You might also like
- Peugeot Satelis 400-500 (En)Document84 pagesPeugeot Satelis 400-500 (En)Manualles71% (7)
- Daewoo Matiz Check Engine Error CodesDocument2 pagesDaewoo Matiz Check Engine Error Codesmisterredman93% (15)
- 8.hydraulics of Tangential Vortex Intake For Urban DrainageDocument11 pages8.hydraulics of Tangential Vortex Intake For Urban Drainageローズ サンティアゴNo ratings yet
- .Improvement in Performance of Ball Mill in Cement GrindingDocument4 pages.Improvement in Performance of Ball Mill in Cement Grindingdeni jakaNo ratings yet
- The Selection and Design of Mill LinersDocument11 pagesThe Selection and Design of Mill Linersluis martinezNo ratings yet
- Land Rover - Defender - TD5 - R380 Manual Gearbox PDFDocument79 pagesLand Rover - Defender - TD5 - R380 Manual Gearbox PDFemanrosent100% (1)
- Design & Analysis of Ø40" X 80" Conventional Sugar Mill Head Stock.Document4 pagesDesign & Analysis of Ø40" X 80" Conventional Sugar Mill Head Stock.Innovative Research PublicationsNo ratings yet
- Preliminary Design On Screw Press Model of Palm Oil Extraction MachineDocument8 pagesPreliminary Design On Screw Press Model of Palm Oil Extraction MachineRoberto NogueraNo ratings yet
- Structural Analysis On Swirling Grooved SCC PistonDocument6 pagesStructural Analysis On Swirling Grooved SCC PistonMuhammad RonaldoNo ratings yet
- Preliminary Design On Screw Press Model of Palm Oil Extraction MachineDocument8 pagesPreliminary Design On Screw Press Model of Palm Oil Extraction MachineDanny WPNo ratings yet
- Screw Press Design for Dewatering Cattle SlurryDocument8 pagesScrew Press Design for Dewatering Cattle SlurryRicham HamzeNo ratings yet
- Designing Crushers With A Multi-Objective Evolutionary AlgorithmDocument8 pagesDesigning Crushers With A Multi-Objective Evolutionary AlgorithmRavi Shanker VNo ratings yet
- Minerals 13 00315 v2Document16 pagesMinerals 13 00315 v2王柏昆No ratings yet
- Performance Evaluation of Vertical Roller Mill in Cement Grinding: Case Study ESCH Cement PlantDocument8 pagesPerformance Evaluation of Vertical Roller Mill in Cement Grinding: Case Study ESCH Cement PlantSohail AhmedNo ratings yet
- Análisis Estructural Estático de Rodillos Trituradores de Molino de Azúcar de Tres Rodillos.Document8 pagesAnálisis Estructural Estático de Rodillos Trituradores de Molino de Azúcar de Tres Rodillos.Juan Altamirano RojasNo ratings yet
- SAG MillDocument12 pagesSAG MillAndy HollowayNo ratings yet
- Continuous Pickling Line Process Efficiency Achievements at ArvediDocument7 pagesContinuous Pickling Line Process Efficiency Achievements at Arvedijose santiago vazquezNo ratings yet
- Ball Milling ThesisDocument6 pagesBall Milling Thesislaurenheardjackson100% (1)
- Design Optimisation of FibriserDocument3 pagesDesign Optimisation of Fibriseramarnath jagirdarNo ratings yet
- The Effects of Lifter Configurations and Mill Speeds On The Mill Power Draw and PerformanceDocument11 pagesThe Effects of Lifter Configurations and Mill Speeds On The Mill Power Draw and PerformanceThanhluan NguyenNo ratings yet
- Design of A Screw Press For Dewatering of Cattle Dung SlurryDocument7 pagesDesign of A Screw Press For Dewatering of Cattle Dung SlurrycamsagNo ratings yet
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- Fine Coal Screening Performance Enhancement Using The Pansep ScreenDocument17 pagesFine Coal Screening Performance Enhancement Using The Pansep ScreenAfandy NasutionNo ratings yet
- Using Modeling and Simulation For The Design of Full Scale Ball Mill CircuitsDocument23 pagesUsing Modeling and Simulation For The Design of Full Scale Ball Mill CircuitsJosé Helí Vallejos CoronadoNo ratings yet
- Kent 1997 Milling ModellingDocument7 pagesKent 1997 Milling Modellinggustool7No ratings yet
- Powder Technology: M. Maleki-Moghaddam, M. Yahyaei, S. BanisiDocument7 pagesPowder Technology: M. Maleki-Moghaddam, M. Yahyaei, S. BanisiRyan CunninghamNo ratings yet
- Static Structural Analysis of Crushing RollersDocument7 pagesStatic Structural Analysis of Crushing RollersSandeep YäðävNo ratings yet
- Thermal-Structural Analysis &optimization of Pressure Vessel Using Finite Element AnalysisDocument3 pagesThermal-Structural Analysis &optimization of Pressure Vessel Using Finite Element Analysissagar1503No ratings yet
- Effects of Chamber Diameter and Stirrer Design on Dry Horizontal Stirred Mill PerformanceDocument5 pagesEffects of Chamber Diameter and Stirrer Design on Dry Horizontal Stirred Mill PerformanceAlbertoNo ratings yet
- Optimization of Comminution Circuit Throughput and Product Size Distribution by Simulation and ControlDocument18 pagesOptimization of Comminution Circuit Throughput and Product Size Distribution by Simulation and ControlDilnesa EjiguNo ratings yet
- SLURRY FLOW IN MILLS: GRATE DISCHARGE MECHANISMDocument24 pagesSLURRY FLOW IN MILLS: GRATE DISCHARGE MECHANISMJavier OyarceNo ratings yet
- SAG Mill ComponentsDocument7 pagesSAG Mill ComponentsRodrigo GarcíaNo ratings yet
- Fully Automatic Can Crusher-1280Document5 pagesFully Automatic Can Crusher-1280fadya100% (1)
- VRM performance factorsDocument5 pagesVRM performance factorsjayaNo ratings yet
- 24Document10 pages24Văn Tuấn NguyễnNo ratings yet
- 1Document11 pages1Chandan M M DvgNo ratings yet
- Analysis of Pressure Vessel: Pravinkumar Nase, P. Srinivasa Kumar, P. H. V. Sesha Talapa SaiDocument8 pagesAnalysis of Pressure Vessel: Pravinkumar Nase, P. Srinivasa Kumar, P. H. V. Sesha Talapa SaiYRJNo ratings yet
- Simulation of Layout Rearrangement in The Grinding - Classification Process - For Increasing Throughput of Industrial Gold Ore PlantDocument13 pagesSimulation of Layout Rearrangement in The Grinding - Classification Process - For Increasing Throughput of Industrial Gold Ore PlantW ZuoNo ratings yet
- Reducing Manufacturing Cost Through Value Stream MappingDocument5 pagesReducing Manufacturing Cost Through Value Stream MappingATSNo ratings yet
- 2014 MineralsEngineering VerticalAgitatedMediaMillscale UpandsimulationDocument8 pages2014 MineralsEngineering VerticalAgitatedMediaMillscale UpandsimulationyiNo ratings yet
- Machine Design, Vol.3 (2011) No.2, ISSN 1821-1259 Pp. 115-120Document6 pagesMachine Design, Vol.3 (2011) No.2, ISSN 1821-1259 Pp. 115-120Edwin AlexisNo ratings yet
- Utilization of Grinding Aids in Dry Horizontal Stirred MillingDocument6 pagesUtilization of Grinding Aids in Dry Horizontal Stirred MillingMERADINo ratings yet
- 144.feroz FathiJDocument14 pages144.feroz FathiJAshish SinghNo ratings yet
- A New Design For Grain Combine Thresher: S S M, M B L, J A K BDocument4 pagesA New Design For Grain Combine Thresher: S S M, M B L, J A K BeskewtNo ratings yet
- Design and Analysis of 12 Ton Hydraulic Pressing MachineDocument9 pagesDesign and Analysis of 12 Ton Hydraulic Pressing Machinevinod kumarNo ratings yet
- Statistical Modeling of Pin Gauge Dimensions of Root of Gas Turbine Blade in Creep Feed Grinding ProcessDocument6 pagesStatistical Modeling of Pin Gauge Dimensions of Root of Gas Turbine Blade in Creep Feed Grinding Processmehdi810No ratings yet
- Design and Operating Criteria For Maximising The B PDFDocument13 pagesDesign and Operating Criteria For Maximising The B PDFnghiNo ratings yet
