You might also like
- Documento - Design For Manufacturing and Assembly Vs Design To CostDocument7 pagesDocumento - Design For Manufacturing and Assembly Vs Design To CostJorge Andres Montoya QuirozNo ratings yet
- Product Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesFrom EverandProduct Manufacturing and Cost Estimating using CAD/CAE: The Computer Aided Engineering Design SeriesRating: 4 out of 5 stars4/5 (4)
- A 4M Approach For A Comprehensive Analysis and Improvement of Manual Assembly LinesDocument9 pagesA 4M Approach For A Comprehensive Analysis and Improvement of Manual Assembly LinesIrvan hidayatNo ratings yet
- DFMAPaper FullDocument13 pagesDFMAPaper FullahasimplemailNo ratings yet
- Unit-I D: THE DESIGN PROCESS: The Design Consistes ofDocument12 pagesUnit-I D: THE DESIGN PROCESS: The Design Consistes ofDarbhalaPavanKumarNo ratings yet
- Dfma Lecture Notes PDFDocument71 pagesDfma Lecture Notes PDFlithish RangarajanNo ratings yet
- DSP Re Formatted PaperDocument8 pagesDSP Re Formatted Papersyedqutub16No ratings yet
- Additive Manufacturing Adoption in Product Design An Ove - 2020 - Procedia ManuDocument8 pagesAdditive Manufacturing Adoption in Product Design An Ove - 2020 - Procedia ManuYohannes AbebeNo ratings yet
- 1-s2.0-S2212827121002584-main-đã chuyển đổiDocument6 pages1-s2.0-S2212827121002584-main-đã chuyển đổiKiều Anh Trần NguyễnNo ratings yet
- Design For Manufacturing and Assembly (Dfma) Technique Applicable For Cost Reduction - A ReviewDocument6 pagesDesign For Manufacturing and Assembly (Dfma) Technique Applicable For Cost Reduction - A ReviewTJPRC PublicationsNo ratings yet
- Rem Pling 2019Document10 pagesRem Pling 2019Krishan LakmalNo ratings yet
- An Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalDocument16 pagesAn Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalBalakrishna T SNo ratings yet
- DMU PaperDocument9 pagesDMU Papersathiyam007No ratings yet
- Design Engineering - 2A General Guidelines and Syllabus - 5th SemesterDocument4 pagesDesign Engineering - 2A General Guidelines and Syllabus - 5th SemesterBhakti MahbubaniNo ratings yet
- Design For Manufacture and Design For 'X': Concepts, Applications, and PerspectivesDocument22 pagesDesign For Manufacture and Design For 'X': Concepts, Applications, and Perspectivessreehari gijiNo ratings yet
- Modular Design Guideline For Projects From ScratchDocument10 pagesModular Design Guideline For Projects From ScratchSonia TaziNo ratings yet
- IE 447 CIM Lecture Notes - Chapter 5: Concurrent Engineering - 44Document7 pagesIE 447 CIM Lecture Notes - Chapter 5: Concurrent Engineering - 44Santhosh Buddenahalli SNo ratings yet
- Knowledge-based expert system for design for manufacturabilityDocument12 pagesKnowledge-based expert system for design for manufacturabilityTeja shivraj DandeNo ratings yet
- Assignment Help (+1) 346-375-7878Document30 pagesAssignment Help (+1) 346-375-7878Muhammad Sheharyar MohsinNo ratings yet
- The Collaborative New Product Development ProcessDocument15 pagesThe Collaborative New Product Development ProcessIngvild Sundby100% (9)
- Lean Technology in ConstructionDocument11 pagesLean Technology in ConstructionIJRASETPublicationsNo ratings yet
- Modular Design Guideline For Projects From ScratchDocument10 pagesModular Design Guideline For Projects From ScratchAlexandre GelsiNo ratings yet
