You might also like
- MAT373 Thermal and Thermochemical Surface TreatmentsDocument32 pagesMAT373 Thermal and Thermochemical Surface TreatmentsDipabloRioNo ratings yet
- Theory of Heat TreatmentDocument8 pagesTheory of Heat Treatmentayie740% (1)
- Iron Iron Carbon DiagramDocument9 pagesIron Iron Carbon DiagramwaqarNo ratings yet
- Green Book SolutionDocument44 pagesGreen Book SolutionCaleb RaphaelNo ratings yet
- Engineering Metallurgy: Misan University-College of EngineeringDocument26 pagesEngineering Metallurgy: Misan University-College of Engineeringbone manNo ratings yet
- Heat Treatment of MetalsDocument18 pagesHeat Treatment of MetalsalikytrnNo ratings yet
- Heat Treatment QuestionsDocument6 pagesHeat Treatment QuestionsSleepy PandaNo ratings yet
- Unit III - Heat TreatmentDocument62 pagesUnit III - Heat TreatmentHarsha MallaNo ratings yet
- Materials 022312Document68 pagesMaterials 022312randz8No ratings yet
- Chapter 13 - Heat Treatment of SteelsDocument60 pagesChapter 13 - Heat Treatment of Steelsahmedmagdi2009100% (1)
- Heat Treatment of SteelDocument51 pagesHeat Treatment of SteelRAMA BAGAS ADITYA TM 2DNo ratings yet
- Plasma Nitriding Process - DataDocument11 pagesPlasma Nitriding Process - Datayadu kumar singhNo ratings yet
- Dual PhaseDocument3 pagesDual Phaseahmed ezwaiNo ratings yet
- Heat TreatmentDocument20 pagesHeat Treatmentعزت عبد المنعمNo ratings yet
- Engineering Design QuestionsDocument10 pagesEngineering Design QuestionsBasavaraja GNo ratings yet
- Semi-Hot Stamping As An Improved Process of Hot StampingDocument8 pagesSemi-Hot Stamping As An Improved Process of Hot StampingAndress SsalomonnNo ratings yet
- WWW NDT Ed OrgDocument2 pagesWWW NDT Ed OrgGuru SamyNo ratings yet
- Assignment Gurpratap SinghDocument6 pagesAssignment Gurpratap SinghGURPRATAP SINGHNo ratings yet
- Effect of Steel Composition and Slag ProDocument5 pagesEffect of Steel Composition and Slag ProAbhinandan ChatterjeeNo ratings yet
- Heat Treatment of SteelsDocument41 pagesHeat Treatment of Steelsyaswanth1992No ratings yet
- Lecture 9 - Plain Carbon Steels - 2013Document45 pagesLecture 9 - Plain Carbon Steels - 2013ArunNo ratings yet
- Structural Steels: Effect of Alloying Elements and Structure On The Properties of Low-Carbon Heat-Treatable SteelDocument5 pagesStructural Steels: Effect of Alloying Elements and Structure On The Properties of Low-Carbon Heat-Treatable SteelMaria MantillaNo ratings yet
- Comparison of Hardness For Mild Steel After Normalizing and Hardening ProcessesDocument17 pagesComparison of Hardness For Mild Steel After Normalizing and Hardening Processesyaswanth kumarNo ratings yet
- Summary of AssignmentDocument4 pagesSummary of AssignmentMd Ashraful RahmanNo ratings yet
- ANSWER Welding MetallurgyDocument3 pagesANSWER Welding MetallurgyShaikhan Nadzemi100% (1)
- Clarke 2014Document17 pagesClarke 2014Deb RoyNo ratings yet
- Heat Treatment of SteelDocument7 pagesHeat Treatment of Steelshganesh81gmailcomNo ratings yet
- Heat Treatment of Metals and AlloysDocument8 pagesHeat Treatment of Metals and AlloysBalveer CLNo ratings yet
- Chapter 8 - Heat TreatmentDocument20 pagesChapter 8 - Heat TreatmentISANo ratings yet
- Effect of Cerium and Lanthanum On The Microstructurea ND Mechanical Properties of AISID 2 Tool SteelDocument6 pagesEffect of Cerium and Lanthanum On The Microstructurea ND Mechanical Properties of AISID 2 Tool SteelMatheus BoligonNo ratings yet
- EMM LectureDocument38 pagesEMM Lecturelatendra kumar srivastavNo ratings yet
