You might also like
- Nanotechnology Commercialization: Manufacturing Processes and ProductsFrom EverandNanotechnology Commercialization: Manufacturing Processes and ProductsNo ratings yet
- Numerical Simulation and Process Optimization For Producing Large-Sized CastingsDocument7 pagesNumerical Simulation and Process Optimization For Producing Large-Sized CastingsTalha Nibras AliNo ratings yet
- The Optimal Dynamic Schedule of Iron-Making Process Based On Effective Heuristic ApproachDocument5 pagesThe Optimal Dynamic Schedule of Iron-Making Process Based On Effective Heuristic ApproachUli ArthaNo ratings yet
- 104 Hesam ShortTermProductionSchedulingDocument14 pages104 Hesam ShortTermProductionSchedulingRisza RumaniNo ratings yet
- 15mel67 - Heat Transfer Laboratory ManualDocument95 pages15mel67 - Heat Transfer Laboratory ManualMohan Kumar KNo ratings yet
- Ya-Jie HUANG, Yong-Jin CHEN, Liang MAO and Yi-Hua ZHENGDocument6 pagesYa-Jie HUANG, Yong-Jin CHEN, Liang MAO and Yi-Hua ZHENGAleem UllahNo ratings yet
- Numerical and Physical Modelling of ColdDocument19 pagesNumerical and Physical Modelling of ColdKemo TufoNo ratings yet
- 14impc c1012 FariaDocument11 pages14impc c1012 FariaMaiman LatoNo ratings yet
- A Decision Support System For Ore Blending Cost Optimization Problem of Blast FurnacesDocument2 pagesA Decision Support System For Ore Blending Cost Optimization Problem of Blast FurnacesAlireza RastegarNo ratings yet
- Rapid CastingDocument23 pagesRapid CastingquarkenNo ratings yet
- Analysis of Prediction Mathematical Models of Shrinkage Defects in CastingsDocument6 pagesAnalysis of Prediction Mathematical Models of Shrinkage Defects in CastingsMiguel BrionesNo ratings yet
- Elements of Mech Engg-FinalDocument5 pagesElements of Mech Engg-Finalabddul128No ratings yet
- Document 5538 Section 903Document12 pagesDocument 5538 Section 903soumya ranjan beheraNo ratings yet
- Calculating Drawbead ForceDocument12 pagesCalculating Drawbead ForceChris RafaelNo ratings yet
- Determination of Capacity of Single-Toggle Jaw CruDocument8 pagesDetermination of Capacity of Single-Toggle Jaw CruAyoola JohnsonNo ratings yet
- Wilhelm Borchers - Design and Construction of Electric FurnacesDocument11 pagesWilhelm Borchers - Design and Construction of Electric FurnacesNenad PetrovicNo ratings yet
- Determining Total Organic Carbon Contents From Well LogsDocument8 pagesDetermining Total Organic Carbon Contents From Well LogsJohn mangamelNo ratings yet
- Paper Hanoi Metro ToSEAGS-AGSSEA VDDDocument7 pagesPaper Hanoi Metro ToSEAGS-AGSSEA VDDIngrid Irreño PalomoNo ratings yet
- Using Non-Linear Garch Model To Predict Silicon Content in Blast Furnace Hot MetalDocument6 pagesUsing Non-Linear Garch Model To Predict Silicon Content in Blast Furnace Hot MetalFrustrated engineerNo ratings yet
- Optimal Design and Planning of Heap Leaching Process - Application To Copper Oxide Leaching PDFDocument10 pagesOptimal Design and Planning of Heap Leaching Process - Application To Copper Oxide Leaching PDFInfernuzNo ratings yet
- Simulation of Heat Transfer in Steel Billets During Continuous CastingDocument14 pagesSimulation of Heat Transfer in Steel Billets During Continuous CastingFahrgerusteNo ratings yet
- Hooke 1984Document37 pagesHooke 1984Biswajit PradhanNo ratings yet
- Optimal Design and Planning of Heap Leaching Process. Application To Copper Oxide LeachingDocument36 pagesOptimal Design and Planning of Heap Leaching Process. Application To Copper Oxide LeachingJuan OlivaresNo ratings yet
- Numerical Modelling and Computation Methods of Concrete Face Rockfill DamDocument2 pagesNumerical Modelling and Computation Methods of Concrete Face Rockfill DamTony ChanNo ratings yet
- Understanding Slags 1602891046Document8 pagesUnderstanding Slags 1602891046fabianaNo ratings yet
- A Mathematical Simulator For The EAF Steelmaking Process Using Direct Reduced IronDocument11 pagesA Mathematical Simulator For The EAF Steelmaking Process Using Direct Reduced IronNameira WulanNo ratings yet
- IP0363 Pouget EDocument11 pagesIP0363 Pouget EoscarariagnaNo ratings yet
- 1-s2.0-S0014305716302841-Tomonaga Okabe Thermosetting Resin 2016Document19 pages1-s2.0-S0014305716302841-Tomonaga Okabe Thermosetting Resin 2016PamelaNo ratings yet
- Optimization of Shovel-Truck System For Surface MiningDocument8 pagesOptimization of Shovel-Truck System For Surface MiningOscar Martin Santander PinoNo ratings yet
- Schlechte ThomasDocument244 pagesSchlechte Thomasmhenley8059No ratings yet
- Data-Driven Dynamic Modeling For Prediction of MolDocument11 pagesData-Driven Dynamic Modeling For Prediction of MolHerlinaNo ratings yet
- J Ejor 2013 05 001Document12 pagesJ Ejor 2013 05 001haifa jammeliNo ratings yet
- Process Simulation On Sheetmetal FormingDocument17 pagesProcess Simulation On Sheetmetal FormingSahil BhartiNo ratings yet
- Reducing Manufacturing Cost Through Value Stream MappingDocument5 pagesReducing Manufacturing Cost Through Value Stream MappingATSNo ratings yet
- Data 1Document12 pagesData 1ssc.shumailkhan.191167No ratings yet
- Bã Cafe Chua Qua Xu Ly Lam Chat HPDocument6 pagesBã Cafe Chua Qua Xu Ly Lam Chat HPAnonymous g348UottZqNo ratings yet
- L-4/T-2/MME - Date: 07/06/2014 "Document14 pagesL-4/T-2/MME - Date: 07/06/2014 "Arif AmancioNo ratings yet
- Numerical Methods in Rock MechanicsDocument24 pagesNumerical Methods in Rock Mechanicsali100% (2)
- M.Tech Curriculam - Document 2020 05 01 8 52 AmDocument29 pagesM.Tech Curriculam - Document 2020 05 01 8 52 AmVARAD DIXITNo ratings yet
- 2005 - The New Fundamental Tree AlgorithmDocument14 pages2005 - The New Fundamental Tree AlgorithmBurcu KaraözNo ratings yet
- 1253-Article Text-2936-1-10-20230907Document12 pages1253-Article Text-2936-1-10-20230907ephremNo ratings yet
- European Journal of Operational Research: Lixin Tang, Xianpeng WangDocument11 pagesEuropean Journal of Operational Research: Lixin Tang, Xianpeng WangAditya PaiNo ratings yet
- Evolutionary Path Planning For Robot Assisted Part Handling in Sheet Metal BendingDocument19 pagesEvolutionary Path Planning For Robot Assisted Part Handling in Sheet Metal BendingkarthipriyaNo ratings yet
- The Scope of Application of Incremental Rapid Prototyping Methods in Foundry EngineeringDocument6 pagesThe Scope of Application of Incremental Rapid Prototyping Methods in Foundry EngineeringDragana RajicNo ratings yet
- Claudotte 2010Document9 pagesClaudotte 2010Win WithawintNo ratings yet
- Design and Analysis of Indexing Cam Mechanism WithDocument11 pagesDesign and Analysis of Indexing Cam Mechanism WithDragan KrsticNo ratings yet
- Modelling The Contact Between Wheel and Rail Within Multibody System SimulationDocument15 pagesModelling The Contact Between Wheel and Rail Within Multibody System SimulationEnyew MelesseNo ratings yet
- Easy Modeling of Open Pit Mining Problems Via Constraint ProgrammingDocument4 pagesEasy Modeling of Open Pit Mining Problems Via Constraint Programming(Doc - Bto) Renato Alejandro Andara EscalonaNo ratings yet
- 10 1016@j Commatsci 2020 109883 PDFDocument13 pages10 1016@j Commatsci 2020 109883 PDFsaraNo ratings yet
- Study of Materials Produced by Powder Metallurgy Using Classical and Modern Additive Laser TechnologyDocument10 pagesStudy of Materials Produced by Powder Metallurgy Using Classical and Modern Additive Laser TechnologyJotaNo ratings yet
- Dated: 2thlzol": Punjab State Transmission Corporation LimitedDocument3 pagesDated: 2thlzol": Punjab State Transmission Corporation LimitedsorabhNo ratings yet
