You might also like
- Comparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingDocument10 pagesComparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingIJRASETPublicationsNo ratings yet
- Semi - Outer Thread Cutting MachineDocument4 pagesSemi - Outer Thread Cutting MachineTechnico TechnocratsNo ratings yet
- Design and Development of Progressive Tool For Mold Tag: Articles You May Be Interested inDocument11 pagesDesign and Development of Progressive Tool For Mold Tag: Articles You May Be Interested inmazen banatNo ratings yet
- Configuration Design and Accuracy Analysis of Special Grinding Machine For Thin-Walled Small Concave SurfacesDocument10 pagesConfiguration Design and Accuracy Analysis of Special Grinding Machine For Thin-Walled Small Concave SurfacesTommy GaoNo ratings yet
- Design and Analysis of Portable Power Hacksaw With Coolant and Lubrication SystemDocument15 pagesDesign and Analysis of Portable Power Hacksaw With Coolant and Lubrication SystemSurya MilipelliNo ratings yet
- Design and Structural Analysis of 3 Axis CNC Milling Machine TableDocument6 pagesDesign and Structural Analysis of 3 Axis CNC Milling Machine TableEditor IJTSRDNo ratings yet
- Design and Structural Analysis of 3 Axis CNC Milling Machine TableDocument6 pagesDesign and Structural Analysis of 3 Axis CNC Milling Machine Tablewai phyoeNo ratings yet
- Design and Analysis of Modular Fixture For Machine Vice: January 2018Document7 pagesDesign and Analysis of Modular Fixture For Machine Vice: January 2018temesgen jenberNo ratings yet
- Model Zeroth Review PPT PhotoDocument14 pagesModel Zeroth Review PPT PhotoLovely Mohan0% (1)
- New Microsoft Office Word DocumentDocument10 pagesNew Microsoft Office Word DocumentKamaljeetNo ratings yet
- Icram19 10 01 19 06 10 57 ModifiedDocument7 pagesIcram19 10 01 19 06 10 57 ModifiedAjit ParwaniNo ratings yet
- Robot Arm Without Using Robot Language and Its Application To Machining ProcessDocument5 pagesRobot Arm Without Using Robot Language and Its Application To Machining ProcessJulio Vega AngelesNo ratings yet
- Samuthra Projects PDFDocument9 pagesSamuthra Projects PDFsageetha756No ratings yet
- Duel Side Sapher PDFDocument9 pagesDuel Side Sapher PDFsageetha756No ratings yet
- Design and Modelling of A Universal CNC MachineDocument12 pagesDesign and Modelling of A Universal CNC MachineАндэрь ЗорьгNo ratings yet
- First PhaseDocument14 pagesFirst PhaseSurendra PalNo ratings yet
- Tool Path Planning For Manufacturing of Asymmetric Parts by Incremental Sheet Metal Forming by Means of Robotic ManipulatorDocument11 pagesTool Path Planning For Manufacturing of Asymmetric Parts by Incremental Sheet Metal Forming by Means of Robotic Manipulatormohamad ma'rufNo ratings yet
- Turning Fixtures 5 PDFDocument12 pagesTurning Fixtures 5 PDFgsudhanta1604100% (2)
- A Gantry Robot System For Cutting SingleDocument11 pagesA Gantry Robot System For Cutting SingleHaider AliNo ratings yet
- Design and Fabrication of Special Purpose Tool Fixture For CNC TurretsDocument5 pagesDesign and Fabrication of Special Purpose Tool Fixture For CNC TurretsHarits PamitranNo ratings yet
- Design and Fabrication of Portable Drilling and Boring MachineDocument4 pagesDesign and Fabrication of Portable Drilling and Boring MachineVIVA-TECH IJRINo ratings yet
- Automated Pressing MachineDocument7 pagesAutomated Pressing MachineIJRASETPublicationsNo ratings yet
- 10 PDFDocument11 pages10 PDFRyanNo ratings yet
- Sheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesDocument23 pagesSheet Incremental Forming: Advantages of Robotised Cells vs. CNC MachinesManolo GipielaNo ratings yet
- Influence of Process Parameters and Robot Postures On Surface Quality in Robotic MachiningDocument17 pagesInfluence of Process Parameters and Robot Postures On Surface Quality in Robotic Machining无名No ratings yet
- Design Analysis of Machine Tool Structure With ArtDocument14 pagesDesign Analysis of Machine Tool Structure With ArttarnoscribdNo ratings yet
- Modelling and Analysis of Drilling Jig For MountinDocument5 pagesModelling and Analysis of Drilling Jig For MountinHarsha MetiNo ratings yet
