You might also like
- Nestle PresentationDocument24 pagesNestle PresentationGunjan Goel100% (1)
- Parag ReportDocument28 pagesParag ReportSudhanshu PandeyNo ratings yet
- Nilgiris District Co-operative Milk Producers UnionDocument52 pagesNilgiris District Co-operative Milk Producers UnionGodwin CbNo ratings yet
- Leaflet - Milk FermentationDocument3 pagesLeaflet - Milk FermentationNoor SultanNo ratings yet
- Milk Quality ControlDocument15 pagesMilk Quality ControlOmairNo ratings yet
- Chapter 4 Milk and Milk ProductDocument55 pagesChapter 4 Milk and Milk Productrobel kassawNo ratings yet
- Milk Processing: Pathogen SterilizationDocument5 pagesMilk Processing: Pathogen SterilizationSurya AdhikariNo ratings yet
- Milk Composition & PasteurizationDocument11 pagesMilk Composition & PasteurizationAgam SindhwaniNo ratings yet
- Aavin Company ProjectDocument10 pagesAavin Company ProjectDinesh Kumar100% (4)
- Robsaan KootiDocument8 pagesRobsaan KootiDhugaan GalgalaafNo ratings yet
- Pasturization, Sterilizationo and FermentationDocument36 pagesPasturization, Sterilizationo and Fermentationkwagala joshuaNo ratings yet
- Project Report Prag by JagjeetDocument62 pagesProject Report Prag by JagjeetManoj ChaurasiyaNo ratings yet
- Got Milk? Background: Food Processing and PreservationDocument7 pagesGot Milk? Background: Food Processing and PreservationRaja VeluNo ratings yet
- Dairy Manual - Milk Quality PDFDocument52 pagesDairy Manual - Milk Quality PDFMarko MalambugiNo ratings yet
- 10 1 1 392 7168Document3 pages10 1 1 392 7168ashish.walleNo ratings yet
- Milk and Cheese TestsDocument8 pagesMilk and Cheese TestsHemant VermaNo ratings yet
- Pengembangan Teknologi Penanganan Dan Pengolahan Susu (Development of Milk Handling and Processing Technology)Document28 pagesPengembangan Teknologi Penanganan Dan Pengolahan Susu (Development of Milk Handling and Processing Technology)Aik AikNo ratings yet
- Raw Milk Use and Safety Fact Sheet Science ModuleDocument10 pagesRaw Milk Use and Safety Fact Sheet Science Moduleratih95No ratings yet
- Introduction To Milk ProcessingDocument8 pagesIntroduction To Milk ProcessingMintesnot Bogale100% (1)
- Unit 5 Lecture 3,4,5Document12 pagesUnit 5 Lecture 3,4,5Aparajita GNo ratings yet
- Milk Production Cow To CupDocument6 pagesMilk Production Cow To CupMukeshNo ratings yet
- LPT 311 PDFDocument190 pagesLPT 311 PDFIbad Ur RahmanNo ratings yet
- Dairy Fermented Milk Products (Industrial Fermentation)Document12 pagesDairy Fermented Milk Products (Industrial Fermentation)ROOSHEEN AHMADNo ratings yet
- Reinvent Your Dairy at Home - Your Ultimate Guide to Being Healthier Without LactoseFrom EverandReinvent Your Dairy at Home - Your Ultimate Guide to Being Healthier Without LactoseNo ratings yet
- Composition of Milk: AcknowledgementDocument23 pagesComposition of Milk: AcknowledgementShallu SharmaNo ratings yet
- INCLUDEPICTUREDocument6 pagesINCLUDEPICTUREMatthew ChapmanNo ratings yet
- Chapter 1 IntroductionDocument3 pagesChapter 1 Introductionbalajir65No ratings yet
- Lecture ThreeDocument44 pagesLecture Threeሸዋረጋ ሀብታሙ ሀይሌNo ratings yet
- Fermented Dairy ProductsDocument23 pagesFermented Dairy ProductsNilesh MehtaNo ratings yet
- Market Comparison of Packed Milk & Fresh MilkDocument34 pagesMarket Comparison of Packed Milk & Fresh MilkDazzler AanshiNo ratings yet
