You might also like
- EeeDocument88 pagesEeeShalom HaileNo ratings yet
- CNC Common Terms PDFDocument2 pagesCNC Common Terms PDFShaival JhaNo ratings yet
- Design of A 3D Printed OrnithopterDocument4 pagesDesign of A 3D Printed OrnithopterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Photochemical MachiningDocument9 pagesPhotochemical MachiningKAMALJEET SINGHNo ratings yet
- Horizontal Machining CenterDocument18 pagesHorizontal Machining CenterShashankNo ratings yet
- Module 1 MergedDocument209 pagesModule 1 MergedDivyansh JainNo ratings yet
- Cam Lab 1Document40 pagesCam Lab 1Madhusudhan Rao KNo ratings yet
- Seminar Report 1Document28 pagesSeminar Report 1Akshay Kumar E HNo ratings yet
- Pune Summer Training ReportDocument34 pagesPune Summer Training ReportGaurav giriNo ratings yet
- .Design and Fabrication of Multipurpose Agriculture VehicleDocument8 pages.Design and Fabrication of Multipurpose Agriculture VehiclePriya Nanda ReddyNo ratings yet
- Machine Drawing - 15Me34D: Unit - 1 - Conventional RepresentationDocument22 pagesMachine Drawing - 15Me34D: Unit - 1 - Conventional Representationshreedhar sbNo ratings yet
- Fundamentals of NC Technology-Unit-1Document38 pagesFundamentals of NC Technology-Unit-1Swarna Paul100% (1)
- Syringe Powered Mechanical ArmDocument14 pagesSyringe Powered Mechanical Armj_sachin09100% (1)
- MMMDocument34 pagesMMMVaibhav Vithoba NaikNo ratings yet
- Fabrication of 360 Angular Drilling MachineDocument28 pagesFabrication of 360 Angular Drilling MachineDinesh KumarNo ratings yet
- CNC Operator Web-Based Tutorial 545Document20 pagesCNC Operator Web-Based Tutorial 545api-274441692No ratings yet
- Lecture Notes - Metal Forming PDFDocument68 pagesLecture Notes - Metal Forming PDFIrfan KhanNo ratings yet
- Vishal 35426455tyre Changer Machine NEWDocument22 pagesVishal 35426455tyre Changer Machine NEWSushant ManeNo ratings yet
- Application of Engineering Drawing in Chem. Engg.Document3 pagesApplication of Engineering Drawing in Chem. Engg.ArslanQureshi0% (1)
- CAD CAM Unit - 3 PPT-ilovepdf-compressedDocument66 pagesCAD CAM Unit - 3 PPT-ilovepdf-compressedTaha SakriwalaNo ratings yet
- Automatic Poor QualityDocument5 pagesAutomatic Poor Qualityqwerty187190No ratings yet
- Automatic Pneumatic Ramming Machine Design FabricationDocument3 pagesAutomatic Pneumatic Ramming Machine Design FabricationLAKKANABOINA LAKSHMANARAONo ratings yet
- Automatic Pneumatic High Speed Sheet Cutting MachineDocument5 pagesAutomatic Pneumatic High Speed Sheet Cutting MachineIyappanNo ratings yet
- Solar Table Saw MachineDocument20 pagesSolar Table Saw MachineSumedh SalveNo ratings yet
- MTM Lab PresentationDocument26 pagesMTM Lab PresentationMuhammad WaseemNo ratings yet
- CNC MillingDocument48 pagesCNC MillingHKHKBOOKSNo ratings yet
- Work HoldingDocument5 pagesWork HoldingKANDALA RAJASHEKAR REDDYNo ratings yet
- Mechanical Vibrations: Vibration Isolation DesignDocument11 pagesMechanical Vibrations: Vibration Isolation DesignNABIL HUSSAINNo ratings yet
- Harba Minch University Mechanical Curriculam and SyllabusDocument339 pagesHarba Minch University Mechanical Curriculam and SyllabusSanthi ThiruppathiNo ratings yet