- Design For Assembly (Dfa) : Engr. Wan Sharuzi HJ Wan Harun Industrial Engineering, FKMDocument124 pagesDesign For Assembly (Dfa) : Engr. Wan Sharuzi HJ Wan Harun Industrial Engineering, FKMsharuzi67% (3)
- Conceptualization Design For Manufacture and Assembly (DFMA) of Juicer Mixer GrinderDocument10 pagesConceptualization Design For Manufacture and Assembly (DFMA) of Juicer Mixer GrinderVignesh KrishNo ratings yet
- Design Law PaperDocument11 pagesDesign Law Paperabhi024No ratings yet
- Module 4Document13 pagesModule 4joyelpaulNo ratings yet
- Concurrent EngineeringDocument3 pagesConcurrent EngineeringAnonymous WmMP8H6JGNo ratings yet
- Designing the Design ProcessDocument11 pagesDesigning the Design ProcessMiumiu WangNo ratings yet
- Review of Basic Principles of Embodiment DesignDocument5 pagesReview of Basic Principles of Embodiment DesignijcnesNo ratings yet
- Product Platforms and Production - Current State and Future Research Directions Targeting Producibility and Production PreparationDocument10 pagesProduct Platforms and Production - Current State and Future Research Directions Targeting Producibility and Production PreparationJosip StjepandicNo ratings yet
- Sim EngineeringDocument2 pagesSim EngineeringmmanharNo ratings yet
- Concurrent Engineering: European Space Agency Concurrent Design FacilityDocument6 pagesConcurrent Engineering: European Space Agency Concurrent Design FacilityTaranjeet SinghNo ratings yet
- Application of Design For Manufacturing and Assembly (DFMA) Methodology in The Steel Furniture IndustryDocument5 pagesApplication of Design For Manufacturing and Assembly (DFMA) Methodology in The Steel Furniture IndustryanujNo ratings yet
- 1 s2.0 S2351978917304912 MainDocument10 pages1 s2.0 S2351978917304912 MaindreamboykalisNo ratings yet
- Dfma PDFDocument12 pagesDfma PDFGelu BoneaNo ratings yet
- DFMADocument12 pagesDFMAbfazil100% (1)
- A Product Architecture-Based Conceptual DFA Technique PDFDocument26 pagesA Product Architecture-Based Conceptual DFA Technique PDFsai ChaitanyaNo ratings yet
- DfmaDocument7 pagesDfmaMAXNER10No ratings yet
- HKJS2022 SamHui DfMA Fullpaper RevDocument15 pagesHKJS2022 SamHui DfMA Fullpaper RevSam C M HuiNo ratings yet
- Design For Manufacture and Assembly: The Boothroyd-Dewhurst ExperienceDocument22 pagesDesign For Manufacture and Assembly: The Boothroyd-Dewhurst ExperienceGraham MooreNo ratings yet
- A Practical Guide To Design For Manufacturability: Get StartedDocument18 pagesA Practical Guide To Design For Manufacturability: Get StartedrihabNo ratings yet
- 1 s2.0 S2212827119309230 MainDocument6 pages1 s2.0 S2212827119309230 MainNur AzlinaNo ratings yet
- Kinematic DEsignDocument6 pagesKinematic DEsignJuana ChivoNo ratings yet
- Application of Design For Manufacturing and Assembly (DFMA) Methodology in The Steel Furniture IndustryDocument5 pagesApplication of Design For Manufacturing and Assembly (DFMA) Methodology in The Steel Furniture IndustrygandhiNo ratings yet
- Development of Conceptual Design Support Tool ForDocument7 pagesDevelopment of Conceptual Design Support Tool ForGabryella AlvesNo ratings yet
- CHAP1 - Product Design Theory and MethodologyDocument61 pagesCHAP1 - Product Design Theory and MethodologySeng SoonNo ratings yet
