You might also like
- Manufacturing Facilities Design & Material Handling: Sixth EditionFrom EverandManufacturing Facilities Design & Material Handling: Sixth EditionNo ratings yet
- An Approach of Designing Robust Plant Layout Using Genetic AlgorithmDocument10 pagesAn Approach of Designing Robust Plant Layout Using Genetic AlgorithmLeonardo LoretiNo ratings yet
- 1 Bm1307-011aaDocument9 pages1 Bm1307-011aaChen BinNo ratings yet
- Facility Layou DesignDocument6 pagesFacility Layou Designravishankar89No ratings yet
- A Research Work ON Introduction To Plant Lay Out Compiled By: Akpojivi Fredrick .O & Owolabi .ODocument13 pagesA Research Work ON Introduction To Plant Lay Out Compiled By: Akpojivi Fredrick .O & Owolabi .ObagumaNo ratings yet
- Improvement of Facility LayoutDocument11 pagesImprovement of Facility Layoutkampreths401No ratings yet
- Case Study On Facility Layout of An Educational Institution - LBSIMDocument25 pagesCase Study On Facility Layout of An Educational Institution - LBSIMAISHWARYANo ratings yet
- Systematic Layout PlanningDocument7 pagesSystematic Layout PlanningsthalNo ratings yet
- Investigacion 3 QuestDocument13 pagesInvestigacion 3 QuestAlejandro Del Matto LiñanNo ratings yet
- Analysis of Plant Layout Design For Operational Efficiency With Craft AlgorithmsDocument13 pagesAnalysis of Plant Layout Design For Operational Efficiency With Craft Algorithmsdevit rizaldiNo ratings yet
- Paper #145Document15 pagesPaper #145DARIO CISNEROSNo ratings yet
- Facility Layout Literature ReviewDocument6 pagesFacility Layout Literature Reviewc5qxb4be100% (1)
- Research Paper On Production SchedulingDocument5 pagesResearch Paper On Production Schedulingfysfs7g3100% (1)
- Productivity Improvement in Plant by Using Systematic Layout Planning (SLP) - A Case Study of Medium Scale IndustryDocument6 pagesProductivity Improvement in Plant by Using Systematic Layout Planning (SLP) - A Case Study of Medium Scale IndustryesatjournalsNo ratings yet
- A Simulation-Based Optimization Methodology For FaDocument11 pagesA Simulation-Based Optimization Methodology For FahenokzewduNo ratings yet
- An Optimisation Approach For Capacity Planning: Modelling Insights and Empirical Findings From A Tactical PerspectiveDocument17 pagesAn Optimisation Approach For Capacity Planning: Modelling Insights and Empirical Findings From A Tactical PerspectivePranavNo ratings yet
- Designing an Efficient Manufacturing Facility Layout using ALDEP MethodologyDocument6 pagesDesigning an Efficient Manufacturing Facility Layout using ALDEP MethodologyTansen ChaudhariNo ratings yet
- Facility Layout and Design: A Case Study of A Soap Manufacturing Company in NigeriaDocument10 pagesFacility Layout and Design: A Case Study of A Soap Manufacturing Company in Nigeriabiniam meazanehNo ratings yet
- Manufacturing Flexibility A Literature Review PDFDocument4 pagesManufacturing Flexibility A Literature Review PDFafdtliuvbNo ratings yet
- ArenaDocument8 pagesArenaHemanthNo ratings yet
- A Case Study of Concurrent Engineering Application On The Development of Parts For The White Goods Industry in BrazilDocument27 pagesA Case Study of Concurrent Engineering Application On The Development of Parts For The White Goods Industry in Brazilsandip ThoratNo ratings yet
- Lean Philosophy in Aircraft Maintenance: Skolanjiappan@yahoo - Co.in Maran - Mba65@yahoo - Co.inDocument15 pagesLean Philosophy in Aircraft Maintenance: Skolanjiappan@yahoo - Co.in Maran - Mba65@yahoo - Co.inMário MineiroNo ratings yet
