You might also like
- Durborid Paste enDocument9 pagesDurborid Paste enSinan YILDIZNo ratings yet
- Panel Beating MaterialsDocument15 pagesPanel Beating Materialsmacban20004859No ratings yet
- Wang-Speer2013 Article QuenchingAndPartitioningSteelHDocument14 pagesWang-Speer2013 Article QuenchingAndPartitioningSteelHSukendarNo ratings yet
- Austempered Materials For Powertrain App PDFDocument9 pagesAustempered Materials For Powertrain App PDFangel expositoNo ratings yet
- Metals 09 01299Document15 pagesMetals 09 01299VIRAJ PATILNo ratings yet
- On Welding Gray Cast Iron Using SMAW and GTAW Process: Articles You May Be Interested inDocument11 pagesOn Welding Gray Cast Iron Using SMAW and GTAW Process: Articles You May Be Interested inDoty RisantiNo ratings yet
- Effect of Retained Austenite Phase On Ductility of Martensitic Stainless SteelDocument4 pagesEffect of Retained Austenite Phase On Ductility of Martensitic Stainless SteeljhonNo ratings yet
- Smallman 2014 PDFDocument2 pagesSmallman 2014 PDFAldi RayhanNo ratings yet
- Bansal 2018Document14 pagesBansal 2018Matteo CarusoNo ratings yet
- Consumables For Welding of (Very) High Strength Steels - Mechanical Properties of Weldments in As-Welded and Stress-Relieved ApplicationsDocument13 pagesConsumables For Welding of (Very) High Strength Steels - Mechanical Properties of Weldments in As-Welded and Stress-Relieved ApplicationsBHARANINo ratings yet
- Metallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case StudyDocument19 pagesMetallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case Studyvasea100% (1)
- Clarke 2014Document17 pagesClarke 2014Deb RoyNo ratings yet
- Ling2017 Article MicrostructureAndFatigueBehavi PDFDocument9 pagesLing2017 Article MicrostructureAndFatigueBehavi PDFKhalid HafezNo ratings yet
- Souza-Amateau1999 Article DeformationOfMetastableAusteniDocument12 pagesSouza-Amateau1999 Article DeformationOfMetastableAustenimoonstarNo ratings yet
- Carbon Equivalent and Multiplying Factor For Hardenability of SteelDocument6 pagesCarbon Equivalent and Multiplying Factor For Hardenability of SteelrizkyrNo ratings yet
- Development of High-Strength Steel Wire With Superior WeldabilityDocument5 pagesDevelopment of High-Strength Steel Wire With Superior WeldabilitySmruti Ranjan PattanayakNo ratings yet
- Dual High StrengthDocument8 pagesDual High StrengthAhmed El-SaiedNo ratings yet
- Hayrynen Production of ADIDocument6 pagesHayrynen Production of ADIutkuNo ratings yet
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14No ratings yet
- Schaeffler Diagram PDFDocument16 pagesSchaeffler Diagram PDFrajesh_14No ratings yet
- Hardenability of SteelDocument59 pagesHardenability of SteelKhaula M RausyanNo ratings yet
- Metals: Effects of Solution Treatment On Microstructure and High-Cycle Fatigue Properties of 7075 Aluminum AlloyDocument15 pagesMetals: Effects of Solution Treatment On Microstructure and High-Cycle Fatigue Properties of 7075 Aluminum AlloyMohamed RamadanNo ratings yet
- As-Rolled Plate Product With Improved Yield Strength, Toughness, and Weldability For Pressurized Railroad Tank CarsDocument16 pagesAs-Rolled Plate Product With Improved Yield Strength, Toughness, and Weldability For Pressurized Railroad Tank CarssurendarNo ratings yet