- 1-s2.0-S2212827114007756-main 2Document6 pages1-s2.0-S2212827114007756-main 2J.C.VNo ratings yet
- 2017 A Design Case Study Transferring Design Processes and Prototyping Principles Into Industry For Rapid Response and User ImpactDocument10 pages2017 A Design Case Study Transferring Design Processes and Prototyping Principles Into Industry For Rapid Response and User ImpactRAkeshNo ratings yet
- Paper (PDF) - 4MDocument4 pagesPaper (PDF) - 4MOnur UyarNo ratings yet
- 2007+ +Skills+&+Knowledge+of+Cost+Engineering1.61 88Document28 pages2007+ +Skills+&+Knowledge+of+Cost+Engineering1.61 88Naveen LopesNo ratings yet
- Design and Production Automation For Mass Customisation - An Initial Framework Proposal Evaluated in Engineering Education and SME ContextsDocument10 pagesDesign and Production Automation For Mass Customisation - An Initial Framework Proposal Evaluated in Engineering Education and SME ContextsJosip StjepandicNo ratings yet
- Current Trend in Computer Aided Process Planning: October 2001Document13 pagesCurrent Trend in Computer Aided Process Planning: October 2001starboyNo ratings yet
- 1996 - Design For Assembly Techniques in Reverse Engineering and Redesign-DFA-sop Force Flow PDFDocument28 pages1996 - Design For Assembly Techniques in Reverse Engineering and Redesign-DFA-sop Force Flow PDFcakirahNo ratings yet
- Guideline Tool Based On Design For Manufacturing and Assembly (DFMA) Methodology For Application On Design and Manufacturing of AircraftsDocument10 pagesGuideline Tool Based On Design For Manufacturing and Assembly (DFMA) Methodology For Application On Design and Manufacturing of AircraftsJelena Blagojevic-IgnjatovicNo ratings yet
- Guideline Tool Based On Design For Manufacturing and Assembly (DFMA) Methodology For Application On Design and Manufacturing of AircraftsDocument10 pagesGuideline Tool Based On Design For Manufacturing and Assembly (DFMA) Methodology For Application On Design and Manufacturing of AircraftsisolongNo ratings yet
- CHAP1 - Product Design Theory and MethodologyDocument34 pagesCHAP1 - Product Design Theory and Methodologykhalil alhatabNo ratings yet
- Sciencedirect: Toward A Methodological Knowledge Based Approach For Partial Automation of Reverse EngineeringDocument6 pagesSciencedirect: Toward A Methodological Knowledge Based Approach For Partial Automation of Reverse Engineeringcumi87No ratings yet
- Sciencedirect: 26Th Cirp Design ConferenceDocument6 pagesSciencedirect: 26Th Cirp Design ConferenceAbdul Aziz Khan AfridiNo ratings yet
- Isc BC07Document25 pagesIsc BC07vipul rathodNo ratings yet
- Prerequisite Tasks for App Development, Web Design, AI/ML, Game Design and MoreDocument4 pagesPrerequisite Tasks for App Development, Web Design, AI/ML, Game Design and MoreAdarsh ShindeNo ratings yet
- Sps April June2010Article4Document11 pagesSps April June2010Article4Adarsh ShindeNo ratings yet
- Enterprise Resource Planning (ERP) System Implementation A Case For User ParticipationDocument9 pagesEnterprise Resource Planning (ERP) System Implementation A Case For User ParticipationastariwulandariNo ratings yet
- Epi CyclicDocument10 pagesEpi CyclicAdarsh ShindeNo ratings yet
- Sps April June2010Article4Document11 pagesSps April June2010Article4Adarsh ShindeNo ratings yet