- Plant layout types and trends in garment industriesDocument5 pagesPlant layout types and trends in garment industriesEmmanuel KuraNo ratings yet
- Production Model Based On Total Productive Maintenance and Systematic Layout Planning To Increase Productivity in The Metalworking IndustryDocument5 pagesProduction Model Based On Total Productive Maintenance and Systematic Layout Planning To Increase Productivity in The Metalworking IndustrySolci AbantoNo ratings yet
- Research Paper On Production Planning and ControlDocument8 pagesResearch Paper On Production Planning and Controlh03318kj100% (1)
- Proposing An Aggregate Production Planning Model by Goal Programming Approach, A Case StudyDocument13 pagesProposing An Aggregate Production Planning Model by Goal Programming Approach, A Case StudyANH PHẠM THỊ LANNo ratings yet
- Journal of Manufacturing Systems: Antonio Sartal, Josep Llach, Xosé H. Vázquez, Rodolfo de CastroDocument13 pagesJournal of Manufacturing Systems: Antonio Sartal, Josep Llach, Xosé H. Vázquez, Rodolfo de Castroinfo_azeetNo ratings yet
- Journal of Industrial Engineering and Management Multi-Objective Production Planning ModelDocument16 pagesJournal of Industrial Engineering and Management Multi-Objective Production Planning ModelajaymechengineerNo ratings yet
- Manufacturing Plant Location Selection in Logistics Network Using Analytic Hierarchy ProcessDocument29 pagesManufacturing Plant Location Selection in Logistics Network Using Analytic Hierarchy ProcessRamadan AhmedNo ratings yet
- Adoption of Information Systems in OrganizationsDocument7 pagesAdoption of Information Systems in OrganizationsAshna WaseemNo ratings yet
- Facility Layout Research PaperDocument8 pagesFacility Layout Research Papernnactlvkg100% (1)
- Rahul Singh Gen740 42000223 Ca2Document11 pagesRahul Singh Gen740 42000223 Ca2Rahul Kumar SinghNo ratings yet
- Computerized Facilities Layout Design: January 2013Document7 pagesComputerized Facilities Layout Design: January 2013henokzewduNo ratings yet
- Module 1 Assignment in Facilities and Planning DesignDocument6 pagesModule 1 Assignment in Facilities and Planning DesignIvan AlmendrasNo ratings yet
- Production Layout Optimization For Small and MediuDocument6 pagesProduction Layout Optimization For Small and MediuDavisTranNo ratings yet
- A Time-Based Quantitative Approach For Selecting Lean Strategies For Manufacturing OrganisationsDocument23 pagesA Time-Based Quantitative Approach For Selecting Lean Strategies For Manufacturing OrganisationsIlse Guadalupe EncinasNo ratings yet
- Adoption of Information Systems in Organizations - EditedDocument7 pagesAdoption of Information Systems in Organizations - EditedAshna WaseemNo ratings yet
- Graduate Seminar PresentationDocument17 pagesGraduate Seminar Presentationashebir abdoNo ratings yet
- A Case Study On Product Lifecycle ManagementDocument10 pagesA Case Study On Product Lifecycle ManagementAruna MNo ratings yet
- Layout Design For Efficiency Improvement and Cost ReductionDocument9 pagesLayout Design For Efficiency Improvement and Cost ReductionAlvaro LlorcaNo ratings yet
- Literature Review Manufacturing IndustryDocument9 pagesLiterature Review Manufacturing Industryafmzuiffugjdff100% (1)
- Footwear Streamline Hidalgo MéxicoDocument26 pagesFootwear Streamline Hidalgo MéxicoSinedine MXNo ratings yet
- UntitledPLANNING THE INFLOW OF PRODUCTS FOR PRODUCTION LEVELLINGDocument23 pagesUntitledPLANNING THE INFLOW OF PRODUCTS FOR PRODUCTION LEVELLINGPratik PatilNo ratings yet