- Metals 11 01121Document18 pagesMetals 11 01121Izod GetterNo ratings yet
- Off-Highway Applications of Austempered MaterialsDocument9 pagesOff-Highway Applications of Austempered MaterialsutkuNo ratings yet
- Heat Treatment of SteelDocument26 pagesHeat Treatment of SteelVishal KumarNo ratings yet
- Welding of An Advanced High Strength Titanium AlloyDocument8 pagesWelding of An Advanced High Strength Titanium AlloyAhmed GomaaNo ratings yet
- Medium MN SteelDocument8 pagesMedium MN Steeldzb2022No ratings yet
- Heat Treatment of SteelDocument51 pagesHeat Treatment of SteelRAMA BAGAS ADITYA TM 2DNo ratings yet
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDocument8 pagesEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNo ratings yet
- Influencia de La Composicion en Temperaturas Criticas en Soldaduras de Acero Tipo 410Document15 pagesInfluencia de La Composicion en Temperaturas Criticas en Soldaduras de Acero Tipo 410Sebastián Correa ParadaNo ratings yet
- Effects of Sr-Modification, Iron-Based Intermetallics and Aging Treatment On The Impact Toughness of 356 Al-Si-Mg AlloyDocument19 pagesEffects of Sr-Modification, Iron-Based Intermetallics and Aging Treatment On The Impact Toughness of 356 Al-Si-Mg AlloyMohamed NasrNo ratings yet
- Calliare 2020Document18 pagesCalliare 2020Alejandra HernandezNo ratings yet
- Heattreatment English 99Document13 pagesHeattreatment English 99shreemugNo ratings yet
- Unit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Document18 pagesUnit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Jo okNo ratings yet
- LTTDocument7 pagesLTTvasek28No ratings yet
- Semi-Hot Stamping As An Improved Process of Hot StampingDocument8 pagesSemi-Hot Stamping As An Improved Process of Hot StampingAndress SsalomonnNo ratings yet
- Investigation - of - Panel - Crack - Formation - in - Steel - Ingots-Part - I. - Mathematical - Analysis - and - Mid-Face - Panel - Cracks PostDocument11 pagesInvestigation - of - Panel - Crack - Formation - in - Steel - Ingots-Part - I. - Mathematical - Analysis - and - Mid-Face - Panel - Cracks PostamitNo ratings yet
- Caracterización de Soldaduras de Acero P92 en Condiciones Como Soldado y PWHTDocument7 pagesCaracterización de Soldaduras de Acero P92 en Condiciones Como Soldado y PWHTdavid perezNo ratings yet
- TTT Diagram & Heat TreatmentDocument65 pagesTTT Diagram & Heat TreatmentSudheer ChauhanNo ratings yet
- Sae Ams 5520G-2015Document7 pagesSae Ams 5520G-2015Mehdi MokhtariNo ratings yet
- CA 6NM CastingsDocument11 pagesCA 6NM CastingsvasanthiNo ratings yet
- Dissimilar Welding of Titanium Alloys To SteelsDocument6 pagesDissimilar Welding of Titanium Alloys To SteelsrmjiranNo ratings yet
- Nikk Hah 2019Document13 pagesNikk Hah 2019Hiến Đinh VănNo ratings yet
- 10 1016@j Surfcoat 2017 07 050Document40 pages10 1016@j Surfcoat 2017 07 050oussama ellwezirNo ratings yet
- CE 014 - Principles of Steel Design: Assignment 1.3Document4 pagesCE 014 - Principles of Steel Design: Assignment 1.3Jomar LampitokNo ratings yet
- 5 Badkar2010Document14 pages5 Badkar2010Prasanna VenkatNo ratings yet
- Solidification Influence in The Control of Inoculation Effects in Ductile Cast Irons by Thermal AnalysisDocument13 pagesSolidification Influence in The Control of Inoculation Effects in Ductile Cast Irons by Thermal AnalysisXantos YulianNo ratings yet
