You might also like
- WS Ii BoltsDocument115 pagesWS Ii BoltsRicha LalwaniNo ratings yet
- Aircraft Hardware FastenersDocument36 pagesAircraft Hardware FastenersUmar HasanNo ratings yet
- Aerospace Fastener Applications Part1 R2010Document31 pagesAerospace Fastener Applications Part1 R2010MarkNo ratings yet
- 7.control CablesDocument136 pages7.control CablesShaun VasNo ratings yet
- Wire Locking & SafetyingDocument4 pagesWire Locking & SafetyingKarthikeyanNo ratings yet
- Aerospace Products BrochureDocument15 pagesAerospace Products BrochurejesszeusNo ratings yet
- 1362763594.4675micrometer Work Sheet PDFDocument5 pages1362763594.4675micrometer Work Sheet PDFAkhilesh KumarNo ratings yet
- LISI AEROSPACE - PULL-STEM™ and PULL-IN™ PinsDocument6 pagesLISI AEROSPACE - PULL-STEM™ and PULL-IN™ PinsLeandro González De CeccoNo ratings yet
- Hardware 1-20Document56 pagesHardware 1-20July TadeNo ratings yet
- August 16, 2021 Hardware Specifications Highlighted Updated Specification Rev. TitleDocument8 pagesAugust 16, 2021 Hardware Specifications Highlighted Updated Specification Rev. TitleTony C.No ratings yet
- PERMASWAGE System Presentation (NXPowerLite)Document16 pagesPERMASWAGE System Presentation (NXPowerLite)Edwar ZulmiNo ratings yet
- Fuselage Cross-Section Design and LayoutDocument15 pagesFuselage Cross-Section Design and LayoutNandNNo ratings yet
- Estore Catalogue PDFDocument224 pagesEstore Catalogue PDFmanulals100% (2)
- Mil DTL 83723Document34 pagesMil DTL 83723Роман Дяченко100% (1)
- TYE Insert Cross Reference ListDocument11 pagesTYE Insert Cross Reference ListJesse KrebsNo ratings yet
- ASBAS350630009ENR2ERRDocument14 pagesASBAS350630009ENR2ERRBruno Alonso PachecoNo ratings yet
- 51-49-00 - Description - Standard Torque ValuesDocument14 pages51-49-00 - Description - Standard Torque ValuesMarijaNo ratings yet
- Documentation of Maintenance: Dr. Anwar Al AssafDocument35 pagesDocumentation of Maintenance: Dr. Anwar Al AssafMu'tasem Mohd Al-Zawahreh100% (1)
- 57-49-23 Wing Leading Edge Access Panels PDFDocument24 pages57-49-23 Wing Leading Edge Access Panels PDFJheremy GilNo ratings yet
- 51-47-00 - Description - FASTENER PITCH AND EDGE DISTANCE DATADocument18 pages51-47-00 - Description - FASTENER PITCH AND EDGE DISTANCE DATAlibrolibro1No ratings yet
- SB 1197BDocument9 pagesSB 1197B80proofNo ratings yet
- Boeing Phantom Works ObogsDocument13 pagesBoeing Phantom Works ObogsYJanitorNo ratings yet
- Bonding, Grounding or EarthingDocument9 pagesBonding, Grounding or EarthingpannNo ratings yet
- Wiring: Lock, Shear and Seal: Section 2Document6 pagesWiring: Lock, Shear and Seal: Section 2sancakemreNo ratings yet
- Aerospace Band ClampsDocument4 pagesAerospace Band ClampsstaedtlerpNo ratings yet
- Lesson 5 Sheet Metal RivetsDocument38 pagesLesson 5 Sheet Metal RivetsJoshua Barte100% (3)
- Coast Fab Hardware 2015 PDFDocument76 pagesCoast Fab Hardware 2015 PDFAnonymous iq5QytNo ratings yet
- 912 Installation Manual d04967 PDFDocument199 pages912 Installation Manual d04967 PDFZENAIRSTOLCH701No ratings yet
- Seat Tracks and Anchor Plates CatalogDocument7 pagesSeat Tracks and Anchor Plates CatalogSergey FedorinovNo ratings yet
- LGP - Processo ManualDocument29 pagesLGP - Processo ManualAnonymous mq0U43UsPNo ratings yet
- 2520 M1F00 01 00 Iss 11Document1 page2520 M1F00 01 00 Iss 11Christina GrayNo ratings yet
- Aircraft HardwareDocument103 pagesAircraft HardwareJuly Tade100% (1)
- Structural Repair Manual Guide to Fastener Preparation and InstallationDocument18 pagesStructural Repair Manual Guide to Fastener Preparation and InstallationRobert KrižanovićNo ratings yet
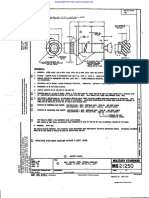
