You might also like
- Pump PipingDocument23 pagesPump Piping124swadeshi100% (2)
- Cat c15 Cylinder Head InstallationDocument7 pagesCat c15 Cylinder Head InstallationMUHSIN MTNo ratings yet
- Understanding Vibration Can Help Prevent Pump FailuresDocument4 pagesUnderstanding Vibration Can Help Prevent Pump FailuresvfrpilotNo ratings yet
- 50 BABoK Techniques EbookDocument29 pages50 BABoK Techniques EbookDaniel Cortés100% (1)
- Pump Piping Layout PDFDocument58 pagesPump Piping Layout PDFSkr9143 Shiv100% (1)
- SANS Malware Analysis & Reverse Engineering Cheat SheetDocument1 pageSANS Malware Analysis & Reverse Engineering Cheat Sheetcristhian sanchezNo ratings yet
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- 006 API610 PumpsDocument110 pages006 API610 Pumpskaveh fadaeiNo ratings yet
- 03b3 - Equipment (Rotating Pumps)Document34 pages03b3 - Equipment (Rotating Pumps)John Lexmar LeynesNo ratings yet
- Total Well Management IIDocument14 pagesTotal Well Management IIEdgar Tellez100% (1)
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- Increasing The Profits & Production of Mature Fields Through Optimized Jet Pump Design & Operational ConsiderationsDocument9 pagesIncreasing The Profits & Production of Mature Fields Through Optimized Jet Pump Design & Operational ConsiderationsIndra BayuNo ratings yet
- Building Better Boiler Feedwater Pumps With Composites 1697382780Document6 pagesBuilding Better Boiler Feedwater Pumps With Composites 1697382780avciayNo ratings yet
- Research On Pressure Pulsation Characteristics of Gerotor Pump For Active Vibration Damping SystemDocument11 pagesResearch On Pressure Pulsation Characteristics of Gerotor Pump For Active Vibration Damping SystemDamon RamirezNo ratings yet
- Analyzing The Effects of Splitter Blade On The Performance Characteristics For A High-Speed Centrifugal PumpDocument11 pagesAnalyzing The Effects of Splitter Blade On The Performance Characteristics For A High-Speed Centrifugal PumpBRENDA VIVIANA ARANDA JURADONo ratings yet
- Cavitation Performance Improvement of An Industrial Cryogenic Centrifugal Pump by Implementing Variable Pitch InducerDocument12 pagesCavitation Performance Improvement of An Industrial Cryogenic Centrifugal Pump by Implementing Variable Pitch InducerKOWSHIK 4310No ratings yet
- Cálculo BombasDocument10 pagesCálculo BombasCatalina AcevedoNo ratings yet
- Design and Leak-Tightness Analysis of Volute Casing For Axially Split Multistage Centrifugal PumpDocument8 pagesDesign and Leak-Tightness Analysis of Volute Casing For Axially Split Multistage Centrifugal PumpAhmed ShawkiNo ratings yet
- Guideline For Allowable Operating RegionDocument1 pageGuideline For Allowable Operating Regionferchosb12No ratings yet
- CHAPTER 4 - Design and Development of Microplastics SeparatorDocument24 pagesCHAPTER 4 - Design and Development of Microplastics SeparatorOyunoumiNo ratings yet
- Zhao 2013 IOP Conf. Ser. Mater. Sci. Eng. 52 072006Document7 pagesZhao 2013 IOP Conf. Ser. Mater. Sci. Eng. 52 072006Bharath kumarNo ratings yet
- Article 3 (2019) - Wang, Jing, Et Al.Document12 pagesArticle 3 (2019) - Wang, Jing, Et Al.Doom RefugeNo ratings yet
- 012 En-A4vg BR40Document62 pages012 En-A4vg BR40jose manuel barroso pantojaNo ratings yet
- 369-Source Texts-2430-1-10-20201007Document6 pages369-Source Texts-2430-1-10-20201007Mahfoud AMMOURNo ratings yet
- FSG Ss 003 eDocument2 pagesFSG Ss 003 eduongbk24 luu quang duongNo ratings yet