- Master Thesis Lean ManufacturingDocument8 pagesMaster Thesis Lean Manufacturingfjnsf5yf100% (2)
- Increasing Productivity of Busbars Manufacturing in Switch Board IndustryDocument7 pagesIncreasing Productivity of Busbars Manufacturing in Switch Board IndustryDave IringcoNo ratings yet
- A Study On The Facility Layout and Design of Sugar Plants in The PhilippinesDocument11 pagesA Study On The Facility Layout and Design of Sugar Plants in The PhilippinesKim EstrellaNo ratings yet
- Perez-GosendeMulaDiaz-Madronero - Facility Layout Planning An Extended Literature ReviewDocument41 pagesPerez-GosendeMulaDiaz-Madronero - Facility Layout Planning An Extended Literature ReviewGiovanny OrregoNo ratings yet
- 2017 1 Art 06 PDFDocument12 pages2017 1 Art 06 PDFG V LakshmiNo ratings yet
- Smed 22 PDFDocument8 pagesSmed 22 PDFsansagithNo ratings yet
- Knowledge-Based Expert System in Manufacturing Planning - State-Of-The-Art Review PDFDocument26 pagesKnowledge-Based Expert System in Manufacturing Planning - State-Of-The-Art Review PDFprime SEONo ratings yet
- Group Technolog1 AssegmentDocument5 pagesGroup Technolog1 AssegmentYAKUBU ISSAHAKU SAIDNo ratings yet
- 4730-Article Text-14318-1-10-20210706Document16 pages4730-Article Text-14318-1-10-20210706yogi pangestuNo ratings yet
- Case Study of OmDocument9 pagesCase Study of OmAbhishek Pratap SinghNo ratings yet
- 0057 Mandal, Gunasekaran. Issues in Implementing ERP. A Case StudyDocument10 pages0057 Mandal, Gunasekaran. Issues in Implementing ERP. A Case StudyOmkar AcharyaNo ratings yet
- Operation Research..Few PointsDocument4 pagesOperation Research..Few PointsKuldeep JangidNo ratings yet
- Towards A Capability Model For The Software Release Planning Process - Based On A Multiple Industrial Case StudyDocument16 pagesTowards A Capability Model For The Software Release Planning Process - Based On A Multiple Industrial Case StudyMarcoNo ratings yet
- JIEMS - Volume 6 - Issue 2 - Pages 147-164Document18 pagesJIEMS - Volume 6 - Issue 2 - Pages 147-164John MendozaNo ratings yet
- Building Options at Project Front-End Strategizing: The Power of Capital Design for EvolvabilityFrom EverandBuilding Options at Project Front-End Strategizing: The Power of Capital Design for EvolvabilityNo ratings yet
- Cellular Manufacturing Layout Design and Selection: A Case Study of Electronic Manufacturing Service PlantDocument7 pagesCellular Manufacturing Layout Design and Selection: A Case Study of Electronic Manufacturing Service PlantSiimplisius Ryski-tigaNo ratings yet
- Introduction to Operations Research: Key Concepts and ApplicationsDocument39 pagesIntroduction to Operations Research: Key Concepts and ApplicationsraghurockramNo ratings yet
- Ardia Bintang Fajar Kusuma - Internship ProposalDocument2 pagesArdia Bintang Fajar Kusuma - Internship ProposalBintang KusumaNo ratings yet
- Industrial Project - Ardia Bintang Fajar Kusuma - 004202000029Document4 pagesIndustrial Project - Ardia Bintang Fajar Kusuma - 004202000029Bintang KusumaNo ratings yet
- IE Project Midterm Group 3 Product DesignDocument22 pagesIE Project Midterm Group 3 Product DesignBintang KusumaNo ratings yet
- Rank Order Matrix Determines Machine GroupingDocument13 pagesRank Order Matrix Determines Machine GroupingBintang KusumaNo ratings yet
- Classification of Production ProcessDocument2 pagesClassification of Production ProcessBintang KusumaNo ratings yet
- Batch 2020 - Class 1 - Group 13 - Project 5Document9 pagesBatch 2020 - Class 1 - Group 13 - Project 5Bintang KusumaNo ratings yet