- Nasm21250 (MS21250, Nas624 .. Nas644)Document4 pagesNasm21250 (MS21250, Nas624 .. Nas644)Bogdan RusuNo ratings yet
- 3510A Model 377 Series PN 3510A377 CMM 25-25-69 (3510A377) Rev 3Document357 pages3510A Model 377 Series PN 3510A377 CMM 25-25-69 (3510A377) Rev 3mikeNo ratings yet
- Panel Fastener Cross Refer AnceDocument5 pagesPanel Fastener Cross Refer AnceblackhawkNo ratings yet
- Aircraft HardwareDocument52 pagesAircraft HardwareMatthew Silab100% (1)
- WP 1047 ADocument14 pagesWP 1047 AaugustinhodjNo ratings yet
- Aircraft Sheet Metal Drilling and Hole Preparation For AME StudentsDocument9 pagesAircraft Sheet Metal Drilling and Hole Preparation For AME StudentsmusleparrainNo ratings yet
- 12 Servicing PDFDocument1,005 pages12 Servicing PDFK Apichai KasamutNo ratings yet
- AddictionV2 ManualDocument20 pagesAddictionV2 ManualLORVMAXXXL100% (1)
- ATI Aircraft Cable Swaging 2009 PDFDocument6 pagesATI Aircraft Cable Swaging 2009 PDFinammurad120% (1)
- AMM - VTI - A318/A319/A320/A321 REV DATE: Feb 01/2022 Tail Number - MSN - FSN: ALLDocument3 pagesAMM - VTI - A318/A319/A320/A321 REV DATE: Feb 01/2022 Tail Number - MSN - FSN: ALLkamal virkNo ratings yet
- 7 SRMDocument22 pages7 SRMChristian Oliveira100% (3)
- GeneralDocument48 pagesGeneralParag Alamyan100% (1)
- Chapter 7 Non Energizing BrakeDocument35 pagesChapter 7 Non Energizing BrakedickheadNo ratings yet
- BAMS 532-001 Rev NC 250 Degree Epoxy Resin Prepreg KevlarDocument18 pagesBAMS 532-001 Rev NC 250 Degree Epoxy Resin Prepreg KevlarJohn CollinsNo ratings yet
- AS115KDocument7 pagesAS115KMohammad LavasaniNo ratings yet
- AC 21-99 Aircraft Wiring and BondingDocument10 pagesAC 21-99 Aircraft Wiring and BondingmritsoudisNo ratings yet
- Aircraft Engine MaintenanceDocument8 pagesAircraft Engine MaintenanceTamer Abd El HamedNo ratings yet
- Mil C 9084Document20 pagesMil C 9084john_gouveia_8No ratings yet
- B737 Ch70 STD PracticesDocument21 pagesB737 Ch70 STD PracticesAhmed Abdoul ZaherNo ratings yet
- Caap Practical ExamDocument38 pagesCaap Practical ExamLiam SkrooNo ratings yet
- Fully Stressed Design in MSC - NastranDocument23 pagesFully Stressed Design in MSC - NastrankkayaturkNo ratings yet
- The Grid 2: Blueprint for a New Computing InfrastructureFrom EverandThe Grid 2: Blueprint for a New Computing InfrastructureNo ratings yet
- NutsDocument49 pagesNutsIshant JaiswalNo ratings yet
- HARDWARE AsdfeDocument8 pagesHARDWARE AsdfeJuly TadeNo ratings yet
- revised answersDocument40 pagesrevised answersNOOBplaysNo ratings yet
- D2I-I6 (R4 Dec2022) PDFDocument14 pagesD2I-I6 (R4 Dec2022) PDFnoohu naasifNo ratings yet
- Buc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EDocument40 pagesBuc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EJustformedia JustformediaNo ratings yet
- NAR Radio Altimeter PDFDocument7 pagesNAR Radio Altimeter PDFNandini MewaraNo ratings yet
- Mod 6 Part-2 1200 QuesDocument161 pagesMod 6 Part-2 1200 QuessreeramNo ratings yet
- Springs in Aircraft EngineeringDocument7 pagesSprings in Aircraft EngineeringsreeramNo ratings yet
- Sub Module 6.2Document12 pagesSub Module 6.2sreeramNo ratings yet
- Gear and Transmission TypesDocument10 pagesGear and Transmission TypessreeramNo ratings yet
- Ferrous Metals ModuleDocument1,090 pagesFerrous Metals ModulesreeramNo ratings yet
- FLUID LINES AND FITTINGS Mod 6.6Document17 pagesFLUID LINES AND FITTINGS Mod 6.6sreeramNo ratings yet
- Advanced Composites: High Strength-to-Weight MaterialsDocument11 pagesAdvanced Composites: High Strength-to-Weight MaterialssreeramNo ratings yet
- The Study L’école Internationale - Units and Measurement AssignmentDocument6 pagesThe Study L’école Internationale - Units and Measurement Assignmentdhivya shreeNo ratings yet
