You might also like
- Thermal Characterization of A Thermally Enhanced QFN PackageDocument6 pagesThermal Characterization of A Thermally Enhanced QFN Packageindu027No ratings yet
- Thermal Interface Material (TIM) Design Guidance For Flip Chip BGA Package Thermal PerformanceDocument6 pagesThermal Interface Material (TIM) Design Guidance For Flip Chip BGA Package Thermal PerformancekpNo ratings yet
- A Quick PCB Thermal Calculation For Power Electronic Devices With Exposed Pad Packages PDFDocument14 pagesA Quick PCB Thermal Calculation For Power Electronic Devices With Exposed Pad Packages PDFwnaciNo ratings yet
- On-Chip Cooling by Superlattice-Based Thin-Film ThermoelectricsDocument4 pagesOn-Chip Cooling by Superlattice-Based Thin-Film Thermoelectricsankita awasthiNo ratings yet
- Thermal Design and Analysis Guide for ElectronicsDocument8 pagesThermal Design and Analysis Guide for ElectronicsKarthikonsplashNo ratings yet
- Thermal analysis of an electronic package using TAMS and TNETFADocument6 pagesThermal analysis of an electronic package using TAMS and TNETFASanthosh LingappaNo ratings yet
- Banerjee 2001Document8 pagesBanerjee 2001zermiNo ratings yet
- Moddelling Thermal BehaviourDocument9 pagesModdelling Thermal BehaviourRebekah PowellNo ratings yet
- Applied Energy: Ying-Che Weng, Hung-Pin Cho, Chih-Chung Chang, Sih-Li ChenDocument9 pagesApplied Energy: Ying-Che Weng, Hung-Pin Cho, Chih-Chung Chang, Sih-Li ChenAnonymous aoA18SyYcNo ratings yet
- Snoaa 14 ADocument12 pagesSnoaa 14 Adavid reyesNo ratings yet
- El Kady1984 PDFDocument8 pagesEl Kady1984 PDFAnders AguilarNo ratings yet
- An Experimental Study of PCM Based Finned and Un-Finned Heat Sinks For Passive Cooling of ElectronicsDocument13 pagesAn Experimental Study of PCM Based Finned and Un-Finned Heat Sinks For Passive Cooling of ElectronicshazratNo ratings yet
- Enhanced Energy Management Performances of Passive Cooli - 2023 - InternationalDocument8 pagesEnhanced Energy Management Performances of Passive Cooli - 2023 - InternationalR. Dev VaishnavNo ratings yet
- Thermal Modeling of Power Electronic SystemsDocument20 pagesThermal Modeling of Power Electronic SystemsquantumflightNo ratings yet
- Tec For High Power Electronics in Space Environment: Kumud Darshan Yadav, Ulkesh B. Desai & Arup K. HaitDocument6 pagesTec For High Power Electronics in Space Environment: Kumud Darshan Yadav, Ulkesh B. Desai & Arup K. HaitTJPRC PublicationsNo ratings yet
- Electro-Thermal Analysis For Automotive High Power MosfetsDocument4 pagesElectro-Thermal Analysis For Automotive High Power Mosfetsali_raza117No ratings yet
- 00092929Document14 pages00092929Sunandan KumarNo ratings yet
- Heat Transfer in High-Voltage Surge ArrestersDocument4 pagesHeat Transfer in High-Voltage Surge Arresterscik_sya87No ratings yet
- A New Concept For Finite Element Simulation of Induction HeatingDocument5 pagesA New Concept For Finite Element Simulation of Induction HeatingOthman Ben CheikhNo ratings yet
- PEER Stage2 10.1016 J.applthermaleng.2010.06.012Document35 pagesPEER Stage2 10.1016 J.applthermaleng.2010.06.012Anonymous P8Bt46mk5INo ratings yet
- 2003 강대환 (JAP)Document7 pages2003 강대환 (JAP)Andi ZaidanNo ratings yet
- A Computational Approach To Evaluate Temperature and Heat Partition in Machining With Multilayer Coated ToolsDocument7 pagesA Computational Approach To Evaluate Temperature and Heat Partition in Machining With Multilayer Coated Toolsamit chapagainNo ratings yet
