You might also like
- Plastic ProcessingDocument35 pagesPlastic ProcessingCIPET KORBA TESTING100% (1)
- Optimization of Cold Rolling Mill ParameDocument6 pagesOptimization of Cold Rolling Mill Paramevo thanh lam100% (1)
- CoalDocument43 pagesCoalmek00sNo ratings yet
- Surge CalculationsDocument21 pagesSurge CalculationsHieuNo ratings yet
- Mechanical Engineering - Training ReportDocument39 pagesMechanical Engineering - Training ReportCutie72% (32)
- Aluminium Heat ExchangersDocument6 pagesAluminium Heat ExchangersSachin KheveriaNo ratings yet
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraNo ratings yet
- Steel Bridge Design using FEM AnalysisDocument47 pagesSteel Bridge Design using FEM AnalysisROHANNo ratings yet
- Periodic Inspection of Static Cryoginic VesselsDocument12 pagesPeriodic Inspection of Static Cryoginic VesselsAnonymous 1XHScfCINo ratings yet
- SB Drill CollarDocument51 pagesSB Drill CollarJeff ZhangNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- 00102W C G0 G000 PE SPC 0013 Rev 1 Standard Pipe SupportsDocument119 pages00102W C G0 G000 PE SPC 0013 Rev 1 Standard Pipe SupportsMurtadda MohammedNo ratings yet
- Edutor Tank MixerDocument2 pagesEdutor Tank MixerLeandro BuosiNo ratings yet
- On And: Hypereutectoid Transf Ormation BehaviorDocument8 pagesOn And: Hypereutectoid Transf Ormation BehaviorSmruti Ranjan PattanayakNo ratings yet
- API 570 FormulasDocument2 pagesAPI 570 FormulasArif Mokhtar89% (9)
- Bhel (Transformer) Major TrainingDocument33 pagesBhel (Transformer) Major TrainingArpitSinghNo ratings yet
- Thesis by Rohit GargDocument313 pagesThesis by Rohit GargSamir Bose100% (1)
- Cupping Tester: With PC Software For Advance Analysis and Database Creation For ComparisionDocument5 pagesCupping Tester: With PC Software For Advance Analysis and Database Creation For ComparisionrischajayantyNo ratings yet
- Aura IncDocument6 pagesAura IncJony ChauhanNo ratings yet
- Optimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueDocument11 pagesOptimization of Machining Parameters of 20MnCr5 Steel in Turning Operation Using Taguchi TechniqueIJMERNo ratings yet
- Electricl Steels PDFDocument28 pagesElectricl Steels PDFAmir KrzNo ratings yet
- A Paper On Al Base Alloys (UddheleomVancron) AeroDocument11 pagesA Paper On Al Base Alloys (UddheleomVancron) AeroAVINASHNo ratings yet
- Solder Heat Resistance TestDocument3 pagesSolder Heat Resistance TestGopinathan BalakrishnanNo ratings yet
- Casting Blemishes and Supply Chain Relationship in Cast Iron FoundryDocument8 pagesCasting Blemishes and Supply Chain Relationship in Cast Iron FoundryVittal SBNo ratings yet
- Optimization of Process Parameters in Wedm Process On Two Workpieces of Materials Hardox-400 and Hardox-500Document12 pagesOptimization of Process Parameters in Wedm Process On Two Workpieces of Materials Hardox-400 and Hardox-500TJPRC PublicationsNo ratings yet
- 1 PBDocument8 pages1 PBmuhammad rayhanNo ratings yet
- Analysis and Optimization of Surface Roughness in Turning Operation of Mild Steel Using Taguchi MethodDocument5 pagesAnalysis and Optimization of Surface Roughness in Turning Operation of Mild Steel Using Taguchi MethodIzzah HzmhNo ratings yet
- Estimation of MagDocument6 pagesEstimation of MagDeepak ShrivastavNo ratings yet
- In-Line Eddy Current Testing of Wire Rod: Technical InformationDocument7 pagesIn-Line Eddy Current Testing of Wire Rod: Technical InformationBK ICTNo ratings yet