- Title Page of Jig SawDocument6 pagesTitle Page of Jig SawJilly Arasu33% (3)
- 4th Sem Dme Machine Shop Records c20Document8 pages4th Sem Dme Machine Shop Records c20TRILOK KUMAR REDDYNo ratings yet
- Shaft Design Bearing SelectionDocument2 pagesShaft Design Bearing Selectionfma381bNo ratings yet
- Automats and Tool LayoutsDocument20 pagesAutomats and Tool LayoutsAyesha IshuNo ratings yet
- CNC Machines and Programming - CNC Lathe Tool Nose Radius CompensationDocument6 pagesCNC Machines and Programming - CNC Lathe Tool Nose Radius CompensationChanderprabh JainNo ratings yet
- CNC Machining CentreDocument5 pagesCNC Machining CentreaaqibaminNo ratings yet
- Microcontrollers LectureDocument13 pagesMicrocontrollers LectureIrvine ChibayaNo ratings yet
- Internship Report FormatDocument2 pagesInternship Report FormatNati man100% (1)
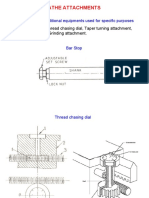
- Lathe AttachmentsDocument8 pagesLathe AttachmentsSuhasNo ratings yet
- MT-II LAB ManualDocument44 pagesMT-II LAB ManualGANESH KUMARNo ratings yet
- Quantitative Analysis of FMSDocument13 pagesQuantitative Analysis of FMSAbrarIraziqYatemee100% (1)
- Milling Machine Definition Parts Types Operations WithDocument19 pagesMilling Machine Definition Parts Types Operations WithMunem ShahriarNo ratings yet
- Manufacturing Process: CNC TechnologyDocument133 pagesManufacturing Process: CNC TechnologyRullyRahardianNo ratings yet
- Fixtures For NCDocument13 pagesFixtures For NCMaha RajanNo ratings yet
- Comparative Study of CNC Controllers Used in CNC Milling MachineDocument9 pagesComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALNo ratings yet
- Multipurpose Robotic ArmDocument7 pagesMultipurpose Robotic ArmIJRASETPublicationsNo ratings yet
- Intro To MechatronicsDocument33 pagesIntro To MechatronicsQaasim MoudNo ratings yet
- Solid Modeling Final - Manual-06!05!19 New by MailDocument276 pagesSolid Modeling Final - Manual-06!05!19 New by MailRajat ShrirameNo ratings yet
- Bottle Filling and Capping Using Geneva MechanismDocument5 pagesBottle Filling and Capping Using Geneva Mechanismabubeker muhamedNo ratings yet
- Welcome to Diagonal CADD PLM ConceptsDocument21 pagesWelcome to Diagonal CADD PLM ConceptsjoyalNo ratings yet
- Types of Gauges in Metrology (PDF)Document12 pagesTypes of Gauges in Metrology (PDF)Online ShoppingNo ratings yet
- CNC ProgrammingDocument22 pagesCNC ProgrammingMani KandanNo ratings yet
- Unit-Iii Constructional Features of CNC MachinesDocument33 pagesUnit-Iii Constructional Features of CNC MachinesMuthuvel MNo ratings yet
- Interchangeability in MetrologyDocument5 pagesInterchangeability in Metrologyesakkiraj05100% (1)
- Theoretical Design of A Plantain Peeling Machine: December 2018Document12 pagesTheoretical Design of A Plantain Peeling Machine: December 2018Óscar Alfonso Gómez SepúlvedaNo ratings yet
- Final Project Report 2017Document31 pagesFinal Project Report 2017Imran Sattar BhattiNo ratings yet
- Report On 3 D PrintingDocument37 pagesReport On 3 D Printingawanish singhNo ratings yet