- Assignment Metal and MetallurlgyDocument4 pagesAssignment Metal and MetallurlgyGURPRATAP SINGHNo ratings yet
- Universiti Teknologi Mara Lab 2Document9 pagesUniversiti Teknologi Mara Lab 2Ilman FaiqNo ratings yet
- Study of Mechanical Properties Microstru PDFDocument6 pagesStudy of Mechanical Properties Microstru PDFAyyappanSubramanianNo ratings yet
- Wrought AlloysDocument33 pagesWrought AlloysKanjiMasroorNo ratings yet
- Materi Kuliah Heat TreatmentDocument16 pagesMateri Kuliah Heat TreatmentGama Kus RohkmatullohNo ratings yet
- Duplex 2209 Weld Overlay by ESSC Process: Er. Manoj Kumar, Dr. Abhishek KambojDocument7 pagesDuplex 2209 Weld Overlay by ESSC Process: Er. Manoj Kumar, Dr. Abhishek KambojAyyappanSubramanianNo ratings yet
- Heat Treatment: Prepared by Approved byDocument20 pagesHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryNo ratings yet
- Industrial Process of Martensite FornationDocument16 pagesIndustrial Process of Martensite Fornationqnikil7_669442093No ratings yet
- MM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentDocument395 pagesMM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentShuvoVattNo ratings yet
- Understanding The Jominy End Quench Test: Industrial Heating January 2001Document19 pagesUnderstanding The Jominy End Quench Test: Industrial Heating January 2001faqhrulNo ratings yet
- Heat Treatment of SteelsDocument6 pagesHeat Treatment of SteelsSrinivas LaishettyNo ratings yet
- 73 Ijmperdjun201973Document6 pages73 Ijmperdjun201973TJPRC PublicationsNo ratings yet
- Material ProcessDocument25 pagesMaterial ProcessAhmad HanifNo ratings yet
- Heat Treatment of Tool Steel PDFDocument20 pagesHeat Treatment of Tool Steel PDFjassconsNo ratings yet
- Hardenability and CastingDocument9 pagesHardenability and CastingFabian ZacipaNo ratings yet
- MMEN 120 - Surface HardeningDocument19 pagesMMEN 120 - Surface HardeningnattydreadfathelahNo ratings yet
- Heat Treatment of SteelDocument7 pagesHeat Treatment of SteelmaadNo ratings yet
- AnnealingDocument9 pagesAnnealingRathne AbeynayakeNo ratings yet
- Stainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsDocument35 pagesStainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsLalit MohanNo ratings yet
- HEAT Presentation Slides, CEP-03Document14 pagesHEAT Presentation Slides, CEP-03jawad arifNo ratings yet
- Task Ii Technology & Weld Metallurgy: Welding of Ferritic Stainless SteelDocument8 pagesTask Ii Technology & Weld Metallurgy: Welding of Ferritic Stainless SteelMuhammad Irman Budi PermanaNo ratings yet
- Base Metal Alloys Used in Fixed and RemoveableDocument72 pagesBase Metal Alloys Used in Fixed and RemoveableKhushi DesaiNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- 115643Document192 pages115643Jo okNo ratings yet
- Unit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Document21 pagesUnit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Rushabh PatelNo ratings yet
- Verification of The Dynamic Characteristics of An Epicyclic Gear Train Using Epicyclic Gear Train and Torque ApparatusDocument8 pagesVerification of The Dynamic Characteristics of An Epicyclic Gear Train Using Epicyclic Gear Train and Torque ApparatusJo okNo ratings yet
- 2018 Prospectus: The Centre For Training & Projects Development (Pty) LTD (CTPD)Document53 pages2018 Prospectus: The Centre For Training & Projects Development (Pty) LTD (CTPD)Jo okNo ratings yet
- Physics 115: Exam Review: Sample Questions Thermodynamic ProcessesDocument15 pagesPhysics 115: Exam Review: Sample Questions Thermodynamic ProcessesJo okNo ratings yet