- Thermal Resistance Calculation of AlGaN-GaN DevicesDocument10 pagesThermal Resistance Calculation of AlGaN-GaN DevicesАндрей ВольхинNo ratings yet
- CFD 1Document35 pagesCFD 1AdiNo ratings yet
- Optimal Design of A High Power High Frequency TransformerDocument10 pagesOptimal Design of A High Power High Frequency TransformerPablo KuziwNo ratings yet
- AN0261V7 - Plastic Package Device Thermal ResistanceDocument10 pagesAN0261V7 - Plastic Package Device Thermal ResistanceVĩ NhânNo ratings yet
- Transient Cooling of Electronics Using Phase Change Material (PCM) - Based Heat SinksDocument11 pagesTransient Cooling of Electronics Using Phase Change Material (PCM) - Based Heat SinksBenjamin HQNo ratings yet
- CYME - Cable Ampacity CalculationDocument6 pagesCYME - Cable Ampacity CalculationNarasimha Rao100% (1)
- Numerical Simulation of Titanium Alloy Machining in Electric Discharge Machining ProcessDocument6 pagesNumerical Simulation of Titanium Alloy Machining in Electric Discharge Machining Processchiru1431No ratings yet
- Modified Values For Geometric Factor of 00193924Document7 pagesModified Values For Geometric Factor of 00193924Gilberto MejíaNo ratings yet
- Darwish 2005Document8 pagesDarwish 2005Michel CresseauxNo ratings yet
- Dynamic Thermal Analysis of Cable Insulation Improves Dynamic Rating AccuracyDocument12 pagesDynamic Thermal Analysis of Cable Insulation Improves Dynamic Rating Accuracyوهيبه بكرNo ratings yet
- Thermal Design and Analysis of Electronic Enclosure of Ground RadarDocument6 pagesThermal Design and Analysis of Electronic Enclosure of Ground Radarnitin chauhanNo ratings yet
- Conf 104Document6 pagesConf 104braulio.dantas-1No ratings yet
- Simulation Results of Prospective Next Generation 3-D Thermopile Sensor and Array Circuitry OptionsDocument4 pagesSimulation Results of Prospective Next Generation 3-D Thermopile Sensor and Array Circuitry OptionsMarcelo Nascimento dos SantosNo ratings yet
- Nice, Côte D'azur, France, 27-29 September 2006Document6 pagesNice, Côte D'azur, France, 27-29 September 2006Anonymous GmUbEhBknUNo ratings yet
- A Thermal Machine Learning Solver for Chip Simulation-复制Document14 pagesA Thermal Machine Learning Solver for Chip Simulation-复制yutuohangNo ratings yet
- RF Ceramic Chip Capacitors in High RF Power ApplicationsDocument6 pagesRF Ceramic Chip Capacitors in High RF Power ApplicationsLuke GomezNo ratings yet
- Thermal analysis and heat load estimation of SST-1 superconducting coilsDocument7 pagesThermal analysis and heat load estimation of SST-1 superconducting coilsPratibha GuptaNo ratings yet
- Thermal Analysis of Electronic Equipment - Quick GuideDocument84 pagesThermal Analysis of Electronic Equipment - Quick Guideprashant_salima6377No ratings yet
- Current Ratings of Power Semiconductors and Thermal DesignDocument9 pagesCurrent Ratings of Power Semiconductors and Thermal DesignIuro NascimentoNo ratings yet
- Transient Measurement of The Junction-To-Case Thermal ResistanceDocument7 pagesTransient Measurement of The Junction-To-Case Thermal ResistancequantumflightNo ratings yet
- Thermal Interface Materials For Power Electronics ApplicationsDocument10 pagesThermal Interface Materials For Power Electronics ApplicationstariniNo ratings yet
- Calculation of The Equivalent Thermal Parameters of External Environment For Cable Based On The Real-Time Measurement DataDocument7 pagesCalculation of The Equivalent Thermal Parameters of External Environment For Cable Based On The Real-Time Measurement DataeddisonfhNo ratings yet
- Simulaton FurnaceDocument6 pagesSimulaton Furnacehyundai310No ratings yet