- Milk QualityDocument52 pagesMilk QualityRabee AlhossinyNo ratings yet
- Food Production Lecture 1-2Document44 pagesFood Production Lecture 1-2nahomabebezewdye2No ratings yet
- cheese makingDocument4 pagescheese makingmingix420No ratings yet
- productionDocument4 pagesproductionShashi ReddyNo ratings yet
- Microbial Load, Microflora and Quality of Pasteurised MilkDocument11 pagesMicrobial Load, Microflora and Quality of Pasteurised MilkAnonymous izrFWiQNo ratings yet
- PM, Tech. Pré-TraitemntsDocument9 pagesPM, Tech. Pré-TraitemntsAya SoussiNo ratings yet
- Chem Inv 2Document12 pagesChem Inv 2Soham DasguptaNo ratings yet
- MILK RECEPTION PROCESSDocument20 pagesMILK RECEPTION PROCESSAdorable Soumya GuptaNo ratings yet
- Ayib, AdugnaDocument22 pagesAyib, AdugnaAmbi Bekele ZewdieNo ratings yet
- Milk TestDocument11 pagesMilk TestAshwani Kumar100% (1)
- Accounting For Creamery and Dairy ProductsDocument15 pagesAccounting For Creamery and Dairy ProductsAbid AliNo ratings yet
- The Oat Milk Cookbook: More than 100 Delicious, Dairy-free Vegan RecipesFrom EverandThe Oat Milk Cookbook: More than 100 Delicious, Dairy-free Vegan RecipesNo ratings yet
- Milk Composition and PropertiesDocument6 pagesMilk Composition and PropertiesRajeev PotadarNo ratings yet
- What Is Milk?: Milk and Milk ProductsDocument8 pagesWhat Is Milk?: Milk and Milk ProductsErole MissionNo ratings yet
- Milk Processing Steps and StandardsDocument16 pagesMilk Processing Steps and StandardsGarima AwasthiNo ratings yet
- Velammal Engineering College MBA Internship ReportDocument19 pagesVelammal Engineering College MBA Internship Reportramu rajakannu100% (2)
- 4 - 5 MilkDocument22 pages4 - 5 MilkBezawit bekeleNo ratings yet
- productionDocument6 pagesproductionShashi ReddyNo ratings yet
- Milk 140711044543 Phpapp02Document57 pagesMilk 140711044543 Phpapp02Kajan SatkunanathanNo ratings yet
- Research Paper On Milk ProductsDocument7 pagesResearch Paper On Milk Productssrxzjavkg100% (1)
- National Experimental University of TáchiraDocument9 pagesNational Experimental University of TáchiraOrladys RoaNo ratings yet
- PARAGDocument15 pagesPARAGKshitiz SrivastavaNo ratings yet
- Raw MilkDocument9 pagesRaw MilkJessicaDanae7No ratings yet
- Dairy Cattle ProductionDocument38 pagesDairy Cattle ProductionAnne XxNo ratings yet
- Milk & Milk ProductsDocument32 pagesMilk & Milk ProductsRiddhi ParmarNo ratings yet
- 1-3Advanced Dairy Processing Technologies (2)Document22 pages1-3Advanced Dairy Processing Technologies (2)garoasenti44No ratings yet
- Trip To VitagenDocument9 pagesTrip To VitagenFatin Izzati Zainal Abidin100% (2)
- Kundan PatwaDocument13 pagesKundan Patwa061PANKAJ SINGHNo ratings yet
- 9 Microbial ControlDocument101 pages9 Microbial ControlJoseph AbangNo ratings yet
- Assignment of Managment Marketing 1Document9 pagesAssignment of Managment Marketing 1Khan ShahXebNo ratings yet
- Extending Shelf Life of Milk Products Through Commercial Sterilization and Aseptic PackagingDocument5 pagesExtending Shelf Life of Milk Products Through Commercial Sterilization and Aseptic PackagingAndres MarinNo ratings yet
- Bachelor of Business Administration: Summer Training Report ONDocument95 pagesBachelor of Business Administration: Summer Training Report ONGaurav KNo ratings yet
- 02working Capital Management - Navdeep Bajwa, SMS, Pbi Uni.Document85 pages02working Capital Management - Navdeep Bajwa, SMS, Pbi Uni.Jitin BhutaniNo ratings yet