- The Jominy End-Quench Test Hardenability CurvesDocument18 pagesThe Jominy End-Quench Test Hardenability CurvesMohammed AlryaniNo ratings yet
- Influence of The Al and MN Content On The Structure PR 2018 Materials SciencDocument12 pagesInfluence of The Al and MN Content On The Structure PR 2018 Materials SciencMarina PiermannNo ratings yet
- Materials Science & Engineering A: Zhijie Yan, Kun Liu, Jürgen EckertDocument8 pagesMaterials Science & Engineering A: Zhijie Yan, Kun Liu, Jürgen EckertMahir OĞUZNo ratings yet
- Pengaruh Kuat Arus Dan Campuran Gas Argon - Co Pada Pengelasan Fasa GandaDocument8 pagesPengaruh Kuat Arus Dan Campuran Gas Argon - Co Pada Pengelasan Fasa GandaBrian Simon ImmanuelNo ratings yet
- Ductile Iron Data - Section 4 PDFDocument13 pagesDuctile Iron Data - Section 4 PDFAngela JacksonNo ratings yet
- Plasma Nitriding of AISI 52100 Ball Bearing Steel and Effect of Heat Treatment On Nitrided LayerDocument7 pagesPlasma Nitriding of AISI 52100 Ball Bearing Steel and Effect of Heat Treatment On Nitrided LayerSubodh RanjanNo ratings yet
- Dissimilar Welding of Titanium Alloys To Steel PDFDocument6 pagesDissimilar Welding of Titanium Alloys To Steel PDFrpadhra8803No ratings yet
- A Brief Study On D-Ferrite Evolution in Dissimilar P91 and P92 Steel Weld Joint and Their Effect On Mechanical PropertiesDocument10 pagesA Brief Study On D-Ferrite Evolution in Dissimilar P91 and P92 Steel Weld Joint and Their Effect On Mechanical PropertiesJack WuNo ratings yet
- Trip Steel ThesisDocument6 pagesTrip Steel Thesismarypricecolumbia100% (2)
- Welding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFDocument11 pagesWelding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFKhalid HafezNo ratings yet
- Metals 07 00040 v2Document11 pagesMetals 07 00040 v2Hany KhalifaNo ratings yet
- Resistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IDocument12 pagesResistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IJoel BrasilBorgesNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesFrom EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesNo ratings yet
- Leybold-180 86 02 PHOENIX 2017 ENDocument8 pagesLeybold-180 86 02 PHOENIX 2017 ENSinan YILDIZNo ratings yet
- SCHWING Heat-Treatment Brochure ENDocument3 pagesSCHWING Heat-Treatment Brochure ENSinan YILDIZNo ratings yet
- Behrens 2014Document24 pagesBehrens 2014Sinan YILDIZNo ratings yet
- Basicsof AustemperingDocument4 pagesBasicsof AustemperingSinan YILDIZNo ratings yet
- Aluminum Alloy - Metallurgy For DummiesDocument10 pagesAluminum Alloy - Metallurgy For DummiesSinan YILDIZNo ratings yet
- Acromag SIG How To Monitor Temperature in A Production Furnace Application NoteDocument1 pageAcromag SIG How To Monitor Temperature in A Production Furnace Application NoteSinan YILDIZNo ratings yet
- 4-Channel Thermocouple Demo Using The Arduino Uno (Analog Devices Wiki)Document9 pages4-Channel Thermocouple Demo Using The Arduino Uno (Analog Devices Wiki)Sinan YILDIZNo ratings yet
- Design of Machine Elements (Fasteners)Document39 pagesDesign of Machine Elements (Fasteners)Nauman KhanNo ratings yet
- 01 Milling 2Document23 pages01 Milling 2Mohit KumarNo ratings yet