- Heat Transfer Enhancement by Using Twisted Tape in Horizontal and An Inclined TubeDocument19 pagesHeat Transfer Enhancement by Using Twisted Tape in Horizontal and An Inclined TubeAdarsh ShindeNo ratings yet
- Modelling and Control Design of Pitch-Controlled Variable Speed Wind TurbinesDocument31 pagesModelling and Control Design of Pitch-Controlled Variable Speed Wind TurbinesAdarsh ShindeNo ratings yet
- Integrating GD&T Into Dimensional Variation Models For Multistage Machining ProcessesDocument21 pagesIntegrating GD&T Into Dimensional Variation Models For Multistage Machining ProcessesAdarsh ShindeNo ratings yet
- Wind Turbine Gearbox Technologies: April 2010Document19 pagesWind Turbine Gearbox Technologies: April 2010Adarsh ShindeNo ratings yet
- Future Trends in Product Lifecycle Management PLMDocument10 pagesFuture Trends in Product Lifecycle Management PLMAdarsh ShindeNo ratings yet
- Ty CDocument2 pagesTy CAdarsh ShindeNo ratings yet
- Amp NotesDocument8 pagesAmp NotesAdarsh ShindeNo ratings yet
- Enterprise Resource Planning (ERP) - A Review of THDocument31 pagesEnterprise Resource Planning (ERP) - A Review of THBayu AnggoroNo ratings yet
- Case Study On Design and Optimization ofDocument10 pagesCase Study On Design and Optimization ofAdarsh ShindeNo ratings yet
- 1Document114 pages1Adarsh ShindeNo ratings yet
- Scanned by CamscannerDocument13 pagesScanned by CamscannerAdarsh ShindeNo ratings yet
- Inustrial Training ReportDocument26 pagesInustrial Training ReportAdarsh ShindeNo ratings yet
- Mission Vision PolicyDocument1 pageMission Vision PolicyAdarsh ShindeNo ratings yet
- Sustainability Report CSR2012-14-24Mar2015 PDFDocument72 pagesSustainability Report CSR2012-14-24Mar2015 PDFAdarsh ShindeNo ratings yet
- Micro Project Assessment ManualDocument15 pagesMicro Project Assessment ManualAdarsh Shinde100% (1)
- Inustrial Training ReportDocument26 pagesInustrial Training ReportAdarsh ShindeNo ratings yet
- KOEL Management and Policies ReportDocument15 pagesKOEL Management and Policies ReportAdarsh ShindeNo ratings yet
- English 8-Quiz On Context CluesDocument2 pagesEnglish 8-Quiz On Context CluesMELINDA FERRERNo ratings yet
- Dolphin Facts For Kids Ilovepdf CompressedDocument1 pageDolphin Facts For Kids Ilovepdf CompressedtechboostmrktgNo ratings yet
- Production Choke BasicsDocument39 pagesProduction Choke Basicsbtmohamed7084100% (1)
- Press 2017 Fagioli enDocument2 pagesPress 2017 Fagioli enÁlvaro Rodríguez BNo ratings yet
- A ETHICS-101 Activity-3Document3 pagesA ETHICS-101 Activity-3Liz FuentesNo ratings yet
- Economic Growth, Environment and SustainabilityDocument3 pagesEconomic Growth, Environment and Sustainability140 - MANEESHA ST AGNESNo ratings yet
- 09a50205 PowerelectronicsDocument8 pages09a50205 PowerelectronicsPaone KalyanNo ratings yet
- Manifest Guide Ebook PDFDocument4 pagesManifest Guide Ebook PDFAnonymous dqCHWEADzNo ratings yet
- Mater BiDocument10 pagesMater BihanjunyieeNo ratings yet
- Schematic Diagram Components LocationDocument6 pagesSchematic Diagram Components LocationDomingo ArroyoNo ratings yet
- Oval Lake Hospital: Managing Your Data With Data ToolsDocument7 pagesOval Lake Hospital: Managing Your Data With Data ToolsJacob SheridanNo ratings yet