- Roll Pass Design For Ribbed BarsDocument8 pagesRoll Pass Design For Ribbed BarsDiaa KassemNo ratings yet
- The Computerized Design Program For Tunnel BlastingDocument10 pagesThe Computerized Design Program For Tunnel BlastingWei WangNo ratings yet
- Energies 13 00305Document17 pagesEnergies 13 00305Ashok JaiswalNo ratings yet
- A Genetic Algorithm Based Plant Layout Design Methodology Considering Piping and SafetyChemical Engineering TransactionsDocument6 pagesA Genetic Algorithm Based Plant Layout Design Methodology Considering Piping and SafetyChemical Engineering TransactionsLsa AlhaNo ratings yet
- Computer Simulation of Continuous SPD Process CommDocument6 pagesComputer Simulation of Continuous SPD Process CommRosario Medali Guerreros CarlosNo ratings yet
- Application of Computer Process Simulation in Chemical Synthesis of UreaDocument6 pagesApplication of Computer Process Simulation in Chemical Synthesis of Ureajesus_manrique2753No ratings yet
- Optimization of The Pultrusion Process For A Rod With A Large DiameterDocument8 pagesOptimization of The Pultrusion Process For A Rod With A Large DiameterAlex FinalFightNo ratings yet
- The Analysis of The Cold Flat Rolling Process by Salf ProgramDocument7 pagesThe Analysis of The Cold Flat Rolling Process by Salf ProgramgilzinhorjNo ratings yet
- 303 - Mohammad - DES Iron Ore MillDocument14 pages303 - Mohammad - DES Iron Ore MillDavid NyanguNo ratings yet
- Metallurgical EngineeringDocument126 pagesMetallurgical EngineeringAmlaanNo ratings yet
- Tinywow Functional Level Strategies 8772818Document24 pagesTinywow Functional Level Strategies 8772818AmlaanNo ratings yet
- M. Tech. Phy Metallurgy Curriculum Structure 03 March 2016Document45 pagesM. Tech. Phy Metallurgy Curriculum Structure 03 March 2016AmlaanNo ratings yet
- Santa Waj A 2020Document10 pagesSanta Waj A 2020AmlaanNo ratings yet
- Ahmed 2013Document14 pagesAhmed 2013AmlaanNo ratings yet
- 10 2307@25067027Document4 pages10 2307@25067027AmlaanNo ratings yet
- Xu 2010Document7 pagesXu 2010AmlaanNo ratings yet
- Dokumen - Tips - Sarva Mula TikasDocument5 pagesDokumen - Tips - Sarva Mula TikasAmlaanNo ratings yet
- Blackwell 1852Document2 pagesBlackwell 1852AmlaanNo ratings yet
- The Date of Rāmāyana: Vedveer AryaDocument29 pagesThe Date of Rāmāyana: Vedveer AryaAmlaanNo ratings yet
- IskconDocument1 pageIskconAmlaanNo ratings yet
- Gita-Govinda - Jayadeva - Commentary PrabodhanandaDocument164 pagesGita-Govinda - Jayadeva - Commentary PrabodhanandaAmlaanNo ratings yet
- Indian Institute of Engineering Science and Technology, ShibpurDocument3 pagesIndian Institute of Engineering Science and Technology, ShibpurAmlaanNo ratings yet
- Indian Institute of Engineering Science and Technology, ShibpurDocument4 pagesIndian Institute of Engineering Science and Technology, ShibpurAmlaanNo ratings yet
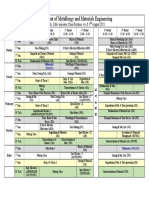
- Department of Metallurgy and Materials Engineering: B. Tech. Odd-Semester Class Routine, W.E.F. 9 August 2021Document1 pageDepartment of Metallurgy and Materials Engineering: B. Tech. Odd-Semester Class Routine, W.E.F. 9 August 2021AmlaanNo ratings yet
- Placement Statistic 2020Document3 pagesPlacement Statistic 2020AmlaanNo ratings yet
- Provisional Academic Calendar: Academic Year 2021-22Document3 pagesProvisional Academic Calendar: Academic Year 2021-22AmlaanNo ratings yet
- Features of MaltegoDocument6 pagesFeatures of MaltegoShivani KashyapNo ratings yet
- 3PoleContactors Digital PDFDocument17 pages3PoleContactors Digital PDFGunnie PandherNo ratings yet
- Innovative Project - All FormsDocument16 pagesInnovative Project - All FormsEhlee Eton TubalinalNo ratings yet
- ESE 2019 Pre Online Test Series ScheduleDocument12 pagesESE 2019 Pre Online Test Series Scheduleashu070390No ratings yet