- Design and Fabrication of Welding Fixtures and PositionersDocument5 pagesDesign and Fabrication of Welding Fixtures and PositionersVIVA-TECH IJRINo ratings yet
- Comparative Study of Casting Simulation Packages Used in FoundriesDocument4 pagesComparative Study of Casting Simulation Packages Used in FoundriesPrasad AnandNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document8 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Comparison of Different Tool Path in Pocket MillingDocument6 pagesComparison of Different Tool Path in Pocket MillingPrayogi WicaksanaNo ratings yet
- Ijireeice 2022 10509Document5 pagesIjireeice 2022 10509Prajwal TilekarNo ratings yet
- Cad by BiomedicalDocument20 pagesCad by BiomedicalAshish RajNo ratings yet
- Graduation Project (Thesis) Opening Report: Chongqing University of Science and TechnologyDocument7 pagesGraduation Project (Thesis) Opening Report: Chongqing University of Science and TechnologyAtiqur RahmanNo ratings yet
- Lightweight GantryDocument16 pagesLightweight GantryabhayuietNo ratings yet
- PDF - Report Automatc Portable Hammering Machine 111Document44 pagesPDF - Report Automatc Portable Hammering Machine 111mmv 7100% (6)
- Analysis of Alternative Composite Material For High Speed Precision Machine Tool Structures PDFDocument14 pagesAnalysis of Alternative Composite Material For High Speed Precision Machine Tool Structures PDFfunkyNo ratings yet
- V6i2 1316Document5 pagesV6i2 1316ARVINDKOUSHIKNo ratings yet
- 1 s2.0 S2215098616304001 Main PDFDocument13 pages1 s2.0 S2215098616304001 Main PDFBryan GarciaNo ratings yet
- Die-Casting Process Is Capable of Producing Simple As Well As Complex ShapedDocument6 pagesDie-Casting Process Is Capable of Producing Simple As Well As Complex ShapedEr GuptaNo ratings yet
- Liên Hệ Phân Tích Stress Của Cặp Bánh Răng HelicalDocument9 pagesLiên Hệ Phân Tích Stress Của Cặp Bánh Răng HelicalDương CaoNo ratings yet
- A Vibration Analysis of A 6 Axis Industrial Robot Using Fea: SciencedirectDocument8 pagesA Vibration Analysis of A 6 Axis Industrial Robot Using Fea: Sciencedirectalagar krishna kumarNo ratings yet
- Computer-Aided Casting Design and Simulation PDFDocument9 pagesComputer-Aided Casting Design and Simulation PDFmonish KrishnaNo ratings yet
- Optimization of CNC MachiningDocument3 pagesOptimization of CNC MachiningVIVA-TECH IJRINo ratings yet
- Overview On Abrasive Belt Grinding For Complex Surface: Deng Ruixiang An JiaxiangDocument5 pagesOverview On Abrasive Belt Grinding For Complex Surface: Deng Ruixiang An JiaxiangAly RefaeeNo ratings yet
- Design and Manufacturing of Lathe Tool Post Grinding AttachmentDocument3 pagesDesign and Manufacturing of Lathe Tool Post Grinding AttachmentAnonymous kw8Yrp0R5rNo ratings yet
- Hydraulic Rivet Proposal PDFDocument12 pagesHydraulic Rivet Proposal PDFlet it beNo ratings yet
- Design and Development of A Five-Axis Machine Tool With High Accuracy, Stiffness and e Ciency For Aero-Engine Casing ManufacturingDocument12 pagesDesign and Development of A Five-Axis Machine Tool With High Accuracy, Stiffness and e Ciency For Aero-Engine Casing ManufacturingMido MoussaNo ratings yet
- Feature Recognition For Structural Aerospace Sheet Metal PartsDocument29 pagesFeature Recognition For Structural Aerospace Sheet Metal PartsSergey FedorinovNo ratings yet
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDocument8 pagesTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesODEH ABU YAHIANo ratings yet
- Ieee Research PaperDocument5 pagesIeee Research PaperAtharva KawatheNo ratings yet
- Design and Performance Analysis of Pneumatic 3 Axes Robotic Arm For Mechanical ComponentsDocument6 pagesDesign and Performance Analysis of Pneumatic 3 Axes Robotic Arm For Mechanical ComponentsurveshNo ratings yet
- Investigation of Progressive Die Tool For Electrical AppliancesDocument7 pagesInvestigation of Progressive Die Tool For Electrical Appliancesmis2hijosNo ratings yet
- Design and Fabrication of Motorized Hacksaw MachineDocument9 pagesDesign and Fabrication of Motorized Hacksaw MachineIJRASETPublicationsNo ratings yet
