael Abdel HakimNo ratings yet
- Codeline Drawing 80E45Document2 pagesCodeline Drawing 80E45Deblina MukherjeeNo ratings yet
- Rociador TycoDocument4 pagesRociador TycoGabriel TapiaNo ratings yet
- Operator'S Manual Px03P-Xxx-Xxx-Axxx: 3/8" Diaphragm PumpDocument12 pagesOperator'S Manual Px03P-Xxx-Xxx-Axxx: 3/8" Diaphragm PumpjarosNo ratings yet
- Operator'S Manual PD20X-XXX-XXX-BDocument8 pagesOperator'S Manual PD20X-XXX-XXX-BPol Cesar Vega ChavezNo ratings yet
- Pentair Pilot Enclosures For Non-Hazardous LocationDocument6 pagesPentair Pilot Enclosures For Non-Hazardous LocationEdson MirandaNo ratings yet
- Crisis Management at Blast FurnaceDocument17 pagesCrisis Management at Blast FurnaceSanjay Kumar DokaniaNo ratings yet
- Pao 71690 V1 enDocument8 pagesPao 71690 V1 enjtcool74No ratings yet
- DS 14NHG28Document2 pagesDS 14NHG28M Ferry AnwarNo ratings yet
- PressedDocument52 pagesPressedJ LorbelNo ratings yet
- Parker Subsea Ball Valves CatalogDocument3 pagesParker Subsea Ball Valves Catalogfjb9ms2jgqNo ratings yet
- Compaction Test: Test Method CML 1.9 Ref. BS 1377: Part4:1990Document1 pageCompaction Test: Test Method CML 1.9 Ref. BS 1377: Part4:1990İsmail YıldızNo ratings yet
- Cement Manufacturing ProcessDocument2 pagesCement Manufacturing ProcessTeja Mandapati100% (2)
- PWRSLMDocument3 pagesPWRSLMGANESH MURUGANNo ratings yet
- Electrocoagulation of Wastewater Using Aluminum, Iron, and MagnesiumDocument7 pagesElectrocoagulation of Wastewater Using Aluminum, Iron, and MagnesiumPraveen KumarNo ratings yet
- Major Equipment For 6600Tpd JSW Cement Plant NandyalDocument3 pagesMajor Equipment For 6600Tpd JSW Cement Plant NandyalSriram DantuNo ratings yet
- Thermal analysis of inoculation effects on ductile iron solidificationDocument13 pagesThermal analysis of inoculation effects on ductile iron solidificationXantos YulianNo ratings yet
- V Shape Block Drain (JKR) - Enrich Multitrade Sdn. Bhd.Document4 pagesV Shape Block Drain (JKR) - Enrich Multitrade Sdn. Bhd.AdrianNo ratings yet
- Materials For MEMS and Microsystems: Silicon-Based" SiliconDocument1 pageMaterials For MEMS and Microsystems: Silicon-Based" Silicons.meinathanNo ratings yet
- O Level Physics 2023-2025 ATP TipsDocument7 pagesO Level Physics 2023-2025 ATP TipsAmy WolmesNo ratings yet
- Modelling of Some Innovation Construction in Soft SoilDocument21 pagesModelling of Some Innovation Construction in Soft SoilmaizansofiaNo ratings yet
- ISO 3834 5 Ver EDocument10 pagesISO 3834 5 Ver ESrinivasa RaghavanNo ratings yet
- The Grignard ReactionDocument3 pagesThe Grignard ReactionRoxanne Ilagan0% (1)
- Solid Waste Management - IncinerationDocument43 pagesSolid Waste Management - IncinerationraaaaajjjjjNo ratings yet
- Narrow Fabrics: G.Maheswaran Assistant Professor Department of Textile Technology PSG College of Technology CoimbatoreDocument22 pagesNarrow Fabrics: G.Maheswaran Assistant Professor Department of Textile Technology PSG College of Technology Coimbatoremahes_tex100% (2)
- Powerpoint Presentation: Cutting Tool and MaterialDocument27 pagesPowerpoint Presentation: Cutting Tool and MaterialMayank RawatNo ratings yet
- Lanthanides: (A) LANTHANIDES: 4f Block ElementsDocument13 pagesLanthanides: (A) LANTHANIDES: 4f Block ElementsGokila GajendranNo ratings yet
- D1654 Standard Test Method For Evaluation of Paint of Coated Surface in Corrosive EnvironmentDocument4 pagesD1654 Standard Test Method For Evaluation of Paint of Coated Surface in Corrosive EnvironmentEdwin AdrianNo ratings yet
- Lashing SystemDocument3 pagesLashing SystemAekJay100% (1)
- Biermann's Handbook of Pulp and Paper - Cap 07Document18 pagesBiermann's Handbook of Pulp and Paper - Cap 07chau_riberNo ratings yet
- Vicat Opc 43 48 2019Document1 pageVicat Opc 43 48 2019bhushan deoreNo ratings yet
- Specification Sheet: Alloy 316/316L Stainless SteelDocument3 pagesSpecification Sheet: Alloy 316/316L Stainless SteelSaúl L Hdez TNo ratings yet
- B-Protech John CraneDocument6 pagesB-Protech John CranePatricia J ÁngelesNo ratings yet
- Wohl Fart 2010Document10 pagesWohl Fart 2010PATRICIA LUNA TAMAYONo ratings yet
- Upekkha Pham's Chemistry ExperimentsDocument7 pagesUpekkha Pham's Chemistry ExperimentsUpekkha Phm100% (1)
- New Result On Anomalous Heat Production in Hydrogen-Loaded Metals at High TemperatureDocument12 pagesNew Result On Anomalous Heat Production in Hydrogen-Loaded Metals at High TemperatureecatworldNo ratings yet
- Fundamentals of Solder Paste TechnologyDocument5 pagesFundamentals of Solder Paste TechnologyVimal Kumar VarmaNo ratings yet
- Thermal Oil Heaters for High TemperaturesDocument10 pagesThermal Oil Heaters for High TemperatureshendraNo ratings yet
- Piping Class DatasheetDocument4 pagesPiping Class DatasheetNasrul AdliNo ratings yet
- Understanding The Results of An Intelligent Pig InspectionDocument18 pagesUnderstanding The Results of An Intelligent Pig InspectionLeonardo VazNo ratings yet
- 1.4 - Sorting Materials Into GroupsDocument5 pages1.4 - Sorting Materials Into GroupsSNo ratings yet