You might also like
- Hiten Kadu 6.3Document144 pagesHiten Kadu 6.3Pranjal DograNo ratings yet
- Composites and Non MetallicsDocument112 pagesComposites and Non MetallicssreeramNo ratings yet
- Fishing Boat ProjectDocument7 pagesFishing Boat ProjectStephen DuamorNo ratings yet
- Amt 2106Document8 pagesAmt 2106John Velasco Ponio AlarconNo ratings yet
- Composite MaterialDocument92 pagesComposite MaterialAparna RNo ratings yet
- 3.glass and CrepeDocument11 pages3.glass and CrepeSri ShuklaNo ratings yet
- AF 5 FibersDocument3 pagesAF 5 Fibersedilberto.penabrsNo ratings yet
- Nylon Fabric - LearningDocument23 pagesNylon Fabric - LearningBD Mug HouseNo ratings yet
- Aircraft Composite Materials - Lecture 03Document80 pagesAircraft Composite Materials - Lecture 03Kaushika Rajapaksha PereraNo ratings yet
- Baff Iguana Project ReportDocument22 pagesBaff Iguana Project ReportCharukaNo ratings yet
- Fundamentals of Fiberglass PDFDocument7 pagesFundamentals of Fiberglass PDFninatenaNo ratings yet
- Mechanics of Aircraft Materials - 3 - CDIODocument28 pagesMechanics of Aircraft Materials - 3 - CDIONhi HoangNo ratings yet
- Introduction To ICMDocument9 pagesIntroduction To ICMJhaPraNo ratings yet
- Fiber Matrix Properties and Fiber Reinforced PropertiesDocument85 pagesFiber Matrix Properties and Fiber Reinforced PropertiesTrina DominiqueNo ratings yet
- Lecture 7 Reinforcement StructuresDocument19 pagesLecture 7 Reinforcement StructuresmrizwanengineerNo ratings yet
- Tutorial Insulation of Electrical CablesDocument8 pagesTutorial Insulation of Electrical CablesLedred1No ratings yet
- W2-Reinforcement Mater StuDocument34 pagesW2-Reinforcement Mater StuTuğbaNo ratings yet
- Types of Fiber ReinforcementDocument9 pagesTypes of Fiber ReinforcementNebyat YazachewNo ratings yet
- Case of Study: 1. Toe SupportDocument6 pagesCase of Study: 1. Toe SupportEduardo Labastida ArceNo ratings yet
- 2023MSEII Handout10Document16 pages2023MSEII Handout10王竣右No ratings yet
- Inorganic Fibers Lecture Class NoteDocument23 pagesInorganic Fibers Lecture Class NoteGemeda GebinoNo ratings yet
- What Is Carbon Fiber?: Ntro To Arbon IberDocument3 pagesWhat Is Carbon Fiber?: Ntro To Arbon Iberjcrobbins402No ratings yet
- FibresDocument73 pagesFibresmydaddy123No ratings yet
- Repair Basic-2: Linhas Aéreas InteligentesDocument58 pagesRepair Basic-2: Linhas Aéreas InteligentesChristian OliveiraNo ratings yet
- Laminate GuideDocument3 pagesLaminate GuideYeni AgustiningsihNo ratings yet
- Material ScienceDocument5 pagesMaterial Scienceadeel1988No ratings yet
- Reinforcement and Its Types: Composite Materials TechnologiesDocument17 pagesReinforcement and Its Types: Composite Materials TechnologiesKrishnaVkNo ratings yet
- Fabrication and Experimental Analysis of Carbon Fibre/Epoxy Composite Leaf SpringDocument9 pagesFabrication and Experimental Analysis of Carbon Fibre/Epoxy Composite Leaf SpringSTEPS WAYNo ratings yet
- Notes On Ropes & Wires SOT I 2012 Unit 4Document21 pagesNotes On Ropes & Wires SOT I 2012 Unit 4James MonishNo ratings yet
- Fishing Gears Kap-2Document12 pagesFishing Gears Kap-2Jure PavelicNo ratings yet
- CompositeDocument4 pagesCompositeAshok PradhanNo ratings yet
- Fiberglass: Fiberglass (American English), or Fibreglass (Commonwealth English) Is A Common Type of FiberDocument13 pagesFiberglass: Fiberglass (American English), or Fibreglass (Commonwealth English) Is A Common Type of FibersacNo ratings yet
- Arlon 55NT PCB Laminate Identification & FunctionalityDocument5 pagesArlon 55NT PCB Laminate Identification & FunctionalityjackNo ratings yet
- Lecture-3 PDFDocument13 pagesLecture-3 PDFaman prakashNo ratings yet