- Chennai Public School: CH 3 Coordinate Geometry Multiple AssessmentDocument3 pagesChennai Public School: CH 3 Coordinate Geometry Multiple Assessment11F10 RUCHITA MAARANNo ratings yet
- Tle Grade7 8 - CARPENTRYDocument10 pagesTle Grade7 8 - CARPENTRYdonna geroleoNo ratings yet
- Determination of AzadirachtinDocument6 pagesDetermination of AzadirachtinPrathamesh BolajNo ratings yet
- Irrigation Project ManualDocument66 pagesIrrigation Project ManualHorace Prophetic DavisNo ratings yet
- Datasheet GenDocument2 pagesDatasheet GenEdgar Bonilla MuñozNo ratings yet
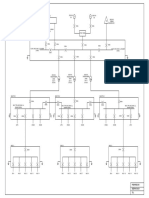
- Conceptual SLDDocument1 pageConceptual SLDakhilNo ratings yet
- Hydroelectric and Pumped Storage, Tidal, WaveDocument62 pagesHydroelectric and Pumped Storage, Tidal, WavePrince AbrahamNo ratings yet
- Development of Automatic Mini Fan with PIR SensorDocument8 pagesDevelopment of Automatic Mini Fan with PIR SensorToheebdareNo ratings yet
- Max Out On Squats Every Day PDFDocument7 pagesMax Out On Squats Every Day PDFsamsung684No ratings yet
- Ujian Akhir Semester Gasal Dinas Pendidikan Kabupaten Sukabumi SMP Negeri 1 Cireunghas TAHUN PELAJARAN 2017/ 2018Document3 pagesUjian Akhir Semester Gasal Dinas Pendidikan Kabupaten Sukabumi SMP Negeri 1 Cireunghas TAHUN PELAJARAN 2017/ 2018DodiSaputraNo ratings yet
- Sizing PSV Broady Valvitalia-R4Document18 pagesSizing PSV Broady Valvitalia-R4Anggun RushNo ratings yet
- 18.national Forestry Act 1984Document92 pages18.national Forestry Act 1984Sudhir A K KumarenNo ratings yet
- Structural Modelling and Analysis using BIM ToolsDocument137 pagesStructural Modelling and Analysis using BIM ToolsManuel Solís López100% (1)
- Liugong 938l Wheel Loader Parts ManualDocument20 pagesLiugong 938l Wheel Loader Parts Manualviolet100% (56)
- Suvarnaprashan Sanskar EnglishDocument4 pagesSuvarnaprashan Sanskar EnglishLifecare Ayurveda Drnikul PatelNo ratings yet
- Mapsco Street GuidesDocument5 pagesMapsco Street Guidesapi-256961360No ratings yet
- Using Coffee Grounds as FertilizerDocument18 pagesUsing Coffee Grounds as FertilizerKyle BARRIOSNo ratings yet
- Real-Time Reservoir Operation For Irrigation: P. P. Mujumdar and T. S. V. RameshDocument8 pagesReal-Time Reservoir Operation For Irrigation: P. P. Mujumdar and T. S. V. RameshGetachew BekeleNo ratings yet
- Manual Carpa Instant TentDocument2 pagesManual Carpa Instant TentBermans Olivares LayNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyFrom EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyRating: 1.5 out of 5 stars1.5/5 (2)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- Beginning AutoCAD® 2020 Exercise WorkbookFrom EverandBeginning AutoCAD® 2020 Exercise WorkbookRating: 2.5 out of 5 stars2.5/5 (3)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- FreeCAD | Design Projects: Design advanced CAD models step by stepFrom EverandFreeCAD | Design Projects: Design advanced CAD models step by stepRating: 5 out of 5 stars5/5 (1)
- Contactless Vital Signs MonitoringFrom EverandContactless Vital Signs MonitoringWenjin WangNo ratings yet
- Design Research Through Practice: From the Lab, Field, and ShowroomFrom EverandDesign Research Through Practice: From the Lab, Field, and ShowroomRating: 3 out of 5 stars3/5 (7)
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet