You might also like
- Selectwear 58: DescriptionDocument1 pageSelectwear 58: DescriptionEli FreemanNo ratings yet
- Select 90c d2Document1 pageSelect 90c d2nateNo ratings yet
- Select 439tiDocument1 pageSelect 439tiHariPrasathNo ratings yet
- Pipeline electrode and welding guideDocument66 pagesPipeline electrode and welding guideDenny SyamsuddinNo ratings yet
- Norma Aws Er70s6Document2 pagesNorma Aws Er70s6Nathan CantelliNo ratings yet
- Aws Er70sDocument4 pagesAws Er70smanofNo ratings yet
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerNo ratings yet
- E7018 PDFDocument3 pagesE7018 PDFPrakash RajNo ratings yet
- Pinnacle Alloys E7018 E7018 1Document2 pagesPinnacle Alloys E7018 E7018 1BerniIrleNo ratings yet
- E8018-B6 Data SheetDocument2 pagesE8018-B6 Data SheetMurad AlmoudiNo ratings yet
- GMAWDocument42 pagesGMAWMuhammed SulfeekNo ratings yet
- Pinnacle Alloys E8018 C3Document2 pagesPinnacle Alloys E8018 C3Sajeev SivanandanNo ratings yet
- Standar Elektroda PDFDocument182 pagesStandar Elektroda PDFFakhar WindratamaNo ratings yet
- SOW 7018A11 8 SpecSheetDocument2 pagesSOW 7018A11 8 SpecSheetKmi GutierrezNo ratings yet
- Er70S-3 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-3 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- Pinnacle Alloys E11018 MDocument2 pagesPinnacle Alloys E11018 MMoch_adiganjarNo ratings yet
- EM12KDocument2 pagesEM12KSivakumar GopalNo ratings yet
- Em12k PDFDocument2 pagesEm12k PDFSivakumar GopalNo ratings yet
- Pinnacle Alloys E9018-M Code and Specification DataDocument2 pagesPinnacle Alloys E9018-M Code and Specification DataPutra Panca WardhanaNo ratings yet
- FCAW DocumentDocument19 pagesFCAW DocumentKentDemeterioNo ratings yet
- Catalogo Er70s3Document3 pagesCatalogo Er70s3upedro26No ratings yet
- AWS A5.1 E6010 SC-10 Mild Steel Electrodes SpecificationsDocument56 pagesAWS A5.1 E6010 SC-10 Mild Steel Electrodes SpecificationsFakhar WindratamaNo ratings yet
- Metco 470AW 10-632Document8 pagesMetco 470AW 10-632JSH100No ratings yet
- 24UTP Railway GBDocument8 pages24UTP Railway GBwpsssamsungNo ratings yet
- W - Section 1 - Mma Welding - Saf Fro General Catalogue68475045296859596 PDFDocument8 pagesW - Section 1 - Mma Welding - Saf Fro General Catalogue68475045296859596 PDFputriNo ratings yet
- B-62 2507 Rev 06Document5 pagesB-62 2507 Rev 06Shaik ShahNo ratings yet
- STT Lincoln Electric Miskei ZoltanDocument30 pagesSTT Lincoln Electric Miskei ZoltanHrvoje JakoplićNo ratings yet
- Duplex Stainless Steels: Properties and Welding TechniquesDocument25 pagesDuplex Stainless Steels: Properties and Welding Techniqueskdsenipah6667No ratings yet
- Er70S-6 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-6 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- DatasheetDocument6 pagesDatasheeteuwktNo ratings yet
- 22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESDocument7 pages22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESNguyen Anh TuanNo ratings yet
- Idalloy: C MN Si CR Mo V P S CuDocument1 pageIdalloy: C MN Si CR Mo V P S CuiocephNo ratings yet
- E6010 Data SheetDocument2 pagesE6010 Data SheetKhaled A MarashliNo ratings yet
- Product Data Sheet: Afrox 7018-1Document2 pagesProduct Data Sheet: Afrox 7018-1Gervasio AndradeNo ratings yet
- 1.smaw All PDFDocument76 pages1.smaw All PDFkaviatchennaiNo ratings yet
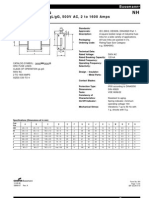
- Omega NH FuseDocument5 pagesOmega NH Fusevu leNo ratings yet
- Ultra HT As PlatesDocument13 pagesUltra HT As PlatesavikNo ratings yet
- 01112015000000B - Boehler EMK 8 - Solid WireDocument2 pages01112015000000B - Boehler EMK 8 - Solid WirePopa RobertNo ratings yet
- Typical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Document20 pagesTypical Mechanical Properties (As Welded) : Do Not Breathe Fumes!Samuel LatumahinaNo ratings yet
- Boehler CM2-UPDocument1 pageBoehler CM2-UPdiahNo ratings yet
- Alloy 4047 Weld Data SheetDocument2 pagesAlloy 4047 Weld Data SheetMarcoAntonioNo ratings yet
- Midalloy ER80S-B6 Welding Wire Technical BulletinDocument1 pageMidalloy ER80S-B6 Welding Wire Technical Bulletinjoel cisnerosNo ratings yet
- Low HydrogenDocument3 pagesLow Hydrogenseeralan balakrishnanNo ratings yet
- 7600-S-3-RJS Series - Kit Selection Guide: KV In. (MM)Document3 pages7600-S-3-RJS Series - Kit Selection Guide: KV In. (MM)Jalal AlbadriNo ratings yet
- Bohler Subarc t85 - Uv 421 TT en 1Document1 pageBohler Subarc t85 - Uv 421 TT en 1Dragan JerčićNo ratings yet
- E6010 Data SheetDocument3 pagesE6010 Data SheetJuan Alberto PozoNo ratings yet
- ENiFe CI 55 1Document2 pagesENiFe CI 55 1akashmalayiNo ratings yet
- Er70S-2 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-2 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Document1 pageAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNo ratings yet
- Automig 70S-61Document1 pageAutomig 70S-61tarun kaushalNo ratings yet
- Giới thiệu dây SAWDocument4 pagesGiới thiệu dây SAWNguyen Thanh TrungNo ratings yet
- GMAW & FCAW Electrodes GuideDocument46 pagesGMAW & FCAW Electrodes GuidearavindanNo ratings yet
- Primacore MW 71Document2 pagesPrimacore MW 71rjan7peNo ratings yet
- Unibraze 110S-1: ClassificationDocument1 pageUnibraze 110S-1: ClassificationraulangelNo ratings yet
- JNC Cables PDFDocument30 pagesJNC Cables PDFVasudev AgrawalNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- AutoBump ReboundStopDocument1 pageAutoBump ReboundStopsdsdsdnNo ratings yet
- MFTyre MFSwift ModelDocument48 pagesMFTyre MFSwift ModelsdsdsdnNo ratings yet
- Elements JointsDocument52 pagesElements JointssdsdsdnNo ratings yet
- Heat Transfer - Steady and ConductionDocument8 pagesHeat Transfer - Steady and ConductionsdsdsdnNo ratings yet
- Ergonomics + Posture For 2 WheelersDocument187 pagesErgonomics + Posture For 2 WheelerssdsdsdnNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Mid-Term Assignment Spring22Document2 pagesMid-Term Assignment Spring22Sameer SayedNo ratings yet
- Technical Data Sheet: Description Technical Particulars ValuesDocument1 pageTechnical Data Sheet: Description Technical Particulars ValuesMuhammad Ali TariqNo ratings yet
- WIDI Jack Owner S Manual v07 Mobile View enDocument17 pagesWIDI Jack Owner S Manual v07 Mobile View enMike BuchananNo ratings yet
- 3BUA000135R5001 DCI ConfigDocument34 pages3BUA000135R5001 DCI ConfigCristi CrseNo ratings yet
- Student's ReflectionDocument2 pagesStudent's ReflectionRex MagsipocNo ratings yet
- Example 8: Masonry Wall: Starting A New StructureDocument16 pagesExample 8: Masonry Wall: Starting A New StructureHENRY MICHELNo ratings yet
- P65-18-XDHHW2-M: Quadruple Broadband AntennaDocument2 pagesP65-18-XDHHW2-M: Quadruple Broadband Antennazeeshanriaz1077No ratings yet
- HOSHIZAKI SERVICE MANUAL Logic Board Settings E1ck-811 PDFDocument118 pagesHOSHIZAKI SERVICE MANUAL Logic Board Settings E1ck-811 PDFLeo50% (2)
- Datasheet Uni M QNB NS enDocument2 pagesDatasheet Uni M QNB NS enLinh dươngNo ratings yet
- Sonnax HP 4L60E Catalog v1Document12 pagesSonnax HP 4L60E Catalog v1Brad Franc100% (2)
- Retinopathy Report 2023Document83 pagesRetinopathy Report 2023Hydra ANINo ratings yet
- Airbus Techdata AC A321 0322Document434 pagesAirbus Techdata AC A321 0322Mario AntonioNo ratings yet
- FAQ 690p Flash FirmwareDocument1 pageFAQ 690p Flash FirmwareRicardo Pimenta de CarvalhoNo ratings yet
- Science: Modul E 1 Lesson 1: General ConceptsDocument6 pagesScience: Modul E 1 Lesson 1: General ConceptsORTILE, IVAN H.No ratings yet
- Automotive Industry Innovation TrendsDocument5 pagesAutomotive Industry Innovation TrendsKESAVANNo ratings yet
- Throughput Digram - Logistic Operating Curves in Theory and PracticeDocument21 pagesThroughput Digram - Logistic Operating Curves in Theory and PracticeCibelle LimaNo ratings yet
- CV - Linkedin 3Document5 pagesCV - Linkedin 3Samir ChaudharyNo ratings yet
- Mil Spec Backshells and Connector AccessoriesDocument269 pagesMil Spec Backshells and Connector AccessoriesNemanja SedlarevićNo ratings yet
- The Influence of The Mass Media in The Behavior Students A Literature Study PDFDocument9 pagesThe Influence of The Mass Media in The Behavior Students A Literature Study PDFclarissa OrosaNo ratings yet
- Research Paper - Allison PorterDocument13 pagesResearch Paper - Allison Porterapi-609389611No ratings yet
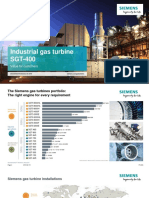
- SGT-400 Product PresentationDocument42 pagesSGT-400 Product PresentationAnita Moya100% (3)
- A General Contingency Theory of ManagementDocument16 pagesA General Contingency Theory of ManagementlucasNo ratings yet
- Question 1: What Is A Project Scheduling?Document23 pagesQuestion 1: What Is A Project Scheduling?Abid JamalNo ratings yet
- Tb5661en Ultimus Film Tech Brief MsDocument4 pagesTb5661en Ultimus Film Tech Brief MsImran AsgharNo ratings yet
- 880 Series Manual - MAN-027.2021Document86 pages880 Series Manual - MAN-027.2021William RiverosNo ratings yet
- EtherCAT - PC-based Automation - v3-1 - ENDocument204 pagesEtherCAT - PC-based Automation - v3-1 - ENoumaima nasriNo ratings yet
- LAB EXERCISE - Module 1 - Welcome To TenableDocument2 pagesLAB EXERCISE - Module 1 - Welcome To Tenablenet flixNo ratings yet
- Quality Planning ProcessDocument47 pagesQuality Planning ProcessRAZOR GAMINGNo ratings yet
- Digital Fluency Module 2Document3 pagesDigital Fluency Module 2vinayNo ratings yet
- 15 KVA DG Invoice BillDocument1 page15 KVA DG Invoice Billgouthamj0No ratings yet