You might also like
- SP-2342 Rev 4Document68 pagesSP-2342 Rev 4sakthidharan100% (1)
- PMS VMS OesDocument4 pagesPMS VMS OesDeepak PalNo ratings yet
- TEM-En-001-00 - Spring Support Data SheetDocument2 pagesTEM-En-001-00 - Spring Support Data SheetPhilippe AlexandreNo ratings yet
- Eil Spec Bo16-000-80-44-Ol-S001 Rev ADocument2 pagesEil Spec Bo16-000-80-44-Ol-S001 Rev AjaganNo ratings yet
- Hyundai Pump SUBMERGED C PUMP PDFDocument10 pagesHyundai Pump SUBMERGED C PUMP PDFZuzanna Kat-ToporskaNo ratings yet
- Pipeline Stress Analysis With Caesar IiDocument16 pagesPipeline Stress Analysis With Caesar IiGohar ZamanNo ratings yet
- Datasheet For Steel Grades Special Alloy Gs-25Crmo4Document2 pagesDatasheet For Steel Grades Special Alloy Gs-25Crmo4ssvrNo ratings yet
- E1300 - Corrosion and CoatingsDocument3 pagesE1300 - Corrosion and Coatingsgerrzen64No ratings yet
- PG 6 - 14 Basis of Support StandardDocument10 pagesPG 6 - 14 Basis of Support StandardPankaj SahuNo ratings yet
- KF Check-Valves PDFDocument24 pagesKF Check-Valves PDFTaylor RamirezNo ratings yet
- 6-76-0002 Bolt Tension For FlangesDocument33 pages6-76-0002 Bolt Tension For Flangesrovergamma100% (1)
- Udhe 2.standardsDocument1 pageUdhe 2.standardsom dhamnikarNo ratings yet
- HFY0 PIP DB 10001 Piping Design Basis A CommentedDocument8 pagesHFY0 PIP DB 10001 Piping Design Basis A CommentedVignesh PanchabakesanNo ratings yet
- 8-12-8 Fabrication of Piping PDFDocument7 pages8-12-8 Fabrication of Piping PDFasif rahimNo ratings yet
- Pihasa 147A Catalogue All PDFDocument170 pagesPihasa 147A Catalogue All PDFHernâni CruzNo ratings yet
- Practice 000 250 2020 Date 11feb00 Page 1 of 4Document6 pagesPractice 000 250 2020 Date 11feb00 Page 1 of 4mengelito almonteNo ratings yet
- Tpp-Abe-Mp-1201-0004 - Data Sheet For Pig Launcher & Receiver - R2 - 13-May-2016Document9 pagesTpp-Abe-Mp-1201-0004 - Data Sheet For Pig Launcher & Receiver - R2 - 13-May-2016OlusayoNo ratings yet
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Document31 pagesStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaNo ratings yet
- 6 44 0005 A2Document25 pages6 44 0005 A2S.selvakumarNo ratings yet
- Iocl TenderDocument22055Document769 pagesIocl TenderDocument22055dineshhindujaNo ratings yet
- CHECK-LIST PI-04 Stress Analysis Report - Piping - Fr.enDocument4 pagesCHECK-LIST PI-04 Stress Analysis Report - Piping - Fr.enYousef SalahNo ratings yet
- Ball Valves: Sharma MVSRK 15 October 2013Document49 pagesBall Valves: Sharma MVSRK 15 October 2013Jay Ganta100% (2)
- Swagelok Needle ValvesDocument12 pagesSwagelok Needle Valvesnegg 348No ratings yet
- Curriculum Vitae: Sridhar VijayanDocument5 pagesCurriculum Vitae: Sridhar VijayanSridhar VijayanNo ratings yet
- SPE 76-002 (2006) Flange MaterialsDocument6 pagesSPE 76-002 (2006) Flange Materials김창배No ratings yet
- Monolithic Isolating Joint DatasheetDocument3 pagesMonolithic Isolating Joint DatasheetEpwe100% (1)
- Sigmaline 2000Document5 pagesSigmaline 2000mahotkatNo ratings yet
- Bharat Petroleum Bid With UOP SpecificationDocument395 pagesBharat Petroleum Bid With UOP SpecificationBilal RasheedNo ratings yet
- Load Cases For Typical Piping System Using CAESAR IIDocument4 pagesLoad Cases For Typical Piping System Using CAESAR IIsj22No ratings yet