- Chapter 3 PDFDocument19 pagesChapter 3 PDFMUHAMMAD LUKMAN ARSHADNo ratings yet
- Bab III Teori Tentang Dioda - 2022Document32 pagesBab III Teori Tentang Dioda - 2022bwaw.samaNo ratings yet
- Balanced and Unbalanced ForcesDocument31 pagesBalanced and Unbalanced ForcesInah MasubayNo ratings yet
- Mark I. Stockman, Professor of Physics, PHD, Dsc. Gsu Center For Nano-Optics (Ceno), DirectorDocument43 pagesMark I. Stockman, Professor of Physics, PHD, Dsc. Gsu Center For Nano-Optics (Ceno), Directordoroty3048No ratings yet
- A Tractor Driven Onion HarvesterDocument88 pagesA Tractor Driven Onion HarvesterChirag kumar100% (3)
- ASTM E1085-09 (Analysis of Low-Alloy Steels by XRF)Document6 pagesASTM E1085-09 (Analysis of Low-Alloy Steels by XRF)Said Mohamed100% (1)
- Bphysics General Instructions: Show Your Solutions Clearly and Box Your Final Answer. Use One Side of Your Paper OnlyDocument2 pagesBphysics General Instructions: Show Your Solutions Clearly and Box Your Final Answer. Use One Side of Your Paper OnlyELLA JOY YEENo ratings yet
- Black Hole Hawking RadiationDocument18 pagesBlack Hole Hawking RadiationManjunath.RNo ratings yet
- Housings and Inserts ZEN CatalogueDocument14 pagesHousings and Inserts ZEN CatalogueKoen BidlotNo ratings yet
- Nucl - Phys.B v.604Document614 pagesNucl - Phys.B v.604buddy72No ratings yet
- Fast Transient Overvoltage in SubstationDocument8 pagesFast Transient Overvoltage in Substationjegadeesh kumarNo ratings yet
- Omar KhayyamDocument19 pagesOmar KhayyamДеан ВеселиновићNo ratings yet
- Silvaco TCAD Tutorial MOSDocument286 pagesSilvaco TCAD Tutorial MOSThomas Ho100% (4)
- ASDO Marine Structures Tie Bar DesignCapDocument2 pagesASDO Marine Structures Tie Bar DesignCapFelipe Strafite CusterNo ratings yet
- DC, AC and Pulse Load of Multilayer Ceramic Capacitors: MSB665 MSB665Document7 pagesDC, AC and Pulse Load of Multilayer Ceramic Capacitors: MSB665 MSB665Igor PNo ratings yet
- Theoretical Framework WarrenDocument1 pageTheoretical Framework WarrenRafael Frias ConcepcionNo ratings yet
- Masara mosque-CALCULATION REPORTDocument115 pagesMasara mosque-CALCULATION REPORTmjnasar khan jamalNo ratings yet
- UHPFRC-Gaps in Design & Construction Guidelines by Shri Aditya SharmaDocument15 pagesUHPFRC-Gaps in Design & Construction Guidelines by Shri Aditya SharmaSreekanth SattirajuNo ratings yet
- Ce122:Hydrology: Kristine R. Cervancia, Rce, MsceDocument19 pagesCe122:Hydrology: Kristine R. Cervancia, Rce, MsceKristine CervanciaNo ratings yet
- TOK EssayDocument4 pagesTOK EssayGanza IvoNo ratings yet
- Linear Motion NotesDocument33 pagesLinear Motion NotesPotriyan SivanathanNo ratings yet
- What Is Image Processing?Document5 pagesWhat Is Image Processing?JggNo ratings yet
- Ch. 18 Fundamentals of Spectrophotometry: What Is Spectroscopy?Document4 pagesCh. 18 Fundamentals of Spectrophotometry: What Is Spectroscopy?JaiNo ratings yet
- WSRL - SOP - 03 Fluorescent Ultraviolet (UV) Lamp Apparatus Exposure of Plastices - ASTM D4329-13 Report FormatDocument4 pagesWSRL - SOP - 03 Fluorescent Ultraviolet (UV) Lamp Apparatus Exposure of Plastices - ASTM D4329-13 Report Formatswapon kumar shillNo ratings yet
- Ifabric ManualDocument14 pagesIfabric ManualAuroraNo ratings yet
- Second Set of Slides Notes PDFDocument23 pagesSecond Set of Slides Notes PDFJustina MweendiNo ratings yet
- WP Dealing With Water Surge in Fire Protection Piping Systems 2018Document16 pagesWP Dealing With Water Surge in Fire Protection Piping Systems 2018Ahmed AlmaghrbyNo ratings yet
- SOLUTION OF Lens, Mirror, RefractionDocument4 pagesSOLUTION OF Lens, Mirror, RefractionRumpa DasNo ratings yet
- Curvas de Crecimiento MicrobianoDocument30 pagesCurvas de Crecimiento Microbianoluis villamarinNo ratings yet