- Models - Heat.disk Stack Heat SinkDocument20 pagesModels - Heat.disk Stack Heat Sinkmorven18No ratings yet
- Chandak 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012033Document9 pagesChandak 2015 IOP Conf. Ser. Mater. Sci. Eng. 88 012033luis900000No ratings yet
- Transient Analysis On Effect of Inclination Angles in The Performance of Finned PCM Heat Sink Integrated Photovoltaic PanelsDocument14 pagesTransient Analysis On Effect of Inclination Angles in The Performance of Finned PCM Heat Sink Integrated Photovoltaic PanelsIJRASETPublicationsNo ratings yet
- ICONE20-POWER2012-54612: Three-Dimensional Numerical Study On Condensation-Conduction-Evaporation Coupled Heat TransferDocument4 pagesICONE20-POWER2012-54612: Three-Dimensional Numerical Study On Condensation-Conduction-Evaporation Coupled Heat TransferSasank KomarlaNo ratings yet
- Inspection On SiC Coated Carbon-Carbon Composite With Subsurface-5Document7 pagesInspection On SiC Coated Carbon-Carbon Composite With Subsurface-5sm_carvalhoNo ratings yet
- Model PCB Thermals With Greater AccuracyDocument5 pagesModel PCB Thermals With Greater AccuracyRichard LoNo ratings yet
- Thermal Analysis onHFSSDocument10 pagesThermal Analysis onHFSS2gangadharaNo ratings yet
- Printed Circuit Board PCB Thermal AnalysisDocument8 pagesPrinted Circuit Board PCB Thermal AnalysisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Influence of Power Modules On The Thermal Design o PDFDocument13 pagesInfluence of Power Modules On The Thermal Design o PDFSunny ElNo ratings yet
- Refinements To The Neher-McGrath Model 00483997Document19 pagesRefinements To The Neher-McGrath Model 00483997Gilberto Mejía100% (1)
- 6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysDocument12 pages6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysMuhammad Umer Farooq AwanNo ratings yet
- Thermal Management of Electronics Using Phase ChangeDocument9 pagesThermal Management of Electronics Using Phase ChangeRaj kumarNo ratings yet
- Arduino Measurements in Science: Advanced Techniques and Data ProjectsFrom EverandArduino Measurements in Science: Advanced Techniques and Data ProjectsNo ratings yet
- P - 9-Thermal Management in Mobile Devices Challenges and SolutionsDocument4 pagesP - 9-Thermal Management in Mobile Devices Challenges and SolutionsBhushan ChawareNo ratings yet
- P - 8-Thermal Anlysis of BodyDocument15 pagesP - 8-Thermal Anlysis of BodyBhushan ChawareNo ratings yet
- P - 7-Thermal Analysis of Lithium Ion Battery-Equipped SmartphoneDocument8 pagesP - 7-Thermal Analysis of Lithium Ion Battery-Equipped SmartphoneBhushan ChawareNo ratings yet
- P - 6-Thermal Analysis and Management of Lithium-Titanate BatteriesDocument8 pagesP - 6-Thermal Analysis and Management of Lithium-Titanate BatteriesBhushan ChawareNo ratings yet
- Data SheetDocument7 pagesData SheetAstronSatNo ratings yet
- Solutions Manual: Steady Heat ConductionDocument170 pagesSolutions Manual: Steady Heat ConductionAndressa Nayara Gomes De CarvalhoNo ratings yet
- Objective Testing: Clothing ComfortDocument68 pagesObjective Testing: Clothing ComfortJUAN SEBASTIAN BUSTOS GARNICANo ratings yet
- IHW20N120R2: Reverse Conducting IGBT With Monolithic Body DiodeDocument12 pagesIHW20N120R2: Reverse Conducting IGBT With Monolithic Body Diodees9857No ratings yet
- Thermal Management Considerations For Superflux Leds: Application Brief Ab204Document0 pagesThermal Management Considerations For Superflux Leds: Application Brief Ab204Budi SulaimanNo ratings yet