- Multi-Objective Optimization of A High Efficiency and Suction Performance For Mixed-Flow Pump ImpellerDocument21 pagesMulti-Objective Optimization of A High Efficiency and Suction Performance For Mixed-Flow Pump Impelleralper yeterNo ratings yet
- Design and CFD Analysis of Centrifugal Pump IJERTCONV9IS10007Document5 pagesDesign and CFD Analysis of Centrifugal Pump IJERTCONV9IS10007muhammad faisalNo ratings yet
- Root Cause Detectionfor Excess Control Rod Vibrationin Fuel Injection Pump Using Shainin MethodologyDocument5 pagesRoot Cause Detectionfor Excess Control Rod Vibrationin Fuel Injection Pump Using Shainin MethodologyDr. Alois FabianiNo ratings yet
- Design Techniques To Improve The Performance of A Centrifugal Pump Using CFDDocument12 pagesDesign Techniques To Improve The Performance of A Centrifugal Pump Using CFDGunjanNo ratings yet
- Spe 52157Document30 pagesSpe 52157budiNo ratings yet
- Optimization and Analysis of Mine Drainage Pump With High Ef Ficiency and Large OwDocument17 pagesOptimization and Analysis of Mine Drainage Pump With High Ef Ficiency and Large OwAngga Aditya Putra TanjungNo ratings yet
- Design and Optimization of Exhaust System For Internal Combustion EnginesDocument3 pagesDesign and Optimization of Exhaust System For Internal Combustion EnginesAzhari GunawanNo ratings yet
- Multilevel Optimization of The Splitter Blade ProfDocument9 pagesMultilevel Optimization of The Splitter Blade ProfBrahimABDNo ratings yet
- C. Cui, Z. Zhou, E. Liu - Aerodynamic Optimization Design of A Supersonic Compressor Rotor With High Pressure RatioDocument24 pagesC. Cui, Z. Zhou, E. Liu - Aerodynamic Optimization Design of A Supersonic Compressor Rotor With High Pressure Ratioprzemyslaw.barnasNo ratings yet
- Influence of Impeller Diameter On The Performance of Centrifugal PumpsDocument11 pagesInfluence of Impeller Diameter On The Performance of Centrifugal PumpsKamendra KumarNo ratings yet
- A Method For Optimizing Jet-Mill-Bit Hydraulics in Horizontal DrillingDocument7 pagesA Method For Optimizing Jet-Mill-Bit Hydraulics in Horizontal DrillingAgungRizkyNo ratings yet
- CFD Analysis On The Balancing Hole Design For - Magnetic Drive Centrifugal PumpsDocument16 pagesCFD Analysis On The Balancing Hole Design For - Magnetic Drive Centrifugal PumpspaachangaNo ratings yet
- Design and Performance Curve Generation by CFD Analysis of Centrifugal PumpDocument10 pagesDesign and Performance Curve Generation by CFD Analysis of Centrifugal Pumpبلال بن عميرهNo ratings yet
- Suction-Specific Speed:: Questions and Answers About Pumping's Least Understood MeasureDocument5 pagesSuction-Specific Speed:: Questions and Answers About Pumping's Least Understood MeasureLuis Joel Ramos RamosNo ratings yet
- CFD Analysis For Estimation of Efficiency of Low-Pressure Steam TurbineDocument4 pagesCFD Analysis For Estimation of Efficiency of Low-Pressure Steam TurbineaminardakaniNo ratings yet
- Performance and Analysis of Newly Designed Pump Seating For Centrifugal Pump OperationDocument33 pagesPerformance and Analysis of Newly Designed Pump Seating For Centrifugal Pump OperationaisyahNo ratings yet
- CFD Analysis of Mixed Flow Impeller: Neelambika, VeerbhadrappaDocument7 pagesCFD Analysis of Mixed Flow Impeller: Neelambika, VeerbhadrappaAnilNo ratings yet
- Multi-Point Optimization On The Diffuser of An Axial Flow PumpDocument7 pagesMulti-Point Optimization On The Diffuser of An Axial Flow Pumpalper yeterNo ratings yet
