You might also like
- Industrial Process Plant Construction Estimating and Man-Hour AnalysisFrom EverandIndustrial Process Plant Construction Estimating and Man-Hour AnalysisRating: 5 out of 5 stars5/5 (1)
- Automotive Air Conditioning and Climate Control SystemsFrom EverandAutomotive Air Conditioning and Climate Control SystemsRating: 4 out of 5 stars4/5 (6)
- Boiler DataDocument28 pagesBoiler DataMonique ThomasNo ratings yet
- N2 Purging PDFDocument5 pagesN2 Purging PDFMohamed AdelNo ratings yet
- ShellEnergy Bill 119130235Document6 pagesShellEnergy Bill 119130235Madalina Gr100% (1)
- IGCSE Economics Self Assessment Chapter 26 AnswersDocument3 pagesIGCSE Economics Self Assessment Chapter 26 AnswersDesreNo ratings yet
- 5023 14042 1 PBDocument5 pages5023 14042 1 PBIdris Zailani09No ratings yet
- Piping DiagramDocument15 pagesPiping DiagramPhilip Anthony MasilangNo ratings yet
- Study and Calibration On The Intake FlowDocument5 pagesStudy and Calibration On The Intake FlowSỹ Phong ĐặngNo ratings yet
- Thermoeconomic Analysis of The Rankine Cycle With RegenerationDocument6 pagesThermoeconomic Analysis of The Rankine Cycle With RegenerationAnderson OliveiraNo ratings yet
- Sample Calculations For PG Test - SCLDocument14 pagesSample Calculations For PG Test - SCLc s shekarNo ratings yet
- pnge-316-hw-3--dry-and-wet-gas-reservoirsDocument3 pagespnge-316-hw-3--dry-and-wet-gas-reservoirsMohammed MilanNo ratings yet
- Revised ReportDocument10 pagesRevised ReportMuhammad IrfanNo ratings yet
- HVAC Formulas by AEMEPDocument9 pagesHVAC Formulas by AEMEPZen LohNo ratings yet
- Capture Fugitive Methane and Boost Oil Profits with Vapor RecoveryDocument129 pagesCapture Fugitive Methane and Boost Oil Profits with Vapor RecoverySrinivas BobbyNo ratings yet
- Coal briquet refrigeration cycle research paperDocument9 pagesCoal briquet refrigeration cycle research paperMada KurniawanNo ratings yet
- Carga Termica Bloque 3Document12 pagesCarga Termica Bloque 3Carlos VasquezNo ratings yet
- Mechanical Heat Pump-2 PDFDocument9 pagesMechanical Heat Pump-2 PDFRushikesh PatilNo ratings yet
- Rac AssignmentDocument21 pagesRac AssignmentJagdeep SinghNo ratings yet
- Modeling A Crude Vacuum System With Preheat TrainDocument6 pagesModeling A Crude Vacuum System With Preheat TrainELTIPAZONo ratings yet
- Internal Combustion Engines Lab: ObjectivesDocument9 pagesInternal Combustion Engines Lab: ObjectivesM Junaid tabassumNo ratings yet
- Cooling of CPU Fan PDFDocument10 pagesCooling of CPU Fan PDFLeonard LiangNo ratings yet
- Lab Rac 6 8Document9 pagesLab Rac 6 8philipjoshuavaldehuezaNo ratings yet
- 16.efficiency Management Sytems PresentationsDocument67 pages16.efficiency Management Sytems Presentationsrahul100% (1)
- BONGO IOPT Project Report SubmissionDocument18 pagesBONGO IOPT Project Report SubmissionAdeola OderindeNo ratings yet
- Load Test On A Perkins Diesel EngineDocument8 pagesLoad Test On A Perkins Diesel EnginePeshala Gamage100% (1)
- Calculation of Ventilation Requirements For Indoor Pools Based On Moisture EvaporationDocument12 pagesCalculation of Ventilation Requirements For Indoor Pools Based On Moisture Evaporationibrahim68No ratings yet
- Performance Test On Double Stage Reciprocating Air CompressorDocument8 pagesPerformance Test On Double Stage Reciprocating Air Compressormohammed rashidNo ratings yet
- Anurag Porte - IC Engines Lab Report: Lab-1: Performance Measurement of The EngineDocument11 pagesAnurag Porte - IC Engines Lab Report: Lab-1: Performance Measurement of The EngineAnurag porteNo ratings yet