- Flange Pipe SupportDocument1 pageFlange Pipe SupportindeskeyNo ratings yet
- Block and Bleed ValveDocument36 pagesBlock and Bleed ValveTochukwu OnuohaNo ratings yet
- NEMA Force Allowed On The Flange - Pipelines, Piping and Fluid Mechanics Engineering - Eng-TipsDocument4 pagesNEMA Force Allowed On The Flange - Pipelines, Piping and Fluid Mechanics Engineering - Eng-Tipsyundtech974No ratings yet
- 50B10 Standard Assembly LibraryDocument78 pages50B10 Standard Assembly Libraryishu vohraNo ratings yet
- Bechtel Corporation Engineering - Control Systems Engineering Design Guide Control Valves 3DG-J51-00001, Revision 002, 2002 August 5Document40 pagesBechtel Corporation Engineering - Control Systems Engineering Design Guide Control Valves 3DG-J51-00001, Revision 002, 2002 August 5Alvis JeffreyNo ratings yet
- ASME B31E Seismic Analysis On Piping Systems 1678725596Document19 pagesASME B31E Seismic Analysis On Piping Systems 1678725596Ponnaiah SathiyaprabhuNo ratings yet
- Steel Plug Valves 2016 1Document96 pagesSteel Plug Valves 2016 1EdinsonNo ratings yet
- 8-12-7 Fabrication of PipingDocument6 pages8-12-7 Fabrication of PipingWilson ramirez zuniniNo ratings yet
- LAPRIL-K017 - SS Piping PDFDocument76 pagesLAPRIL-K017 - SS Piping PDFNathan LeoNo ratings yet
- Wake Frequency Calculation: Customer: Tag No: Reference: DateDocument1 pageWake Frequency Calculation: Customer: Tag No: Reference: DateShakeel AhmedNo ratings yet
- SlurryDocument64 pagesSlurryAlexander AcuñaNo ratings yet
- Rite Sized Check Valves: ASME Class 125 - 2500 1" (25mm) - 60" (1500mm)Document8 pagesRite Sized Check Valves: ASME Class 125 - 2500 1" (25mm) - 60" (1500mm)Cristian PisitelloNo ratings yet
- Dots in ASME B36.10 Under Schedule TableDocument5 pagesDots in ASME B36.10 Under Schedule TableIbrahim BashaNo ratings yet
- Flange Leakage Check SheetDocument1 pageFlange Leakage Check SheetLimin ZhangNo ratings yet
- VV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFDocument253 pagesVV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFLê Phước PhúNo ratings yet
- Hierarchy in PDMS - World, Site, ZoneDocument6 pagesHierarchy in PDMS - World, Site, Zones_baishyaNo ratings yet
- Floating and Trunnion Ball Valves PDFDocument15 pagesFloating and Trunnion Ball Valves PDFAlienshowNo ratings yet
- PDFDocument7 pagesPDFAngling DharmaNo ratings yet
- Rock Shield Material Data SheetDocument1 pageRock Shield Material Data SheetR.S.No ratings yet
- 18 Inch Gas Pipeline DataDocument2 pages18 Inch Gas Pipeline DataAliZenatiNo ratings yet
- TN GopinathDocument299 pagesTN GopinathNaresh Sharma0% (1)
- Flange Leakage Check: Equivalent Pressure / Kellogg MethodDocument3 pagesFlange Leakage Check: Equivalent Pressure / Kellogg Methodtom hNo ratings yet
- 02 Samss 012 PDFDocument10 pages02 Samss 012 PDFnadeem shaikhNo ratings yet
- LT Valves Triple Offset Butterfly ValvesDocument20 pagesLT Valves Triple Offset Butterfly ValvesPSC RFQNo ratings yet
- 436 Piping Course DescriptionDocument2 pages436 Piping Course DescriptionAnonymous q9eCZHMuS100% (1)
- TVA Flowmeter-Technical InformationDocument2 pagesTVA Flowmeter-Technical InformationRandy PalmaNo ratings yet
- 1.0 Scope: Welding of Carbon Steel PipingDocument3 pages1.0 Scope: Welding of Carbon Steel PipingandhucaosNo ratings yet
- Hfo Unloading System: 1 For Approval Saado N Ahmed Ahme D Ahmed 29.03.2022Document12 pagesHfo Unloading System: 1 For Approval Saado N Ahmed Ahme D Ahmed 29.03.2022AliNo ratings yet
- 06 - 3211 - Liquid Flow Computer - Rev 1Document9 pages06 - 3211 - Liquid Flow Computer - Rev 1DEBASISH SARKARNo ratings yet
- 019-3203 - Orifice Plate - Rev 1Document11 pages019-3203 - Orifice Plate - Rev 1Sunil KoricherlaNo ratings yet
- Concrete Materials: Properties, Specifications, and TestingFrom EverandConcrete Materials: Properties, Specifications, and TestingRating: 4.5 out of 5 stars4.5/5 (5)
- Pipe RackDocument18 pagesPipe RackPankaj SahuNo ratings yet
- Steam Tracing SpecificationDocument14 pagesSteam Tracing SpecificationPankaj SahuNo ratings yet
- Pipe SpacingDocument2 pagesPipe SpacingPankaj SahuNo ratings yet
- PG 6 - 14 Basis of Support StandardDocument10 pagesPG 6 - 14 Basis of Support StandardPankaj SahuNo ratings yet
- Pipe Spacing 150# and 300#Document2 pagesPipe Spacing 150# and 300#Pankaj SahuNo ratings yet
- Steam Tracing SpecificationDocument14 pagesSteam Tracing SpecificationPankaj SahuNo ratings yet
- Acknowledgement FormatDocument1 pageAcknowledgement FormatPankaj SahuNo ratings yet
- Conversão Metais DIN ASTM Etc PDFDocument1 pageConversão Metais DIN ASTM Etc PDFRafael Perches PierriNo ratings yet
- TBN Forward TitrationDocument5 pagesTBN Forward TitrationAlex Suárez GonzagaNo ratings yet
- Tank ModellingDocument1 pageTank ModellingPankaj SahuNo ratings yet
- CAESAR II Expansion JointsDocument26 pagesCAESAR II Expansion Jointskamal_md100% (4)
- Piping Engineering Course - Page 2Document1 pagePiping Engineering Course - Page 2Pankaj SahuNo ratings yet
- IIT Mumbai PDFDocument242 pagesIIT Mumbai PDFPankaj SahuNo ratings yet
- Heat Exchanger PDFDocument1 pageHeat Exchanger PDFPankaj SahuNo ratings yet
- TemaDocument1 pageTemaPankaj SahuNo ratings yet
- Great Leaders: A PresentationDocument100 pagesGreat Leaders: A Presentationapi-375047597% (30)
- Desirable Octane Number 92: Hydorcarbon Octane # B.P. (C)Document51 pagesDesirable Octane Number 92: Hydorcarbon Octane # B.P. (C)Pankaj SahuNo ratings yet
- A Guide To Refinery ProcessDocument35 pagesA Guide To Refinery ProcessBalamurugan100% (3)
- TemaDocument1 pageTemaPankaj SahuNo ratings yet
- Thermal ExpansionDocument19 pagesThermal ExpansionPankaj SahuNo ratings yet
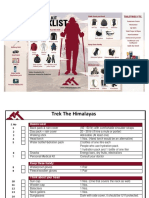
- Trek Essentials ListDocument2 pagesTrek Essentials ListKaustav_24No ratings yet
- New Microsoft Office Excel WorksheetDocument1 pageNew Microsoft Office Excel WorksheetPankaj SahuNo ratings yet
- Great LeadersDocument100 pagesGreat LeadersaakashtrivediNo ratings yet
- Via 44 40A: Mumbai CST Dadar Lokmanya Tilak (T)Document2 pagesVia 44 40A: Mumbai CST Dadar Lokmanya Tilak (T)Pankaj SahuNo ratings yet
- Great LeadersDocument100 pagesGreat LeadersaakashtrivediNo ratings yet
- AbcdDocument1 pageAbcdPankaj SahuNo ratings yet
- Manual-Audi-8Vel0BW Hybrid Four-Wheel Drive PDFDocument173 pagesManual-Audi-8Vel0BW Hybrid Four-Wheel Drive PDFCarlos Garcia GodoyNo ratings yet
- User'S Manual: Questions?Document32 pagesUser'S Manual: Questions?Oscar BazNo ratings yet
- CubiScan 100Document96 pagesCubiScan 100Walter Anderson CristalNo ratings yet
- TSR81 Standard Single Screw Extruder Start Up-Shutdown and Emergency Shutdown ProceduresDocument4 pagesTSR81 Standard Single Screw Extruder Start Up-Shutdown and Emergency Shutdown ProceduresahumairNo ratings yet
- Astm A36 2019 PDFDocument3 pagesAstm A36 2019 PDFrahmath nawaz100% (1)
- Rru 3260Document135 pagesRru 3260Cesar Augusto Ribeiro AroeiraNo ratings yet
- Avon UTC 1535c6Document85 pagesAvon UTC 1535c6juanaNo ratings yet
- Sewing Clutch Motor Pulley PDFDocument15 pagesSewing Clutch Motor Pulley PDFArja'un TeaNo ratings yet
- Rexroth ValveDocument20 pagesRexroth ValvesatriaNo ratings yet
- Komatsu PW98MR-6 Hydraulic Excavator Service Repair Manual SN F00003 and Up PDFDocument29 pagesKomatsu PW98MR-6 Hydraulic Excavator Service Repair Manual SN F00003 and Up PDFdfjjskemmdm100% (2)
- Astm D 4220 PDFDocument11 pagesAstm D 4220 PDFstellaraydanNo ratings yet
- Varadero 125 - sm-v1Document343 pagesVaradero 125 - sm-v1ArneNo ratings yet
- Engine of Richard Trevithick of 1806 Model of The High Pressure Dredger Assemblies Bill of Materials, Parts andDocument1 pageEngine of Richard Trevithick of 1806 Model of The High Pressure Dredger Assemblies Bill of Materials, Parts andNetflix JednaNo ratings yet
- Pipe HangerDocument105 pagesPipe HangerYvan Nuñez EscobedoNo ratings yet
- Ritz Aircraft Warning Device (Sphere)Document2 pagesRitz Aircraft Warning Device (Sphere)rasheed313No ratings yet
- DRT 104 - 2Document59 pagesDRT 104 - 2Sir ArtNo ratings yet
- Electric Thrust Actuator ARI-PREMIO - Plus 2G: Data Sheet 000033 Englisch (English)Document12 pagesElectric Thrust Actuator ARI-PREMIO - Plus 2G: Data Sheet 000033 Englisch (English)Annie De WildeNo ratings yet
- Tool & Manufacturing Engineering HandbookDocument99 pagesTool & Manufacturing Engineering Handbookmostafa zahediNo ratings yet
- Catalogo Chumaceras SKFDocument95 pagesCatalogo Chumaceras SKFmanuelzavala2012100% (1)
- kx85chfcjf Parts List PDFDocument77 pageskx85chfcjf Parts List PDFOliverNo ratings yet
- McCormick X70 Series Tier 4 (2012-2013) - RPE1 - X70.60 Tractor Service Repair Manual PDFDocument26 pagesMcCormick X70 Series Tier 4 (2012-2013) - RPE1 - X70.60 Tractor Service Repair Manual PDFfjkkekmdmNo ratings yet
- 02 Gv250 Spare Part CatalougeDocument62 pages02 Gv250 Spare Part CatalougejoyNo ratings yet
- Two-Piece Mounts1Document8 pagesTwo-Piece Mounts1VitorMelloNo ratings yet
- SP - FlyLine WinchFrameDocument24 pagesSP - FlyLine WinchFramehardevNo ratings yet
- Proline Promass 80 Operating InstructionsDocument130 pagesProline Promass 80 Operating InstructionsOgnjen DrljanNo ratings yet
- Analysis, Design, and Strengthening of Communication TowersDocument253 pagesAnalysis, Design, and Strengthening of Communication TowersLuis Horacio Martínez Martínez100% (4)
- Maru To KakuDocument10 pagesMaru To Kakukuka19373No ratings yet
- Modeperformance Product Catmoto 2012Document32 pagesModeperformance Product Catmoto 2012HonoluluNo ratings yet
- Precast Construction System: Presented By: M.Abirami 2014233027 M.E Structural EnggDocument33 pagesPrecast Construction System: Presented By: M.Abirami 2014233027 M.E Structural EnggAbhirami MohanNo ratings yet
- 01 Clampco CatDocument39 pages01 Clampco Cat900299gNo ratings yet