- Unit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Document18 pagesUnit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Jo okNo ratings yet
- Unit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 2 Steady Flow SystemsDocument2 pagesUnit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 2 Steady Flow SystemsJo okNo ratings yet
- Unit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 4 Heat Engine CyclesDocument2 pagesUnit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 4 Heat Engine CyclesJo okNo ratings yet
- Unit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 3 Heat ExchangersDocument2 pagesUnit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 3 Heat ExchangersJo okNo ratings yet
- Unit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 4 Heat Engine CyclesDocument2 pagesUnit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 4 Heat Engine CyclesJo okNo ratings yet
- Unit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 2 Steady Flow SystemsDocument2 pagesUnit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 2 Steady Flow SystemsJo okNo ratings yet
- Unit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 3 Heat ExchangersDocument2 pagesUnit 13: Fundamentals of Thermodynamics and Heat Engines Unit Code D/615/1487 Unit Level 4 Credit Value 15 Assignment 1 Outcome 3 Heat ExchangersJo okNo ratings yet
- Unit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Document30 pagesUnit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Jo okNo ratings yet
- Unit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Document20 pagesUnit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Jo okNo ratings yet
- Unit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Document23 pagesUnit 21: Materials Engineering: Unit Code: F/601/1626 QCF Level: 4 Credit Value: 15Jo okNo ratings yet
- Lecture 3 - Structure of AtomsDocument15 pagesLecture 3 - Structure of AtomsJo okNo ratings yet
- 1 s2.0 S2212827115010586 MainDocument5 pages1 s2.0 S2212827115010586 MainJo okNo ratings yet
- Materials Testing: Deadlines: Assignment 1 Submission: 22 December 2020 Assignment 2 Submission: 19 January 2021Document41 pagesMaterials Testing: Deadlines: Assignment 1 Submission: 22 December 2020 Assignment 2 Submission: 19 January 2021Jo okNo ratings yet
- Edexcel National Certificate/Diploma Principles and Applications of Thermodynamics NQF Level 3 Outcome 1 - Expansion and Compression of GasesDocument12 pagesEdexcel National Certificate/Diploma Principles and Applications of Thermodynamics NQF Level 3 Outcome 1 - Expansion and Compression of GasesJo okNo ratings yet
- Materials, Properties and TestingDocument41 pagesMaterials, Properties and TestingJo okNo ratings yet
- 1 Ass 1Document2 pages1 Ass 1Jo okNo ratings yet
- Lecture 3b - Structure of MetalsDocument22 pagesLecture 3b - Structure of MetalsJo okNo ratings yet
- Shearing Force and Bending Moment: Deadlines: Assignment 1 Issue: 20Document40 pagesShearing Force and Bending Moment: Deadlines: Assignment 1 Issue: 20Jo okNo ratings yet
- Lecture 1 - Physical Properties of MaterialsDocument33 pagesLecture 1 - Physical Properties of MaterialsJo okNo ratings yet
- Mechanical PrinciplesDocument25 pagesMechanical PrinciplesJo okNo ratings yet
- Mechanical PrinciplesDocument11 pagesMechanical PrinciplesJo okNo ratings yet
- Unit 8: Mechanical Principles: Deadlines: Assignment One: 24Document44 pagesUnit 8: Mechanical Principles: Deadlines: Assignment One: 24Jo okNo ratings yet
- Mechanical PrinciplesDocument34 pagesMechanical PrinciplesJo okNo ratings yet