- Project 4 Facility DesignDocument45 pagesProject 4 Facility DesignBintang KusumaNo ratings yet
- Batch 2020 - Class 1 - Group 13 - Project 3Document62 pagesBatch 2020 - Class 1 - Group 13 - Project 3Bintang KusumaNo ratings yet
- JMPRTraininga I5545e PDFDocument500 pagesJMPRTraininga I5545e PDFmvptoxNo ratings yet
- CHM131 Presentation - Oxidation of MetalsDocument11 pagesCHM131 Presentation - Oxidation of MetalsNazrul ShahNo ratings yet
- MaheshDocument20 pagesMaheshParthNo ratings yet
- B.Ed Syllabus NEW 2015-16 PDFDocument170 pagesB.Ed Syllabus NEW 2015-16 PDFVikas KuthadiNo ratings yet
- Unit Rates and Cost Per ItemDocument213 pagesUnit Rates and Cost Per ItemDesiree Vera GrauelNo ratings yet
- S 1804 2019 (E) - 0Document9 pagesS 1804 2019 (E) - 0Juan Agustin CuadraNo ratings yet
- 06 Dielectrics Capacitance 2018mkDocument41 pages06 Dielectrics Capacitance 2018mkTrần ĐứcAnhNo ratings yet
- Online Test Series Syllabus Class 10 2019Document6 pagesOnline Test Series Syllabus Class 10 2019ABHISHEK SURYANo ratings yet
- Hunk 150Document2 pagesHunk 150Brayan Torres04No ratings yet
- Computer ViruesDocument19 pagesComputer ViruesMuhammad Adeel AnsariNo ratings yet
- Concise Operating Instructions: Frequency Converter For HOISTING - TRAVEL (Siemens)Document9 pagesConcise Operating Instructions: Frequency Converter For HOISTING - TRAVEL (Siemens)Pablo Hidalgo ValenzuelaNo ratings yet
- Climate Change Survivor GameDocument22 pagesClimate Change Survivor Game许凉发No ratings yet
- Api RP 2a WSD 1pdf - CompressDocument1 pageApi RP 2a WSD 1pdf - CompressRamesh SelvarajNo ratings yet
- LESSON 9 Steam Generators 2Document12 pagesLESSON 9 Steam Generators 2Salt PapiNo ratings yet
- Ginglen 2022 - Necrotizing Enterocolitis - StatPearlsDocument8 pagesGinglen 2022 - Necrotizing Enterocolitis - StatPearlsBee GuyNo ratings yet
- Chapter 6 Managing Quality (Sesi 3)Document68 pagesChapter 6 Managing Quality (Sesi 3)Nurmala SariNo ratings yet
- Health Fitness Guide UK 2018 MayDocument100 pagesHealth Fitness Guide UK 2018 MayMitch Yeoh100% (2)
- Forecast Time Series-NotesDocument138 pagesForecast Time Series-NotesflorinNo ratings yet
- A New Aftercooler Is Used On Certain C9 Marine Engines (1063)Document3 pagesA New Aftercooler Is Used On Certain C9 Marine Engines (1063)TASHKEELNo ratings yet
- Ncm110nif Midterm Laboratory NotesDocument12 pagesNcm110nif Midterm Laboratory NotesMicah jay MalvasNo ratings yet
- Introduction To Drug DiscoveryDocument45 pagesIntroduction To Drug Discoveryachsanuddin100% (5)
- Sand Compaction MethodDocument124 pagesSand Compaction Methodisaych33ze100% (1)
- CBK Test QuestionsDocument2 pagesCBK Test QuestionsMehul GuptaNo ratings yet
- Daftar Pustaka DaniDocument3 pagesDaftar Pustaka Danidokter linggauNo ratings yet
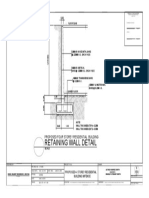
- Retaining Wall DetailsDocument1 pageRetaining Wall DetailsWilbert ReuyanNo ratings yet
- Optical Fiber Communication Case Study on Material DispersionDocument5 pagesOptical Fiber Communication Case Study on Material DispersionAyush SharmaNo ratings yet
- Finding The Answers To The Research Questions (Qualitative) : Quarter 4 - Module 5Document39 pagesFinding The Answers To The Research Questions (Qualitative) : Quarter 4 - Module 5Jernel Raymundo80% (5)
- Tiresocks CatalogDocument19 pagesTiresocks CatalogAshBossNo ratings yet
- Technology Class ResumeDocument4 pagesTechnology Class Resumeapi-259588430No ratings yet
- Twingo 3 & Clio 4Document10 pagesTwingo 3 & Clio 4Alexandre Le GrandNo ratings yet