- Protech CompositesDocument7 pagesProtech CompositesGautamNo ratings yet
- Bi ComponentDocument13 pagesBi ComponentA.K.M. Rashedul IslamNo ratings yet
- Conveyor BeltDocument54 pagesConveyor BeltDhruv PanchalNo ratings yet
- Advanced Materials - JNTUK (R16)Document7 pagesAdvanced Materials - JNTUK (R16)uday kiran thagirchi50% (2)
- Composites & Synthetic FibresDocument47 pagesComposites & Synthetic FibresHusain KagalwalaNo ratings yet
- Synthetic Fibers Body Armor Fabric Asbestos Aromatic Polyamide Chemical BondDocument3 pagesSynthetic Fibers Body Armor Fabric Asbestos Aromatic Polyamide Chemical Bondstr8spades100% (15)
- Mats324a10 CoreDocument16 pagesMats324a10 CoreAlessandro CastagnaNo ratings yet
- Processing of Sandwich Structures: by Dr. Laraib Alam KhanDocument25 pagesProcessing of Sandwich Structures: by Dr. Laraib Alam KhanMuhammad TanveerNo ratings yet
- 8.kevlar-A New Fibre Reinforcement For Conveyor BeltingDocument11 pages8.kevlar-A New Fibre Reinforcement For Conveyor BeltingLejo VargheseNo ratings yet
- Basics of Composite MaterialsDocument47 pagesBasics of Composite Materialsandrw1987No ratings yet
- Group 3 - Composite MaterialsDocument68 pagesGroup 3 - Composite MaterialsCARLIN JOSH MENDOZANo ratings yet
- Man Made FibereDocument57 pagesMan Made FibereSuraj RaghvNo ratings yet
- Composite Materials: 1.2 Characteristics of A Composite MaterialDocument5 pagesComposite Materials: 1.2 Characteristics of A Composite Materialashok pradhanNo ratings yet
- Polymers and Crystals PDFDocument29 pagesPolymers and Crystals PDFCedric SuriyanNo ratings yet
- Laminate CompositeDocument9 pagesLaminate CompositeDhias VidathyaNo ratings yet
- Advanced Ship Building Materials Lesson 9 - 10 - 11 - GRP Raw MaterialsDocument44 pagesAdvanced Ship Building Materials Lesson 9 - 10 - 11 - GRP Raw MaterialsChanaka DilshanNo ratings yet
- 5 Composite MaterialDocument39 pages5 Composite MaterialAhsan RabbaniNo ratings yet
- Handbook InsulationDocument14 pagesHandbook InsulationbaluNo ratings yet
- Materials For Membrane Structures: R. Houtman, M. OrpanaDocument7 pagesMaterials For Membrane Structures: R. Houtman, M. Orpanam,narNo ratings yet
- Engineering Chemistry - Unit - IIDocument14 pagesEngineering Chemistry - Unit - IIvijay kumar100% (1)
- Synthetic Fiber Reinforced ConcreteDocument13 pagesSynthetic Fiber Reinforced ConcreteSahir Abas0% (1)
- Unit III - Composites Cy3151Document10 pagesUnit III - Composites Cy3151A/E5LOGESH AKRNo ratings yet
- Composite Materials CZ3BDocument25 pagesComposite Materials CZ3BVahid KamraninejadNo ratings yet
- Fiber and Laminar CompositesDocument43 pagesFiber and Laminar CompositesRanjit Kumar100% (1)
- Eea 223 Composite MaterialsDocument33 pagesEea 223 Composite Materialszzrot1No ratings yet
- Illustrated Seamanship: Ropes & Ropework, Boat Handling & AnchoringFrom EverandIllustrated Seamanship: Ropes & Ropework, Boat Handling & AnchoringNo ratings yet
- Buc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EDocument40 pagesBuc Will: Document Identifier NND Heading Has Lncn-Poijndi !iIL-PRF-16173EJustformedia JustformediaNo ratings yet
- NAR Radio Altimeter PDFDocument7 pagesNAR Radio Altimeter PDFNandini MewaraNo ratings yet
- Mod 6 Part-2 1200 QuesDocument161 pagesMod 6 Part-2 1200 QuessreeramNo ratings yet
- D2I-I6 (R4 Dec2022) PDFDocument14 pagesD2I-I6 (R4 Dec2022) PDFnoohu naasifNo ratings yet
- TransmissionsDocument10 pagesTransmissionssreeramNo ratings yet
- SpringsDocument7 pagesSpringssreeramNo ratings yet
- MODULE 6.5 FastenersDocument12 pagesMODULE 6.5 FastenerssreeramNo ratings yet
- Sub Module 6.2Document12 pagesSub Module 6.2sreeramNo ratings yet
- Module 06 - Materials & HardwareDocument1,090 pagesModule 06 - Materials & HardwaresreeramNo ratings yet