- PV PIPE - CONNECTING OIL AND GASDocument2 pagesPV PIPE - CONNECTING OIL AND GASKyNo ratings yet
- Metals: Feeling Machine For Process Monitoring of Turning Hybrid Solid ComponentsDocument12 pagesMetals: Feeling Machine For Process Monitoring of Turning Hybrid Solid ComponentsahmadNo ratings yet
- Spot WeldingDocument39 pagesSpot WeldingchandraNo ratings yet
- Non-Oriented Fully Process Electrical Steel - ASTMDocument28 pagesNon-Oriented Fully Process Electrical Steel - ASTMhpham2005No ratings yet
- Gaziantep University Engineering Faculty: Experimental Investigation of Abrasive Flow Machining of Ti6Al4VDocument17 pagesGaziantep University Engineering Faculty: Experimental Investigation of Abrasive Flow Machining of Ti6Al4VDAKIN UNIVERSITYNo ratings yet
- CNC Wire Cut Edm: 1. Non Traditional Machining LaboratoryDocument5 pagesCNC Wire Cut Edm: 1. Non Traditional Machining LaboratoryAkash KumarNo ratings yet
- Six Weeks Training Report or Presentation For B.techDocument38 pagesSix Weeks Training Report or Presentation For B.techDeepinder SinghNo ratings yet
- Fcaw - Modern Tool For Cost Control ???Document8 pagesFcaw - Modern Tool For Cost Control ???Asad Bin Ala QatariNo ratings yet
- EGE00B20Document17 pagesEGE00B20Jhonny Rafael Blanco Caura100% (1)
- Materials Today: Proceedings: S. Nagendharan, R. Kishore, P. Gurusamy, P. SubashDocument6 pagesMaterials Today: Proceedings: S. Nagendharan, R. Kishore, P. Gurusamy, P. SubashKishore RaviNo ratings yet
- IC3MT RibeiroDocument7 pagesIC3MT RibeiroSecond Home CateringNo ratings yet
- Physical Sciences 1 BriefDocument5 pagesPhysical Sciences 1 Brieframu reddyNo ratings yet
- Ijaiem 2014 01 04 004Document5 pagesIjaiem 2014 01 04 004International Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Improve Quality and Profitability as a Manufacturing EngineerDocument5 pagesImprove Quality and Profitability as a Manufacturing EngineerAnkitNo ratings yet
- Optimization of Cutting Parameters in Hard Turning of AISI 4340 SteelDocument6 pagesOptimization of Cutting Parameters in Hard Turning of AISI 4340 SteelIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Acceptance Sampling in Forging ProductsDocument5 pagesAcceptance Sampling in Forging ProductsAbid YusufNo ratings yet
- 1 PDFDocument11 pages1 PDFmahendraNo ratings yet
- Roll Breakage DetectionDocument7 pagesRoll Breakage Detectionzubair ahmadNo ratings yet
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDocument8 pagesOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- Weidouli Valves ScopeDocument16 pagesWeidouli Valves ScopeDiego CarreraNo ratings yet
- Investigations On Mechanical Properties of AL 8011 Reinforced With Micro B C / Red Mud by Stir Casting MethodDocument8 pagesInvestigations On Mechanical Properties of AL 8011 Reinforced With Micro B C / Red Mud by Stir Casting MethodRohini DhayanithiNo ratings yet
- Irst 19 2012Document65 pagesIrst 19 2012krischaever100% (1)
- Methodology and Experimental WorkDocument11 pagesMethodology and Experimental WorkgudukumarNo ratings yet
- Expt 3 Brinell Hardness TestDocument19 pagesExpt 3 Brinell Hardness TestDan Joshua EspinaNo ratings yet
- BrochureDocument7 pagesBrochureVelu SamyNo ratings yet
- Kerf WidthDocument6 pagesKerf WidthlarryNo ratings yet
- Ijmet 06 09 001Document9 pagesIjmet 06 09 001IAEME PublicationNo ratings yet