- Analysis of The Influence of Structure and Parameters of Axial Piston Pump On Flow PulsationDocument18 pagesAnalysis of The Influence of Structure and Parameters of Axial Piston Pump On Flow PulsationFrancesca CoattiNo ratings yet
- Lai 2013 IOP Conf. Ser.: Mater. Sci. Eng. 52 022015 PDFDocument6 pagesLai 2013 IOP Conf. Ser.: Mater. Sci. Eng. 52 022015 PDFSujiNo ratings yet
- Project Guide: Prof. Y. B. Karandikar Project By: Belpatre Chinmoy, Bhosale Vishal, Deotare Swapnil, Gaikwad HrishikeshDocument1 pageProject Guide: Prof. Y. B. Karandikar Project By: Belpatre Chinmoy, Bhosale Vishal, Deotare Swapnil, Gaikwad HrishikeshChinmoy BelpatreNo ratings yet
- Impeller Design For An Axial - Ow Pump Based On Multi-Objective OptimizationDocument9 pagesImpeller Design For An Axial - Ow Pump Based On Multi-Objective OptimizationBjorn FejerNo ratings yet
- Bernard DaCruzDocument20 pagesBernard DaCruzhnalexvnNo ratings yet
- High Purity Distillation Column: Simulation and OptimizationDocument5 pagesHigh Purity Distillation Column: Simulation and OptimizationMohamed GuenouneNo ratings yet
- C0268071312 PDFDocument4 pagesC0268071312 PDFPrahlad SahuNo ratings yet
- Design and Fabrication of The Intake andDocument9 pagesDesign and Fabrication of The Intake andMohamed KhalilNo ratings yet
- Simulador Qrod v3 para Bombeo MecanicoDocument3 pagesSimulador Qrod v3 para Bombeo MecanicobeymarNo ratings yet
- FPMC2014-7856: Efficiency Testing of An Adjustable Linkage Triplex PumpDocument7 pagesFPMC2014-7856: Efficiency Testing of An Adjustable Linkage Triplex PumpFa TiNo ratings yet
- PosterAward2016 - Nominated 47Document1 pagePosterAward2016 - Nominated 47Ademilson Rangel VieiraNo ratings yet
- Influence of Disturbances in The Process of Fuel IDocument8 pagesInfluence of Disturbances in The Process of Fuel IдимаNo ratings yet
- CFD Analysis For Estimation of Efficiency of Low Pressure Steam TurbineDocument4 pagesCFD Analysis For Estimation of Efficiency of Low Pressure Steam TurbineahmadNo ratings yet
- Pan Hi-Performance: Compressor ManifoldsDocument9 pagesPan Hi-Performance: Compressor ManifoldsOlivier de La CroixNo ratings yet
- On The Design of Small To Medium Scale Radial Inflow Turbines For Supercritical CO2 Power CyclesDocument190 pagesOn The Design of Small To Medium Scale Radial Inflow Turbines For Supercritical CO2 Power CyclesPaul Phao LevisseNo ratings yet
- Numerical Simulation of The Working Process in The Twin Screw Vacuum PumpDocument11 pagesNumerical Simulation of The Working Process in The Twin Screw Vacuum PumprezaNo ratings yet
- Hou 2016 IOP Conf. Ser. Mater. Sci. Eng. 129 012017Document9 pagesHou 2016 IOP Conf. Ser. Mater. Sci. Eng. 129 012017hitesh YadavNo ratings yet
- Unlocking Hydraulic Limits in A RevampDocument7 pagesUnlocking Hydraulic Limits in A RevampBramJanssen76No ratings yet
- MRSD Msib2021Document10 pagesMRSD Msib2021Sameh MohamedNo ratings yet
- RCIL Investor Presentation Q3 2018 19Document23 pagesRCIL Investor Presentation Q3 2018 19Sameh MohamedNo ratings yet
- Bsa Framework Secure Software Update 2020Document44 pagesBsa Framework Secure Software Update 2020Sameh MohamedNo ratings yet
- 07 14 2020 VPD Mental Health InfoDocument99 pages07 14 2020 VPD Mental Health InfoSameh MohamedNo ratings yet
- SA108 Notes 2021 - EnglishDocument12 pagesSA108 Notes 2021 - EnglishSameh MohamedNo ratings yet
- 1902P02 1 2019 Strategic Business PlanDocument28 pages1902P02 1 2019 Strategic Business PlanSameh MohamedNo ratings yet
- Product Presentation Axial Piston Variable Pump A4VG Series 32Document9 pagesProduct Presentation Axial Piston Variable Pump A4VG Series 32Sameh MohamedNo ratings yet
- Test Name Result Unit Reference RangeDocument3 pagesTest Name Result Unit Reference RangeSameh MohamedNo ratings yet
- Webinar Presentation Inspection RelianceDocument31 pagesWebinar Presentation Inspection RelianceSameh MohamedNo ratings yet
- Re64128 2011-1Document20 pagesRe64128 2011-1Sameh MohamedNo ratings yet
- Process Engineer: Learn, Develop and Thrive in Our High-Performance CultureDocument2 pagesProcess Engineer: Learn, Develop and Thrive in Our High-Performance CultureSameh MohamedNo ratings yet
- (AR & Credit - Senior Accountant) : Learn, Develop and Thrive in Our High-Performance CultureDocument3 pages(AR & Credit - Senior Accountant) : Learn, Develop and Thrive in Our High-Performance CultureSameh MohamedNo ratings yet
- Installation Manual: 1.2 External Dimensions and Part NamesDocument2 pagesInstallation Manual: 1.2 External Dimensions and Part NamesSameh MohamedNo ratings yet
- ادعية يوم عرفة 2Document4 pagesادعية يوم عرفة 2Sameh MohamedNo ratings yet
- (Strategy Lead) : Learn, Develop and Thrive in Our High-Performance CultureDocument2 pages(Strategy Lead) : Learn, Develop and Thrive in Our High-Performance CultureSameh MohamedNo ratings yet
- (Mechanical Maintenance Execution & Inspection Engineer) Department: Crushers & Mixing Bed MaintenanceDocument3 pages(Mechanical Maintenance Execution & Inspection Engineer) Department: Crushers & Mixing Bed MaintenanceSameh MohamedNo ratings yet
- Can You Help Us: (Tax Lead - Finance Department)Document3 pagesCan You Help Us: (Tax Lead - Finance Department)Sameh MohamedNo ratings yet
- SDS Number/Grade: Hazard StatementsDocument12 pagesSDS Number/Grade: Hazard StatementsSameh MohamedNo ratings yet
- (Head of Readymix Operations) : Learn, Develop and Thrive in Our High-Performance CultureDocument4 pages(Head of Readymix Operations) : Learn, Develop and Thrive in Our High-Performance CultureSameh MohamedNo ratings yet
- TMF TMB MSF SRS HZR Zhe TP Tco: Ko M WS ZD S Edw FFB NR WRDocument6 pagesTMF TMB MSF SRS HZR Zhe TP Tco: Ko M WS ZD S Edw FFB NR WRSameh MohamedNo ratings yet
- Shell Helix HX5 15W-50: Performance, Features & Benefits Main ApplicationsDocument2 pagesShell Helix HX5 15W-50: Performance, Features & Benefits Main ApplicationsSameh MohamedNo ratings yet
- (Network & Communications Specialist) : Learn, Develop and Thrive in Our High-Performance CultureDocument3 pages(Network & Communications Specialist) : Learn, Develop and Thrive in Our High-Performance CultureSameh MohamedNo ratings yet
- Dimensions (MM) : Tractor 6x4Document4 pagesDimensions (MM) : Tractor 6x4Sameh MohamedNo ratings yet
- The Finest Automotive LearningDocument12 pagesThe Finest Automotive LearningSameh MohamedNo ratings yet
- Design 06 - 08 - Brochure Actros-TractorDocument8 pagesDesign 06 - 08 - Brochure Actros-TractorSameh MohamedNo ratings yet
- L 524 - L 542 Wheel Loaders: Tipping Load, Articulated: 7,300 KG - 9,760 KGDocument20 pagesL 524 - L 542 Wheel Loaders: Tipping Load, Articulated: 7,300 KG - 9,760 KGSameh MohamedNo ratings yet
- Ins 2002 Basic - EnglishDocument5 pagesIns 2002 Basic - EnglishSameh MohamedNo ratings yet
- Dimensions (MM) : Rigid 6x4Document4 pagesDimensions (MM) : Rigid 6x4Sameh MohamedNo ratings yet
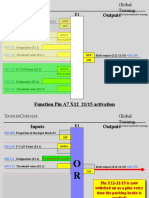
- Function PinsDocument5 pagesFunction PinsSameh MohamedNo ratings yet