- Exiperiment 11: Performance of Centrifugal Fan A. Fan Constant Speed Characteristics ObjectiveDocument18 pagesExiperiment 11: Performance of Centrifugal Fan A. Fan Constant Speed Characteristics ObjectiveNurye NigusNo ratings yet
- 8.chapter 5 Compressed Air SystemDocument17 pages8.chapter 5 Compressed Air SystemAbdullah TalibNo ratings yet
- Bab Iii Hasil Perhitungan Dan Pembahasan III-1 Bab Iii Hasil Perhitungan Dan PembahasanDocument5 pagesBab Iii Hasil Perhitungan Dan Pembahasan III-1 Bab Iii Hasil Perhitungan Dan PembahasanHalimahNo ratings yet
- Boiler Tune Auto ReportDocument55 pagesBoiler Tune Auto ReportValiNo ratings yet
- Air Compressors, Screw Type, Altitude Corrections - 01 PDFDocument28 pagesAir Compressors, Screw Type, Altitude Corrections - 01 PDFluisbitron1527No ratings yet
- CO2 Capture From Flue Gas Using MEADocument9 pagesCO2 Capture From Flue Gas Using MEAbozhao.zjuNo ratings yet
- Pacol Stripper Optimization Saves $74K AnnuallyDocument16 pagesPacol Stripper Optimization Saves $74K AnnuallyMohamad IbrahimNo ratings yet
- Hisense EcoDocument27 pagesHisense EcoElson Dellinghausen Da CostaNo ratings yet
- Experiences Implementing The Smart Furnace Control SystemDocument13 pagesExperiences Implementing The Smart Furnace Control SystemAdmon Automation100% (1)
- Dokumen - Tips - Cbex de Boiler Book Cbex de Features and Benefits 3 The Cleaver Brooks Cbex deDocument19 pagesDokumen - Tips - Cbex de Boiler Book Cbex de Features and Benefits 3 The Cleaver Brooks Cbex decarlosNo ratings yet
- Tutorial - Steam Generation 18-5-2020Document2 pagesTutorial - Steam Generation 18-5-2020Shazni AhamedNo ratings yet
- DP - TXT (2021-01-18 4:12:14 PM)Document4 pagesDP - TXT (2021-01-18 4:12:14 PM)Rufus D SNo ratings yet
- Operational SummaryDocument1 pageOperational SummaryMohd HisammudinNo ratings yet
- Lp-Gas Serviceman'S Manual: Now Available in The Rego App!Document56 pagesLp-Gas Serviceman'S Manual: Now Available in The Rego App!Shehab Abu AhmadNo ratings yet
- Ford Turbo Supercharged Diagnostics v420200706 - LRDocument11 pagesFord Turbo Supercharged Diagnostics v420200706 - LRGayoNo ratings yet
- ACADS Modeling, Sizing and Simulation ReportDocument58 pagesACADS Modeling, Sizing and Simulation ReportMoriyasuNguyenNo ratings yet
- Performance Evaluation of A Air Conditioner According To Different Test Standards PDFDocument9 pagesPerformance Evaluation of A Air Conditioner According To Different Test Standards PDFIAEME PublicationNo ratings yet
- CHE 306 Lab 5Document6 pagesCHE 306 Lab 5Freddy QuijanoNo ratings yet
- Single-stage Compressor LabDocument16 pagesSingle-stage Compressor LabZou 11No ratings yet
- Air Conditioning ProjectDocument87 pagesAir Conditioning Projectesmaeil borhamNo ratings yet
- Purge With NitrogenDocument5 pagesPurge With NitrogenSurya Kiran KNo ratings yet
- Lab Report: Experiment's TitleDocument36 pagesLab Report: Experiment's TitleKhairul IkhwanNo ratings yet
- MCG 2131 Exam 08Document6 pagesMCG 2131 Exam 08子豪王No ratings yet
- Calibrationorfice Venturimenterfinale 100604200306 Phpapp01Document6 pagesCalibrationorfice Venturimenterfinale 100604200306 Phpapp01Abu ZaforNo ratings yet
- WWW - Manaresults.Co - In: Set No. 1Document2 pagesWWW - Manaresults.Co - In: Set No. 1uday kiran thagirchiNo ratings yet
- Automobile air conditioning using vehicle exhaust heatDocument8 pagesAutomobile air conditioning using vehicle exhaust heatDarshan JethwaNo ratings yet
- Automobile air conditioning using vehicle exhaust heatDocument8 pagesAutomobile air conditioning using vehicle exhaust heatDarshan JethwaNo ratings yet
- Object: Internal Combustion Engine LaboratoryDocument2 pagesObject: Internal Combustion Engine LaboratorySami M MaaliNo ratings yet
- Efficiency Air CompressorDocument374 pagesEfficiency Air CompressorAizat FaliqNo ratings yet