- 2001 The Bending of An Aluminum Structural Frame With A Rubber PadDocument6 pages2001 The Bending of An Aluminum Structural Frame With A Rubber PadL ZhangNo ratings yet
- The Influence of Liner Wear On Milling EfficiencyDocument21 pagesThe Influence of Liner Wear On Milling EfficiencyW ZuoNo ratings yet
- Design and Construction of Oil Expeller Press With Structural Analysis of Screw With AnsysDocument7 pagesDesign and Construction of Oil Expeller Press With Structural Analysis of Screw With AnsysBirjesh YaduvanshiNo ratings yet
- Dynamic Design of Grinding Mill FoundationsDocument11 pagesDynamic Design of Grinding Mill FoundationsBitbitterNo ratings yet
- M 12 Drury Et Al MILLING INNOVATIONS AT ROCKY POINTDocument12 pagesM 12 Drury Et Al MILLING INNOVATIONS AT ROCKY POINTRaisa VegaNo ratings yet
- Samanli Et Al-2010-Particle Particle Systems CharacterizationDocument10 pagesSamanli Et Al-2010-Particle Particle Systems CharacterizationJD FCNo ratings yet
- Computational Fluid Flow AnalysisDocument6 pagesComputational Fluid Flow AnalysisRiddhesh PatelNo ratings yet
- New High Efficiency Steam TurbineDocument6 pagesNew High Efficiency Steam TurbineGunjan KumarNo ratings yet
- Improved Hammer Mill Boosts Grinding Efficiency 92.6Document7 pagesImproved Hammer Mill Boosts Grinding Efficiency 92.6Daniella SabacNo ratings yet
- Development and Performance Evaluation of Improved Hammer MillDocument7 pagesDevelopment and Performance Evaluation of Improved Hammer MillDaniel TessmaNo ratings yet
- IIPaperDocument11 pagesIIPaperPunit ShindeNo ratings yet
- Improvement of Productivity Using Tromp Curve MeasDocument11 pagesImprovement of Productivity Using Tromp Curve MeasRachit Bansal BJ20099No ratings yet
- PowderDocument10 pagesPowder1977julNo ratings yet
- Development and Performance Evaluation of Improved Hammer MillDocument7 pagesDevelopment and Performance Evaluation of Improved Hammer MillMECHSTER mechsterNo ratings yet
- Friction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesFrom EverandFriction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesNo ratings yet
- Technical Report V2.1Document2 pagesTechnical Report V2.1senaNo ratings yet
- Technical Report V2.1Document2 pagesTechnical Report V2.1senaNo ratings yet
- PowerDocument26 pagesPowersenaNo ratings yet
- Steam Generation PlantDocument38 pagesSteam Generation Plantsena100% (1)
- InterDocument3 pagesIntersenaNo ratings yet
- Juice Extraction Plant Technical SpecificationsDocument49 pagesJuice Extraction Plant Technical SpecificationssenaNo ratings yet
- Boiling HouseDocument154 pagesBoiling HousesenaNo ratings yet
- Pump ChecklistDocument1 pagePump ChecklistsenaNo ratings yet
- 1Document3 pages1senaNo ratings yet
- Steam Generation PlantDocument38 pagesSteam Generation PlantsenaNo ratings yet
- 1Document3 pages1senaNo ratings yet
- Guide to installing, operating and maintaining Kirloskar pumpsDocument50 pagesGuide to installing, operating and maintaining Kirloskar pumpssenaNo ratings yet
- 1Document3 pages1senaNo ratings yet
- Power Generation PlantDocument115 pagesPower Generation PlantsenaNo ratings yet
- MillDocument51 pagesMillsenaNo ratings yet
- 1Document3 pages1senaNo ratings yet
- 1Document3 pages1senaNo ratings yet
- Vacuum Tumbler Henneken B2 - 900 L - OfferDocument6 pagesVacuum Tumbler Henneken B2 - 900 L - OffersenaNo ratings yet
- 1Document3 pages1senaNo ratings yet
- 1Document3 pages1senaNo ratings yet
- Introduction to Wonji Shoa Sugar Factory Pump ClassificationsDocument27 pagesIntroduction to Wonji Shoa Sugar Factory Pump ClassificationssenaNo ratings yet