- A House Built On A Riverside...Document8 pagesA House Built On A Riverside...ErsanİmamoğullarıNo ratings yet
- Thermal Comfort of Textile MaterialsDocument9 pagesThermal Comfort of Textile MaterialsSwas SwastiNo ratings yet
- Soran University Faculty of Engineering Chemical Engineering Department Fundamental of Heat TransferDocument12 pagesSoran University Faculty of Engineering Chemical Engineering Department Fundamental of Heat TransferAeman GalalyNo ratings yet
- Data Sheet: TDA8357JDocument20 pagesData Sheet: TDA8357Jvnayak vikkyNo ratings yet
- Charecteristics of Electric Cables and Fault LocalizationDocument55 pagesCharecteristics of Electric Cables and Fault LocalizationShashidhar Kasthala100% (2)
- 1-4 Cell Li+ Battery Smbus Charge Controller For Supporting Turbo Boost Mode With N-Channel Power Mosfet SelectorDocument43 pages1-4 Cell Li+ Battery Smbus Charge Controller For Supporting Turbo Boost Mode With N-Channel Power Mosfet SelectorIgorNo ratings yet
- DIP Type Diodes: Zener Diodes 1N4728A 1N4758ADocument3 pagesDIP Type Diodes: Zener Diodes 1N4728A 1N4758Acamilo portelaNo ratings yet
- 2N06 - Infineon-IPP - B80N06S2L - H5-DS-v01 - 00-EnDocument8 pages2N06 - Infineon-IPP - B80N06S2L - H5-DS-v01 - 00-EnMarcioMartinhoFerreiraNo ratings yet
- Optical Sensor For Heart Rate Monitor IC: DatasheetDocument31 pagesOptical Sensor For Heart Rate Monitor IC: Datasheetmaria jose rodriguez lopezNo ratings yet
- 7 Aldion JanishajDocument15 pages7 Aldion Janishajaldion7No ratings yet
- Lecture 5: Heat Transfer in Food ProcessingDocument34 pagesLecture 5: Heat Transfer in Food ProcessingTaytoNo ratings yet
- Infineon Thermal Equivalent Circuit Models ApplicationNotes v01 01 enDocument13 pagesInfineon Thermal Equivalent Circuit Models ApplicationNotes v01 01 enjbranthooverNo ratings yet
- Application Note 1087: Thermal Data For Avago OptocouplersDocument13 pagesApplication Note 1087: Thermal Data For Avago Optocouplerssteviej85No ratings yet
- Modelling The Thermal Behaviour of A Building Facade Using Deep LearningDocument20 pagesModelling The Thermal Behaviour of A Building Facade Using Deep LearningThao NguyenNo ratings yet
- How To Select A Heat Sink - Electronics CoolingDocument16 pagesHow To Select A Heat Sink - Electronics CoolingKamran KhanNo ratings yet
- NPN General Purpose Amplifier: Absolute Maximum RatingsDocument7 pagesNPN General Purpose Amplifier: Absolute Maximum Ratingscarlos16702014No ratings yet
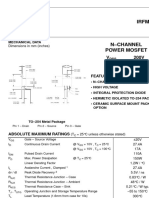
- IRFM MOSFET Mechanical and Electrical DataDocument2 pagesIRFM MOSFET Mechanical and Electrical DataWilson Yecit OrtizNo ratings yet
- LM2931 Series Low Dropout Regulators: General DescriptionDocument18 pagesLM2931 Series Low Dropout Regulators: General DescriptionRichard MachadoNo ratings yet
- Power Methodology Guide: UG786 (v13.1) March 1, 2011Document54 pagesPower Methodology Guide: UG786 (v13.1) March 1, 2011Sorabh DungNo ratings yet
- SMD 357Document6 pagesSMD 357Marcoantonio AntonioNo ratings yet
- LM675Document9 pagesLM675knightmknightNo ratings yet
- Lectures On Heat TransferDocument87 pagesLectures On Heat TransferRajneesh VachaspatiNo ratings yet
- MOSFET Application Handbook PDFDocument317 pagesMOSFET Application Handbook PDFcong huong100% (2)
- LM135-LM235-LM335: Precision Temperature SensorsDocument16 pagesLM135-LM235-LM335: Precision Temperature SensorsOSCAR IVAN POSADA GONZALEZNo ratings yet
- Refrigeración en Altos HornosDocument217 pagesRefrigeración en Altos HornosSebastian VelasquezNo ratings yet