- Application of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesDocument14 pagesApplication of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesSugan Prabhu100% (1)
- Assignment 2 MPMDocument2 pagesAssignment 2 MPMShivalik NaikNo ratings yet
- Jaw Crusher Kinematics Simulation and AnalysisDocument5 pagesJaw Crusher Kinematics Simulation and AnalysisInternational Journal of Research in Engineering and ScienceNo ratings yet
- Ijetae 0415 85Document4 pagesIjetae 0415 85ifyNo ratings yet
- Selected Aspects of Modular Fixtures Design For Car Body ProductionDocument10 pagesSelected Aspects of Modular Fixtures Design For Car Body Productionjames bondNo ratings yet
- Wooden Buildings: exposed to tiếp xúc với dramatic renewal sự làm mới đáng kểDocument6 pagesWooden Buildings: exposed to tiếp xúc với dramatic renewal sự làm mới đáng kểNguyễn Phạm Thảo NguyênNo ratings yet
- Bubbles in Transformer Oil Dynamic Behavior Internal Discharge and Triggered Liquid BreakdownDocument9 pagesBubbles in Transformer Oil Dynamic Behavior Internal Discharge and Triggered Liquid BreakdownMuhammad Irfan NazhmiNo ratings yet
- Stat and Prob Q4 M2 DigitizedDocument38 pagesStat and Prob Q4 M2 Digitizedsecret secretNo ratings yet
- A Narrative Comprehensive Report of Student Teaching ExperiencesDocument82 pagesA Narrative Comprehensive Report of Student Teaching ExperiencesEpal Carlo74% (23)
- Dassault Systems Academic CalenderDocument5 pagesDassault Systems Academic CalenderSarath KumarNo ratings yet
- Henry's Bench: Keyes Ky-040 Arduino Rotary Encoder User ManualDocument4 pagesHenry's Bench: Keyes Ky-040 Arduino Rotary Encoder User ManualIsrael ZavalaNo ratings yet
- Polyethylene PolyamineDocument6 pagesPolyethylene PolyamineAV kayanNo ratings yet
- Wireless Cellular and LTE 4g Broadband PDFDocument26 pagesWireless Cellular and LTE 4g Broadband PDFAE videosNo ratings yet
- Brunswick Manual Preinstalacion GSXDocument33 pagesBrunswick Manual Preinstalacion GSXroberto dominguezNo ratings yet
- Papaer JournelDocument6 pagesPapaer JournelsonalisabirNo ratings yet
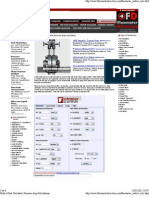
- Orifice Plate Calculator Pressure Drop CalculationsDocument4 pagesOrifice Plate Calculator Pressure Drop CalculationsAnderson Pioner100% (1)
- MBenz SLK350 R171 272 RepairDocument1,922 pagesMBenz SLK350 R171 272 RepairJavier ViudezNo ratings yet
- Qatar OM PART C PDFDocument796 pagesQatar OM PART C PDFBobi Guau100% (3)
- Physics 715 HW 1Document13 pagesPhysics 715 HW 1Antonildo PereiraNo ratings yet
- VW 60330 2009 12 eDocument29 pagesVW 60330 2009 12 eAmir Borhanipour100% (1)
- FreeBSD HandbookDocument26 pagesFreeBSD Handbookhembeck119No ratings yet
- Airport Lounges Industry-Report-Frost-SullivanDocument112 pagesAirport Lounges Industry-Report-Frost-SullivansandeepNo ratings yet
- Āyāt Al-Aḥkām, Ayat Al-AhkamDocument6 pagesĀyāt Al-Aḥkām, Ayat Al-AhkamRasoul NamaziNo ratings yet
- QBM101Document37 pagesQBM101Shang BinNo ratings yet
- D e N R Process Flow of Hazardous WasteDocument2 pagesD e N R Process Flow of Hazardous WasteMaragtasInnovationsNo ratings yet
- CanagliflozinDocument7 pagesCanagliflozin13201940No ratings yet
- Output D4Document34 pagesOutput D4Angel MingaNo ratings yet
- Language - Introduction To The Integrated Language Arts CompetenciesDocument7 pagesLanguage - Introduction To The Integrated Language Arts CompetenciesHari Ng Sablay100% (1)
- Dokumen - Tips Dm3220-Servicemanual PDFDocument62 pagesDokumen - Tips Dm3220-Servicemanual PDFwalidsayed1No ratings yet
- Asme B30.26 (2004)Document38 pagesAsme B30.26 (2004)Omar RamirezNo ratings yet
- NS2-DVN-2540.Rev4 - Profomal Packing List BLR Piping Hanger Support Beam-Unit 2 - 20200710Document27 pagesNS2-DVN-2540.Rev4 - Profomal Packing List BLR Piping Hanger Support Beam-Unit 2 - 20200710PHAM PHI HUNGNo ratings yet
- Sapper PamphletDocument24 pagesSapper Pamphletlonewolf2017100% (2)
- Tikkun Kisay HaShemDocument47 pagesTikkun Kisay HaShemYochananMauritzHummasti100% (1)
- Kyt KtiDocument13 pagesKyt KtiIbunnaya100% (1)
- Chapter 12 Fraud and ErrorsDocument3 pagesChapter 12 Fraud and ErrorsMajoy BantocNo ratings yet