- Family Range 50Hz HT Series Innovative Split Case PumpsDocument3 pagesFamily Range 50Hz HT Series Innovative Split Case PumpssenaNo ratings yet
- Wil o 443271Document100 pagesWil o 443271senaNo ratings yet
- 1Document3 pages1senaNo ratings yet
- CE Front - BackDocument2 pagesCE Front - Backedward baskaraNo ratings yet
- Equations: Equations For Block 1: IntroductionDocument37 pagesEquations: Equations For Block 1: IntroductionsenaNo ratings yet
- Cooling Tower DesignDocument12 pagesCooling Tower DesignsenaNo ratings yet
- Insulation CalDocument24 pagesInsulation CalsenaNo ratings yet
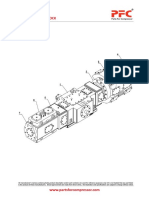
- Compressor BlockDocument2 pagesCompressor BlocksenaNo ratings yet
- SFD Is 800 2007Document118 pagesSFD Is 800 2007Angel VargasNo ratings yet
- Evaluation of seismic response of RC frames with masonry infillsDocument188 pagesEvaluation of seismic response of RC frames with masonry infillsJesús Enrique Martínez GonzálezNo ratings yet
- Pile Hammer Weight PDFDocument2 pagesPile Hammer Weight PDFMohd Azual JaafarNo ratings yet
- D100135X012Document12 pagesD100135X012Fernando GiadansNo ratings yet
- BS 1449-1-5 - 1991Document8 pagesBS 1449-1-5 - 1991عمر عمرNo ratings yet
- Ssangyong Rexton BrochureDocument32 pagesSsangyong Rexton BrochureJuan de las heras calvoNo ratings yet
- 32-11-12 AssemblyDocument3 pages32-11-12 AssemblyJosua SilaenNo ratings yet
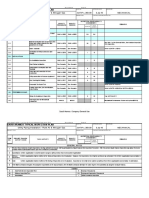
- Saudi Aramco Typical Inspection Plan: Utility Piping Installation - Plant Air & Nitrogen Gas SATIP-L-350-09 MechanicalDocument10 pagesSaudi Aramco Typical Inspection Plan: Utility Piping Installation - Plant Air & Nitrogen Gas SATIP-L-350-09 Mechanicalkarthi51289100% (1)
- Numerical Modelling of Laterally Loaded Single Pile: A.Lakshmi RishithaDocument102 pagesNumerical Modelling of Laterally Loaded Single Pile: A.Lakshmi RishithaAkhilesh Kumar SinghNo ratings yet
- CFD Pro 14.5 L08 IntroCFD CFXDocument27 pagesCFD Pro 14.5 L08 IntroCFD CFXMahir SoyerNo ratings yet
- JC10 JOYSTICK CONTROL SYSTEM OPERATION MANUAL - Unlocked (OCR)Document32 pagesJC10 JOYSTICK CONTROL SYSTEM OPERATION MANUAL - Unlocked (OCR)이리재No ratings yet
- Gate DoS (1997-2014)Document36 pagesGate DoS (1997-2014)Tejas PatilNo ratings yet
- PS 3580 Pak 151Document17 pagesPS 3580 Pak 151Thuanne Braúlio HennigNo ratings yet
- QM Lab Animesh PDFDocument11 pagesQM Lab Animesh PDFAnimesh SahNo ratings yet
- MS 9001 eDocument58 pagesMS 9001 eAlexey Marchenko100% (2)
- Engineering Mechanics Course OutlineDocument3 pagesEngineering Mechanics Course OutlineDedar RashidNo ratings yet
- Calculate stresses in layered soilsDocument4 pagesCalculate stresses in layered soilsAngelo BautistaNo ratings yet
- Msil Sensor PresentationDocument27 pagesMsil Sensor Presentationravi.youNo ratings yet
- MR 307 Laguna 2Document86 pagesMR 307 Laguna 2Johne DoeeNo ratings yet
- Pressure Relief Valves PRV Pressure Loading Valves PLVDocument2 pagesPressure Relief Valves PRV Pressure Loading Valves PLVMostafa RaedNo ratings yet
- PreviewpdfDocument37 pagesPreviewpdfRajvir Kaur SidhuNo ratings yet
- Approved MES 19-6-12Document48 pagesApproved MES 19-6-12Anonymous 7ZYHilDNo ratings yet
- Strong Column Weak Beam Concept by Analy PDFDocument9 pagesStrong Column Weak Beam Concept by Analy PDFAmritanshu SrivastavaNo ratings yet
- 4360 GfaDocument3 pages4360 GfaEr Rajesh BuraNo ratings yet
- WRC107 297Document4 pagesWRC107 297MasoodMiyanNo ratings yet
- XI Physics IMP Short QuestionsDocument4 pagesXI Physics IMP Short QuestionsAshfaque Memon100% (1)