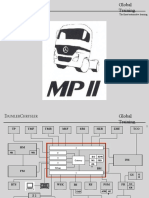
- Global Training.: Bulb Failure ControlDocument11 pagesGlobal Training.: Bulb Failure ControlSameh MohamedNo ratings yet
- Java MultithreadingDocument14 pagesJava MultithreadingSummia ParveenNo ratings yet
- Insider's Guide To Advertising in The Facebook News Feed: ChaptersDocument19 pagesInsider's Guide To Advertising in The Facebook News Feed: ChaptersAnkitNo ratings yet
- 2004Document10 pages2004abcdbrowniNo ratings yet
- Report TextDocument7 pagesReport TextVica Azka Novalya IINo ratings yet
- Reminder Notice - Yash Pakka Campus Recruitment Drive On 1st & 2nd Feb'2024 For 2024 Graduating BatchDocument3 pagesReminder Notice - Yash Pakka Campus Recruitment Drive On 1st & 2nd Feb'2024 For 2024 Graduating Batchfrozengod576No ratings yet
- Quick ReferenceDocument4 pagesQuick ReferenceJohn SlorNo ratings yet
- Phoenix 1.3 Getting Started GuideDocument70 pagesPhoenix 1.3 Getting Started GuideSAN912No ratings yet
- Replacing Sony Ericsson W810I Battery: Written By: Lucy BowenDocument3 pagesReplacing Sony Ericsson W810I Battery: Written By: Lucy BowenMuslih MuzNo ratings yet
- Computer Hardware AND Maintenance: Unit 4 Input and Output Devices Ii - DceDocument14 pagesComputer Hardware AND Maintenance: Unit 4 Input and Output Devices Ii - DceTHIRUNEELAKANDANNo ratings yet
- REST UdemyDocument47 pagesREST UdemyAHOUALAKOUNNo ratings yet
- Rebecca Golding Resume WebDocument1 pageRebecca Golding Resume Webapi-292355526No ratings yet
- Business Intelligence and Analytics: Systems For Decision Support, 10e (Sharda) Chapter 13 Big Data and AnalyticsDocument13 pagesBusiness Intelligence and Analytics: Systems For Decision Support, 10e (Sharda) Chapter 13 Big Data and AnalyticsKristijan PetrovskiNo ratings yet
- Apos Survey Installation Manual PDFDocument15 pagesApos Survey Installation Manual PDFdavidNo ratings yet
- Self Assessment PDFDocument4 pagesSelf Assessment PDFManojlovic VasoNo ratings yet
- 04A - Working With Datastores - Jupyter Notebook PDFDocument11 pages04A - Working With Datastores - Jupyter Notebook PDFjhNo ratings yet
- Daewoo CP 830FPDocument23 pagesDaewoo CP 830FPElservNo ratings yet
- Biogas Calculator ManualDocument17 pagesBiogas Calculator ManualSenyo AnipaNo ratings yet
- ME Lab Data Sheet RubricDocument1 pageME Lab Data Sheet RubricSonia YuNo ratings yet
- Course Outline Algo Trading ModuleDocument2 pagesCourse Outline Algo Trading ModulenishitsardharaNo ratings yet
- Komatsu Dump Truck 930e 2 Shop Manual Cebm007001Document20 pagesKomatsu Dump Truck 930e 2 Shop Manual Cebm007001alvera100% (47)
- PerfectPleat HC M8 - Eng - Data - SHT - AFP 7 210B NewDocument2 pagesPerfectPleat HC M8 - Eng - Data - SHT - AFP 7 210B NewSE KongNo ratings yet
- CMMS FDS (Part 2)Document250 pagesCMMS FDS (Part 2)casabalanNo ratings yet
- DB Range Catg - 2016 - v11 PDFDocument24 pagesDB Range Catg - 2016 - v11 PDFchaitanyaomronNo ratings yet
- Performance of Grid-Connected PV: PVGIS-5 Estimates of Solar Electricity GenerationDocument1 pagePerformance of Grid-Connected PV: PVGIS-5 Estimates of Solar Electricity GenerationAlexandru GhitaNo ratings yet
- APC MGE Galaxy 3500 Operation - Manual (EN)Document48 pagesAPC MGE Galaxy 3500 Operation - Manual (EN)Neto SantosNo ratings yet
- TC Electronic - Pipeline Tap Tremolo - M - enDocument10 pagesTC Electronic - Pipeline Tap Tremolo - M - envincNo ratings yet
- Maintenance Manual: OperationDocument12 pagesMaintenance Manual: OperationzéNo ratings yet