- 0708 R RE 001 Design BasisDocument11 pages0708 R RE 001 Design BasisHimawan Sigit NugrohoNo ratings yet
- How Inflation Can Be Tamed in IndiaDocument2 pagesHow Inflation Can Be Tamed in IndiaSIDDHARTH BASUNo ratings yet
- Micro Eco Assignment - Q4Document2 pagesMicro Eco Assignment - Q4SIDDHARTH BASUNo ratings yet
- BStats Assignment Experiential Eval-1Document10 pagesBStats Assignment Experiential Eval-1SIDDHARTH BASUNo ratings yet
- DWANDVA TimelineDocument6 pagesDWANDVA TimelineSIDDHARTH BASUNo ratings yet
- India MartDocument8 pagesIndia MartKomal ParmarNo ratings yet
- Engineering Economy For Video 1Document12 pagesEngineering Economy For Video 1Domingo, Jake VincentNo ratings yet
- Eco Test 1 Prep NotesDocument3 pagesEco Test 1 Prep NotesadzwinjNo ratings yet
- Profitability SamsungDocument5 pagesProfitability SamsungDACLUB IBSbNo ratings yet
- Corporate Finance Research Project on Stability of Beta MeasureDocument4 pagesCorporate Finance Research Project on Stability of Beta MeasureShadow MoonNo ratings yet
- CA Solution ManualDocument27 pagesCA Solution ManualClarisse Pelayo100% (1)
- Cost Acc. & Control QuizzesDocument18 pagesCost Acc. & Control Quizzesjessamae gundanNo ratings yet
- 05 - Profit CentersDocument12 pages05 - Profit CentersMuhammad Fadli Halim100% (1)
- Cañon EodDocument58 pagesCañon EodJonatan AlmeidaNo ratings yet
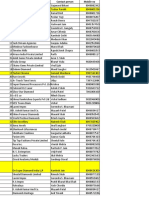
- All Panels - (All Categories) List of Member Eligible For VotesDocument385 pagesAll Panels - (All Categories) List of Member Eligible For Votesshawon azamNo ratings yet
- Globalization TheoryDocument20 pagesGlobalization Theoryyehualashet TadesseNo ratings yet
- Microeconomics Adel LauretoDocument105 pagesMicroeconomics Adel Lauretomercy5sacrizNo ratings yet
- Trimegah Company Focus 3Q23 JSMR 14 Dec 2023 Maintain Buy HigherDocument10 pagesTrimegah Company Focus 3Q23 JSMR 14 Dec 2023 Maintain Buy HigheredwardlowisworkNo ratings yet
- 6SSMN311 May Exam 2018 KEATSDocument3 pages6SSMN311 May Exam 2018 KEATSnehmatNo ratings yet
- Iman Buss ManagementDocument15 pagesIman Buss Managementulzzang looNo ratings yet
- Formula Sheet: FV (Continuous Compounding) PVDocument5 pagesFormula Sheet: FV (Continuous Compounding) PVTanzim HudaNo ratings yet
- Boq of Main Gate - 15155672230Document103 pagesBoq of Main Gate - 15155672230Asfand Yar AliNo ratings yet
- CatrionaDocument4 pagesCatrionaShyrine EjemNo ratings yet
- Superforex LTD Easy Deposit Bonus Agreement enDocument2 pagesSuperforex LTD Easy Deposit Bonus Agreement enSathish SmartNo ratings yet
- Cable Product Guide PDFDocument184 pagesCable Product Guide PDFAbdullah Al AsikNo ratings yet
- Iso 4109 1980Document4 pagesIso 4109 1980fruitsok81No ratings yet
- Module 7 8 Contemporary World College Contemporary World 2Document6 pagesModule 7 8 Contemporary World College Contemporary World 2Ian Nick NaldaNo ratings yet
- Trading The News Five ThingsDocument39 pagesTrading The News Five ThingsRuiNo ratings yet
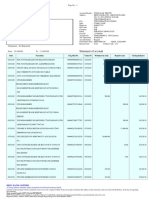
- Statement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceDocument5 pagesStatement of Account: Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceMohamed RafihNo ratings yet
- Rosenthal CoverLetter2 BlackRock Feb2021Document1 pageRosenthal CoverLetter2 BlackRock Feb2021Mitchell RosenthalNo ratings yet
- Musanada SorDocument311 pagesMusanada SorismaeelNo ratings yet
- Tug & Barge - Daily Activity Report - Tug AgentDocument40 pagesTug & Barge - Daily Activity Report - Tug AgentArdiansyah BekaNo ratings yet
- NTEICO CATALOG Pipe SupportDocument25 pagesNTEICO CATALOG Pipe Supportusama hanifNo ratings yet