- 10-Diary Technology PDFDocument161 pages10-Diary Technology PDFAmrithaNo ratings yet
- Food Brochure enDocument23 pagesFood Brochure enAlexandre SkarsgårdNo ratings yet
- BMGT Final ReportDocument46 pagesBMGT Final ReportNguyet Vy Dao NguyenNo ratings yet
- Tetra Pak Uht Milk FactsheetDocument2 pagesTetra Pak Uht Milk FactsheetRoland LaiNo ratings yet
- As 3993-2003 Equipment For The Pasteurization of Milk and Other Liquid Dairy Products - Continuous-Flow SysteDocument8 pagesAs 3993-2003 Equipment For The Pasteurization of Milk and Other Liquid Dairy Products - Continuous-Flow SysteSAI Global - APACNo ratings yet
- Developing and Managing a Consumer Brand: A Study on Farm FreshDocument42 pagesDeveloping and Managing a Consumer Brand: A Study on Farm FreshNafees Hasan ChowdhuryNo ratings yet
- BVC Halal Certified Client List April 2017-For WebDocument6 pagesBVC Halal Certified Client List April 2017-For WebZohaib Alam WarraichNo ratings yet
- "My Mother Taught Me Very Early To Believe I Could Achieve Any Accomplishment I Wanted To. The First To Walk Without Braces." Wilma RudolphDocument20 pages"My Mother Taught Me Very Early To Believe I Could Achieve Any Accomplishment I Wanted To. The First To Walk Without Braces." Wilma RudolphAzamhassanNo ratings yet
- SWOT Analysis of Nestle PakistanDocument25 pagesSWOT Analysis of Nestle PakistanF190038 Naila SundasNo ratings yet
- CimoryDocument1 pageCimorymauza.collection12No ratings yet
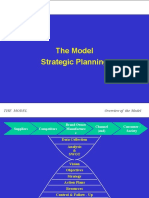
- Strategic Planning ModelDocument21 pagesStrategic Planning ModelPaulo GarcezNo ratings yet
- Serac's aseptic filling control and monitoring probe technologyDocument6 pagesSerac's aseptic filling control and monitoring probe technologywisokresnoNo ratings yet
- Coconut Water Processing and Packaging TrendsDocument34 pagesCoconut Water Processing and Packaging Trendsnerkysdone100% (1)
- Aavin IndustrialDocument28 pagesAavin IndustrialPavithra PaviNo ratings yet
- Literature Review of Mother DairyDocument8 pagesLiterature Review of Mother Dairyluwop1gagos3100% (1)
- A. China B. France: C. IrelandDocument12 pagesA. China B. France: C. IrelandK41 DH15TPNo ratings yet
- Devland CC Individual FeatureDocument10 pagesDevland CC Individual FeatureTnt MagNo ratings yet
- Haleeb Report Strategic Management 1Document18 pagesHaleeb Report Strategic Management 1muhammad hasanNo ratings yet
- ThermalProcessionTechnology 6751 02-03-2009 GB Tcm20-20299Document21 pagesThermalProcessionTechnology 6751 02-03-2009 GB Tcm20-20299Wai Ee YapNo ratings yet
- Milk and Milk Products: Nuzhat Huma, Aysha Sameen, Muhammad Umair Sattar and Qamar Abbas SyedDocument34 pagesMilk and Milk Products: Nuzhat Huma, Aysha Sameen, Muhammad Umair Sattar and Qamar Abbas SyedM SNo ratings yet
- Amul ProductsDocument39 pagesAmul ProductsTirthajit SinhaNo ratings yet
- 05 PasteurisationDocument52 pages05 PasteurisationSadhan PadhiNo ratings yet
- Close Ended Close Ended Plus Likert Close EndedDocument8 pagesClose Ended Close Ended Plus Likert Close EndedAli Tariq ButtNo ratings yet
- Nestle Binh An Growth: Aseptic System TrainingDocument78 pagesNestle Binh An Growth: Aseptic System TrainingHoàng Minh Ái100% (3)
- Heat Treatment Methods for Food PreservationDocument37 pagesHeat Treatment Methods for Food PreservationAdrian Mausig84% (19)