- Unit 8: Mechanical Principles: Deadlines: Assignment One: 24Document44 pagesUnit 8: Mechanical Principles: Deadlines: Assignment One: 24Jo okNo ratings yet
- Basic Welding KnowledgeDocument30 pagesBasic Welding KnowledgeZakirUllahNo ratings yet
- Static Equipment in Oil and Gas IndustryDocument93 pagesStatic Equipment in Oil and Gas IndustryRaghavanNo ratings yet
- Brochure-FIS EM PlusDocument8 pagesBrochure-FIS EM PlusnurulapriliashNo ratings yet
- Centrifugally Cast Ferritic/Austenitic Stainless Steel Pipe For Corrosive EnvironmentsDocument4 pagesCentrifugally Cast Ferritic/Austenitic Stainless Steel Pipe For Corrosive EnvironmentsJerry BeanNo ratings yet
- CSWIP Welding Inspector Course Info 2024Document2 pagesCSWIP Welding Inspector Course Info 2024joaquim.ventura021No ratings yet
- 440C Martensitic Stainless Steel: Gloria Material Technology CorpDocument1 page440C Martensitic Stainless Steel: Gloria Material Technology CorppvdangNo ratings yet
- Material Property Requirements For API Spec 6A, and 16A BodiesDocument3 pagesMaterial Property Requirements For API Spec 6A, and 16A BodiesomarNo ratings yet
- Agni SteelDocument11 pagesAgni Steelrajeshsasi0% (1)
- Underwater Welding Code: D3.6M:2017 An American National StandardDocument14 pagesUnderwater Welding Code: D3.6M:2017 An American National StandardSatendra kumar33% (3)
- ASTM A 967 Standard Specification For Chemical Passivation Treatments For Stainless SteelDocument6 pagesASTM A 967 Standard Specification For Chemical Passivation Treatments For Stainless SteelsuriyaNo ratings yet
- Pipes. Pressure and Wall Thickness Equations and Data For A Straight Pipe. ASME B31.1 and B31.3.odsDocument100 pagesPipes. Pressure and Wall Thickness Equations and Data For A Straight Pipe. ASME B31.1 and B31.3.odsNaufal FirmansyahNo ratings yet
- Steel PlateDocument38 pagesSteel PlatejazhmanNo ratings yet
- SSC JE Study Materials Civil STEEL STRUCTUREDocument10 pagesSSC JE Study Materials Civil STEEL STRUCTUREMr. BeastNo ratings yet
- Steps For WeldingDocument6 pagesSteps For WeldingEmoxie X - StabyielzNo ratings yet
- Library Database Updated 2010Document281 pagesLibrary Database Updated 2010edmanuel0216100% (1)
- Unit 5 Fire Patterns Beta MDRDocument63 pagesUnit 5 Fire Patterns Beta MDRIvylen Gupid Japos CabudbudNo ratings yet
- STT Welding StudyDocument4 pagesSTT Welding StudyElizabeth SpenceNo ratings yet
- Fassi Marine SerieDocument32 pagesFassi Marine SerieArnulfo ArriagaNo ratings yet
- P91 Article PDFDocument6 pagesP91 Article PDFMahesh DeshmukhNo ratings yet
- Specifications FOR Single Storey Residential Building: Prepared byDocument9 pagesSpecifications FOR Single Storey Residential Building: Prepared byruel buntog100% (1)
- Tigfil 70s 2Document1 pageTigfil 70s 2SureshNo ratings yet
- Nasa STD 5008bDocument72 pagesNasa STD 5008bVitor TavaresNo ratings yet
- Aws B2.1 023Document25 pagesAws B2.1 023Remmy Torres Vega100% (1)
- Cutting LubricantsDocument35 pagesCutting LubricantsMetalloyNo ratings yet
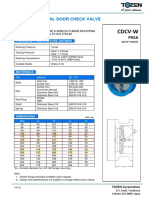
- CDCV-W (Group) (V1116)Document1 pageCDCV-W (Group) (V1116)ismi iqhwan ihsanNo ratings yet
- Tambores Magneticos Humedos EriezDocument8 pagesTambores Magneticos Humedos EriezFabian MansillaNo ratings yet
- 7827 Digital enDocument4 pages7827 Digital enFrancisco Cardenas QNo ratings yet
- J Matdes 2004 11 008Document8 pagesJ Matdes 2004 11 008Dika AnggaraNo ratings yet
- MODULE 6.5 FastenersDocument12 pagesMODULE 6.5 FastenerssreeramNo ratings yet
- SWRCH18ADocument2 pagesSWRCH18AHari SuthanNo ratings yet