- Offshore Mooring Chain Cables and AccessoriesDocument8 pagesOffshore Mooring Chain Cables and Accessoriesscofiel1No ratings yet
- TarjomeFa F1044 EnglishDocument6 pagesTarjomeFa F1044 EnglishMohammed EndrisNo ratings yet
- L16 Orthogonal Array For Tool Life, IRAQ Univ.Document13 pagesL16 Orthogonal Array For Tool Life, IRAQ Univ.Chris SmithNo ratings yet
- Sanray Labs BrochureDocument5 pagesSanray Labs BrochureLokesh GandikotaNo ratings yet
- Irs T19-1994Document24 pagesIrs T19-1994vpmohammed0% (1)
- Design of Experiments Approach for Improving Wire Bonding QualityDocument5 pagesDesign of Experiments Approach for Improving Wire Bonding QualityAsachan rujeephisitNo ratings yet
- Non-Destructive Evaluation of Powder Metallurgy PartsDocument17 pagesNon-Destructive Evaluation of Powder Metallurgy PartsMuhammad AdilNo ratings yet
- Spring testing machine pptDocument16 pagesSpring testing machine pptMayur Madhukar MankarNo ratings yet
- Improving Automotive Piston Quality with Non-Destructive TestingDocument5 pagesImproving Automotive Piston Quality with Non-Destructive TestingDwi RahmanNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Jiang 2014Document4 pagesJiang 2014Smruti Ranjan PattanayakNo ratings yet
- HHFFFFHHDocument6 pagesHHFFFFHHSmruti Ranjan PattanayakNo ratings yet
- Pass Schedule of Wire Drawing Process To Prevent Delamination For High Strength Steel Cord WireDocument9 pagesPass Schedule of Wire Drawing Process To Prevent Delamination For High Strength Steel Cord WireSmruti Ranjan PattanayakNo ratings yet
- Engineering Failure Analysis: Robert Kruzel, Malgorzata Ulewicz TDocument6 pagesEngineering Failure Analysis: Robert Kruzel, Malgorzata Ulewicz TSmruti Ranjan PattanayakNo ratings yet
- Engineering Failure Analysis: Robert Kruzel, Malgorzata Ulewicz TDocument6 pagesEngineering Failure Analysis: Robert Kruzel, Malgorzata Ulewicz TSmruti Ranjan PattanayakNo ratings yet
- J Proeng 2017 05 348Document5 pagesJ Proeng 2017 05 348Smruti Ranjan PattanayakNo ratings yet
- Jiang 2014Document4 pagesJiang 2014Smruti Ranjan PattanayakNo ratings yet
- Kruzel 2018Document6 pagesKruzel 2018Smruti Ranjan PattanayakNo ratings yet
- Chen 2013Document8 pagesChen 2013Smruti Ranjan PattanayakNo ratings yet
- Liu 2015Document8 pagesLiu 2015Smruti Ranjan PattanayakNo ratings yet
- Solving Quality Problems in Tyre Production Preparation Process: A Practical ApproachDocument8 pagesSolving Quality Problems in Tyre Production Preparation Process: A Practical ApproachNebiyou AyalewNo ratings yet
- J Proeng 2017 05 348Document5 pagesJ Proeng 2017 05 348Smruti Ranjan PattanayakNo ratings yet
- FHFJKDDDDDDocument6 pagesFHFJKDDDDDSmruti Ranjan PattanayakNo ratings yet
- J Scriptamat 2014 04 016Document3 pagesJ Scriptamat 2014 04 016Smruti Ranjan PattanayakNo ratings yet
- HHFFFFHHDocument6 pagesHHFFFFHHSmruti Ranjan PattanayakNo ratings yet
- Development of Medium Carbon Steel Wire Rods For Cold Heading by Isothermal Transformation TreatmentDocument6 pagesDevelopment of Medium Carbon Steel Wire Rods For Cold Heading by Isothermal Transformation TreatmentSmruti Ranjan PattanayakNo ratings yet
- Development of High-Strength Steel Wire With Superior WeldabilityDocument5 pagesDevelopment of High-Strength Steel Wire With Superior WeldabilitySmruti Ranjan PattanayakNo ratings yet