- FLUID LINES AND FITTINGS Mod 6.6Document17 pagesFLUID LINES AND FITTINGS Mod 6.6sreeramNo ratings yet
- Welding History Sheet: TTCL Vietnam Corporation LimitedDocument1 pageWelding History Sheet: TTCL Vietnam Corporation LimitedĐỗ Thị HuyềnNo ratings yet
- FiberTite Membrane Waterproofing SystemDocument10 pagesFiberTite Membrane Waterproofing SystemSylvester PadacaNo ratings yet
- Etching and Lithography in MicrofabricationDocument8 pagesEtching and Lithography in MicrofabricationWhizzWrNo ratings yet
- Assen DVTP-RDocument11 pagesAssen DVTP-RPablo VeraNo ratings yet
- Buckling of Columns: Mechanics of Deformable Bodies IDocument13 pagesBuckling of Columns: Mechanics of Deformable Bodies IJolina PagulayanNo ratings yet
- Ov Ed: Type 1 M Asonry Support CalculationDocument12 pagesOv Ed: Type 1 M Asonry Support Calculationshare4learnNo ratings yet
- 1 s2.0 S0010854522004593 Main 2Document58 pages1 s2.0 S0010854522004593 Main 2Mys GenieNo ratings yet
- SAQ Ans 7Document2 pagesSAQ Ans 7harshanauocNo ratings yet
- Corbel Design Using Strut and Tie Method and According To AS3600Document3 pagesCorbel Design Using Strut and Tie Method and According To AS3600Jay Ryan SantosNo ratings yet
- Admixture Pada Campuran BetonDocument54 pagesAdmixture Pada Campuran BetonDanny100% (2)
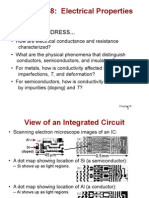
- Electrical Properties of MaterialsDocument26 pagesElectrical Properties of MaterialsAliYosefiMehrNo ratings yet
- Optimization of Fineness of Ordinary Portland Cement Manufactured in PakistanDocument10 pagesOptimization of Fineness of Ordinary Portland Cement Manufactured in PakistanENgřMuhăɱɱadRiǺzAhɱadNo ratings yet
- UntitledDocument7 pagesUntitledJanine PolisonNo ratings yet
- Science 5 - Quarter 4 - Week 1Document36 pagesScience 5 - Quarter 4 - Week 1clyde domingoNo ratings yet
- Nonlinear Analysis of Single Laterally Loaded Piles in Clays Using Modified Strain Wedge ModelDocument12 pagesNonlinear Analysis of Single Laterally Loaded Piles in Clays Using Modified Strain Wedge ModelМилица ДелићNo ratings yet
- Adnan AlamDocument54 pagesAdnan AlamarshadscmeNo ratings yet
- Ne4040 SRMDocument2 pagesNe4040 SRMMsach RoysNo ratings yet
- Liquid Penetrant TestingDocument38 pagesLiquid Penetrant TestingMAXX ENGINEERSNo ratings yet
- OxidationDocument47 pagesOxidationskgarg04100% (1)
- Maharashtra Board Solutions Class 11 Physics - Chapter 6 Mechanical Properties of SolidsDocument20 pagesMaharashtra Board Solutions Class 11 Physics - Chapter 6 Mechanical Properties of SolidsCHAITANYA SHEDGENo ratings yet
- 1-Conventional GPC - Polymers Ans Molecular WeightDocument44 pages1-Conventional GPC - Polymers Ans Molecular WeightAmrudlyNo ratings yet
- Norma As 4176-1994Document31 pagesNorma As 4176-1994Carlos PNo ratings yet
- The Thermal Conductivity of Alumina Nanoparticles Dispersed in Ethylene GlycolDocument4 pagesThe Thermal Conductivity of Alumina Nanoparticles Dispersed in Ethylene GlycolShourya JainNo ratings yet
- Manpower Requirement ListDocument2 pagesManpower Requirement ListJohn HenryNo ratings yet
- Staad Length ParametersDocument2 pagesStaad Length ParametersAkhil VNNo ratings yet
- Wire Rope Failure 1681182042Document12 pagesWire Rope Failure 1681182042Debjit GangulyNo ratings yet
- Fire Hazard DRRR MODULE 7Document31 pagesFire Hazard DRRR MODULE 7Jodie Cabrera100% (3)
- Additional Calculation For Folding DoorDocument14 pagesAdditional Calculation For Folding DoorNoman AliNo ratings yet
- Boiling Heat TransferDocument26 pagesBoiling Heat TransfercmegmhiNo ratings yet
- IES Civil Engineering 2019 PDFDocument24 pagesIES Civil Engineering 2019 PDFAbhinavNo ratings yet