- 3Rd Angle ProjectionDocument1 page3Rd Angle ProjectionNguyễnKellyNo ratings yet
- Electroless Nickel Plating On Abs Plastic by Using Environmentally Friendly Chemicals (#350219) - 379925Document8 pagesElectroless Nickel Plating On Abs Plastic by Using Environmentally Friendly Chemicals (#350219) - 379925miguelin9169No ratings yet
- Passing A 3G ImportantDocument10 pagesPassing A 3G ImportantKentDemeterioNo ratings yet
- DPO-AL4 Sonnax Instructions 120001 - 120001A-IN PDFDocument2 pagesDPO-AL4 Sonnax Instructions 120001 - 120001A-IN PDFLojan Coronel José HumbertoNo ratings yet
- Hertel Indexable InsertsDocument2 pagesHertel Indexable InsertsDamir MarijanovicNo ratings yet
- Painting Process Flow DiagramDocument1 pagePainting Process Flow DiagramMuthusamy Ayyanapillai0% (1)
- Drilling MachinesDocument72 pagesDrilling Machinesirawan malikNo ratings yet
- ADocument1 pageAakranganNo ratings yet
- Specification of Machine Tools.Document16 pagesSpecification of Machine Tools.PriyaNo ratings yet
- Mechanical Properties of Metals and Metal AlloysDocument6 pagesMechanical Properties of Metals and Metal AlloysHakan EzcanNo ratings yet
- Manufacturing Process OF Stage Curtain Driver: Project Report Subject: Industrial EngineeringDocument15 pagesManufacturing Process OF Stage Curtain Driver: Project Report Subject: Industrial EngineeringAmila Thiwanka Nawarathna GedaraNo ratings yet
- Catalog 33 - Section 5 - Dial and Electronic Indicators and GagesDocument70 pagesCatalog 33 - Section 5 - Dial and Electronic Indicators and GagesEduleofNo ratings yet
- Thread PitchDocument3 pagesThread PitchMohan.vNo ratings yet
- Hammers and ChiselsDocument12 pagesHammers and Chiselshatman1929No ratings yet
- MCQ in Machine Design and Shop Practice Part 9 ME Board ExamDocument17 pagesMCQ in Machine Design and Shop Practice Part 9 ME Board Examtagne simo rodrigueNo ratings yet
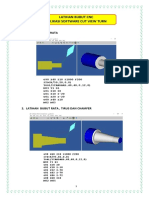
- Latihan Bubut Cnc-Job 1 2 3 4Document4 pagesLatihan Bubut Cnc-Job 1 2 3 4HazrulNo ratings yet
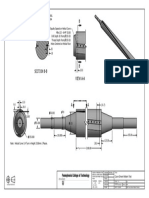
- Simple Vertical Engine 1Document4 pagesSimple Vertical Engine 1Orlando Rojas PintoNo ratings yet
- En1a PDFDocument1 pageEn1a PDFRavindra ErabattiNo ratings yet
- EdmDocument31 pagesEdmAbhishek PandeyNo ratings yet
- TT Programming TT31iPG90 - Ba3 PDFDocument202 pagesTT Programming TT31iPG90 - Ba3 PDFGriffin Armament SuppressorsNo ratings yet
- Progress ReportDocument10 pagesProgress ReportBhayu Senoaji Dwi PrimasanjoyoNo ratings yet
- Tool and Cutter GrinderDocument6 pagesTool and Cutter GrinderNav Srinath100% (1)
- Dewalt CatalogDocument8 pagesDewalt Catalogmailme_vijuNo ratings yet
- BMM3643 Manufacturing Process: 8.0 Materials Removal PROCESSES: MachiningDocument16 pagesBMM3643 Manufacturing Process: 8.0 Materials Removal PROCESSES: MachiningRima ChinnasamyNo ratings yet
- Chapter 2 (B) :: Fits and TolerancesDocument16 pagesChapter 2 (B) :: Fits and TolerancesjojoNo ratings yet
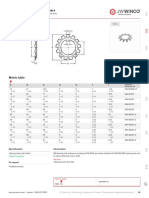
- Bearing Lock Washers: Metric TableDocument1 pageBearing Lock Washers: Metric TableLuka JelovčanNo ratings yet
- Static Acceptance Test: Ahmed Ramadan Ahmed Saad Sec: 1 ID: 7Document6 pagesStatic Acceptance Test: Ahmed Ramadan Ahmed Saad Sec: 1 ID: 7Ahmed RamadanNo ratings yet