- Effect of Chemical Composition On Casting PerformanceDocument7 pagesEffect of Chemical Composition On Casting PerformanceSmruti Ranjan PattanayakNo ratings yet
- Size Dependence of Delamination of High-Carbon Steel WireDocument9 pagesSize Dependence of Delamination of High-Carbon Steel WireSmruti Ranjan PattanayakNo ratings yet
- Unit 1 Background To RC Design - Lecture SlidesDocument108 pagesUnit 1 Background To RC Design - Lecture SlidesAristotle SironNo ratings yet
- 060313mp05 - Mechanical Testing of Plastic Rubber Elastomer and Composite MaterialsDocument4 pages060313mp05 - Mechanical Testing of Plastic Rubber Elastomer and Composite MaterialsIka JulianaNo ratings yet
- Parametric Study of The Residual Strength of Deteriorating Simply-Supported Post-Tensioned Concrete BridgesDocument12 pagesParametric Study of The Residual Strength of Deteriorating Simply-Supported Post-Tensioned Concrete Bridgesafzal taiNo ratings yet
- Calcium Aluminate Cements: Proceedings of The Centenary Conference 2008Document12 pagesCalcium Aluminate Cements: Proceedings of The Centenary Conference 2008petemberNo ratings yet
- Dynaflow Vs Stay Silv 15Document2 pagesDynaflow Vs Stay Silv 15Zeljko RisticNo ratings yet
- Monitoring and optimizing cement mill performanceDocument5 pagesMonitoring and optimizing cement mill performanceMin MCLNo ratings yet
- Retail Product GuideDocument74 pagesRetail Product Guideharish GiriNo ratings yet
- Universal Suspension Assembly HolderDocument8 pagesUniversal Suspension Assembly HolderRabah AmidiNo ratings yet
- Proje Celik DoğanDocument15 pagesProje Celik Doğanmert180No ratings yet
- Liangchew CatalogueDocument48 pagesLiangchew CatalogueKyaw Naing AungNo ratings yet
- EN 760 (Flux-SAW)Document2 pagesEN 760 (Flux-SAW)HoangNo ratings yet
- Internal Pressure Analysis Acc. To EN 13480-3 (Edit. 2017) : Input DataDocument2 pagesInternal Pressure Analysis Acc. To EN 13480-3 (Edit. 2017) : Input DataDomagoj ButumovićNo ratings yet
- Scotsman CSE60-1A Ice Maker 3243721Document2 pagesScotsman CSE60-1A Ice Maker 3243721bob_cottenNo ratings yet
- Panelboard Selection GuideDocument32 pagesPanelboard Selection GuideDesiderio BourdetNo ratings yet
- Engineering polymers annealing guideDocument3 pagesEngineering polymers annealing guidejuan k RestrepoNo ratings yet
- The National Academies PressDocument231 pagesThe National Academies PressCatalin SfatNo ratings yet
- Electronic Workbench AND TOOLSDocument44 pagesElectronic Workbench AND TOOLSRhodman NavarroNo ratings yet
- Cat 2 RCD QuestionsDocument2 pagesCat 2 RCD QuestionsNPhilemonNo ratings yet
- ms-02-316 Pre-Insulated Tubing BundlesDocument12 pagesms-02-316 Pre-Insulated Tubing BundleskicsnerNo ratings yet
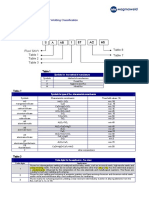
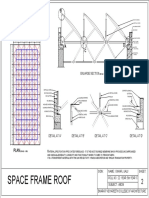
- Space frame roof structure designDocument1 pageSpace frame roof structure designChndrashekhar DombNo ratings yet
- 2502 Filtri HFA Dic2014Document8 pages2502 Filtri HFA Dic2014John F Diaz HNo ratings yet
- Persta Industrie e PDFDocument140 pagesPersta Industrie e PDFZoranNo ratings yet
- Installation and User Guide for ZonePRO ThermostatsDocument6 pagesInstallation and User Guide for ZonePRO ThermostatsLuis Leiva SanchezNo ratings yet
- Tradesperson 1 - High Voltage Electrical - Vacancy - Ad - External - February - 2020 PDFDocument2 pagesTradesperson 1 - High Voltage Electrical - Vacancy - Ad - External - February - 2020 PDFPatrick MunuoNo ratings yet