- Static and Dynamic Characteristics of Measurement SystemDocument8 pagesStatic and Dynamic Characteristics of Measurement Systemc5404No ratings yet
- Understanding CNC coordinate systemsDocument5 pagesUnderstanding CNC coordinate systemsFade FadeNo ratings yet
- CNC Milling Machine GuideDocument5 pagesCNC Milling Machine GuideMuhammad SanaNo ratings yet
- M3 Hull Plate Nesting - SP1Document50 pagesM3 Hull Plate Nesting - SP1Bùi Công Lộc100% (1)
- Quantum Mechanics PileioDocument109 pagesQuantum Mechanics Pileiotenhak777No ratings yet
- Quiz 4 Plot and Graph AnsDocument4 pagesQuiz 4 Plot and Graph AnsCh asimNo ratings yet
- Creo ParametricDocument40 pagesCreo ParametricBARANINo ratings yet
- Assembly MagazineDocument5 pagesAssembly MagazineShameem Abdul KadarNo ratings yet
- Fundamentals of GD&TDocument72 pagesFundamentals of GD&TmanojNo ratings yet
- Areas Volumes MHD PDFDocument46 pagesAreas Volumes MHD PDFIssa MagangaNo ratings yet
- Skewed CoordinatesDocument22 pagesSkewed Coordinatesstoimie100% (1)
- Transformations - SPQDocument10 pagesTransformations - SPQAnthony BensonNo ratings yet
- En Strategy XXXXZ 1Document14 pagesEn Strategy XXXXZ 1sikueyaNo ratings yet
- 8064910D DA 41 V3 EnglishDocument36 pages8064910D DA 41 V3 EnglishErwin CordeelNo ratings yet
- Analysis of Roof Bolt Systems PDFDocument8 pagesAnalysis of Roof Bolt Systems PDFjulio1051No ratings yet
- DX200 Maintenance ManualDocument111 pagesDX200 Maintenance ManualLuís Gustavo SantiniNo ratings yet
- Chapter 2. Functions of Several VariablesDocument43 pagesChapter 2. Functions of Several Variablesyeyem12345No ratings yet
- 11 Planetary Science Data DictionaryDocument582 pages11 Planetary Science Data DictionaryMarcus Skookumchuck VanniniNo ratings yet
- Finalized Report Lab 1Document23 pagesFinalized Report Lab 1hanifNo ratings yet
- Flovent Demo Feb06!09!05-06Document59 pagesFlovent Demo Feb06!09!05-06Rawnee HoNo ratings yet
- 78 Loss of Excitation SIEMENS PaperDocument15 pages78 Loss of Excitation SIEMENS PaperalepreteNo ratings yet
- Surds and Indices Worksheet 3Document18 pagesSurds and Indices Worksheet 3Michael KitcherNo ratings yet
- PM Mathematics TipsDocument5 pagesPM Mathematics Tipshafis82No ratings yet
- Motion SimulationDocument20 pagesMotion SimulationBruno ReisNo ratings yet
- Functions and Graphs IntmathDocument61 pagesFunctions and Graphs IntmathsmeenaNo ratings yet
- Projection of SolidsDocument16 pagesProjection of SolidsDEEPANGaeNo ratings yet
- Lab Report FormatDocument1 pageLab Report FormatDivyansh RaiNo ratings yet
- Capillary Conduction of Liquids Through Porous Mediums: NOVEMBER, 1931 PhysicsDocument16 pagesCapillary Conduction of Liquids Through Porous Mediums: NOVEMBER, 1931 PhysicsCamilo AguilaNo ratings yet
- enDocument104 pagesenJoão ArtilheiroNo ratings yet
- Tekla Steel Detailing Basic Training ModellingDocument174 pagesTekla Steel Detailing Basic Training Modellingarmando0esteban0quit100% (1)
- Excel ClimatogramDocument3 pagesExcel ClimatogramAnonymous ZADhuLzS4No ratings yet
- TikZ Tutorial: A Guide to Drawing with Points, Curves and ShapesDocument47 pagesTikZ Tutorial: A Guide to Drawing with Points, Curves and ShapessalnasuNo ratings yet