- Water Pipe Robot With Soft Inflatable ActuatorsDocument7 pagesWater Pipe Robot With Soft Inflatable ActuatorseyaoNo ratings yet
- ACS712Document14 pagesACS712Hery Tjah KakoiNo ratings yet
- Abinitio Vs InformaticaDocument1 pageAbinitio Vs Informaticakavitha221No ratings yet
- CVW Controller-Classifier Bulletin5Document2 pagesCVW Controller-Classifier Bulletin5Laura Jaramillo RamírezNo ratings yet
- XMTG8000Document16 pagesXMTG8000Daniel CrespoNo ratings yet
- Ethiopia Football FederationDocument4 pagesEthiopia Football FederationGetachew Yizengaw EnyewNo ratings yet
- EK 2109 Airframe Structures (General Concepts)Document30 pagesEK 2109 Airframe Structures (General Concepts)Menara TegasNo ratings yet
- A-2 James B Hunt PDFDocument17 pagesA-2 James B Hunt PDFGAURAV YADAV0% (1)
- Soccer AllDocument111 pagesSoccer AllKoall Tchang LindienNo ratings yet
- Practice Testanswers 6Document6 pagesPractice Testanswers 6Marina GeorgiouNo ratings yet
- Elektor USA - November 2014 PDFDocument92 pagesElektor USA - November 2014 PDFJean-Pierre DesrochersNo ratings yet
- Telenor Call, SMS & Internet Packages - Daily, Weekly & Monthly Bundles (June, 2022)Document16 pagesTelenor Call, SMS & Internet Packages - Daily, Weekly & Monthly Bundles (June, 2022)Yasir ButtNo ratings yet
- 7-16 DIN Female Connector For 1-5/8" Coaxial Cable, OMNI FIT™ Standard, O-Ring SealingDocument2 pages7-16 DIN Female Connector For 1-5/8" Coaxial Cable, OMNI FIT™ Standard, O-Ring SealingLuciano Silvério LeiteNo ratings yet
- UCS414Document1 pageUCS414reetinder kundhalNo ratings yet
- Patel - Spacecraft Power SystemsDocument734 pagesPatel - Spacecraft Power SystemsThèm Khát100% (1)
- Toc Adrm 10thed 3rd Release 20150901Document4 pagesToc Adrm 10thed 3rd Release 20150901Bảo Đức0% (1)
- Living in The IT Era NotesDocument8 pagesLiving in The IT Era NotesRenz RayarkNo ratings yet
- Chapter Five Networking in JavaDocument44 pagesChapter Five Networking in JavaabdiNo ratings yet
- Pyramid - Adventurous Occupations - Computer Expert (For Gurps 4e)Document5 pagesPyramid - Adventurous Occupations - Computer Expert (For Gurps 4e)answeringthecalNo ratings yet
- CM ConditionerDocument2 pagesCM ConditionerCarlos Luis Acosta CastellanoNo ratings yet
- Alfasud 8v EngineDocument6 pagesAlfasud 8v EngineAlexandru IonescuNo ratings yet
- Epigrammatum Anthologia Palatina 1 PDFDocument615 pagesEpigrammatum Anthologia Palatina 1 PDFdrfitti1978No ratings yet
- Electronic Basics #25: Servos and How To Use Them: Servo MotorDocument13 pagesElectronic Basics #25: Servos and How To Use Them: Servo MotorToàn HerreraNo ratings yet
- Sense CombiDocument118 pagesSense Combigame75producNo ratings yet
- PDF Mobieye 700 Service Manual v10 en 1632361886 CompressDocument20 pagesPDF Mobieye 700 Service Manual v10 en 1632361886 CompressDONOVAN FELIPE CORDOBA MARTINEZ100% (1)
- AZ-900T00 Microsoft Azure Fundamentals-01Document21 pagesAZ-900T00 Microsoft Azure Fundamentals-01MgminLukaLayNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItFrom EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItRating: 4 out of 5 stars4/5 (25)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeFrom EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeRating: 4 out of 5 stars4/5 (9)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsFrom EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsRating: 4 out of 5 stars4/5 (9)
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Piping Design for Industrial Facilities: Understanding Codes and StandardsFrom EverandPiping Design for Industrial Facilities: Understanding Codes and StandardsRating: 4 out of 5 stars4/5 (1)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet