You might also like
- 2 - Thermal Analysis of Electric Machines (1788)Document70 pages2 - Thermal Analysis of Electric Machines (1788)Naveed IqbalNo ratings yet
- Thermal Management of Electronics Using Ansys Icepak PDFDocument31 pagesThermal Management of Electronics Using Ansys Icepak PDFRajeev RajsNo ratings yet
- ESPEC Produktübersicht en 2017 KomprimiertDocument19 pagesESPEC Produktübersicht en 2017 KomprimiertPulkitNo ratings yet
- Environmental Test ChamberDocument4 pagesEnvironmental Test ChamberEnvisys TechnologiesNo ratings yet
- EASD 92-02R - Fuji ElectricDocument12 pagesEASD 92-02R - Fuji ElectricStevenNo ratings yet
- CFX-Intro 14.5 WS01 Mixing-TeeDocument48 pagesCFX-Intro 14.5 WS01 Mixing-TeeShaheen S. RatnaniNo ratings yet
- Flow Visualization Optical TechniquesDocument21 pagesFlow Visualization Optical TechniquesmgskumarNo ratings yet
- Hfss 2way Thermal DimensionsDocument34 pagesHfss 2way Thermal DimensionscutefrenzyNo ratings yet
- CFX Intro 16.0 App-A ScriptingDocument53 pagesCFX Intro 16.0 App-A ScriptingJorge Luis Ramos Cuipa100% (2)
- DM Intro 13.0 L 05 3D OperationsDocument71 pagesDM Intro 13.0 L 05 3D OperationsUgur PalandokenNo ratings yet
- Sofialidis HPC Ansys Fluent 01Document18 pagesSofialidis HPC Ansys Fluent 01fffNo ratings yet
- 13 - Ansys Maxwell 3D vs. FEMAG 2D.LaubeDocument18 pages13 - Ansys Maxwell 3D vs. FEMAG 2D.LaubeRamnik SinghNo ratings yet
- Assessment of NiPdAu-Pd and NiPdAu-Ag Preplated Le PDFDocument20 pagesAssessment of NiPdAu-Pd and NiPdAu-Ag Preplated Le PDFJames BelciñaNo ratings yet
- DM OrganDocument3 pagesDM Organหนูแป๊ะ น่ารักมากNo ratings yet
- CompPhysScript 2017 PDFDocument152 pagesCompPhysScript 2017 PDFAshuNo ratings yet
- Arsalis (PHD) HT-PEMFC-based Micro-CHP System 2012Document153 pagesArsalis (PHD) HT-PEMFC-based Micro-CHP System 2012MSmith100% (1)
- Mech-HT 13.0 Appendix-A AdvancedDocument25 pagesMech-HT 13.0 Appendix-A AdvancedVISHNU MECHNo ratings yet
- Cyclic Corrosion Tests Under Modern Environmental Conditions For The Automotive - Steel - and Aluminum IndustriesDocument27 pagesCyclic Corrosion Tests Under Modern Environmental Conditions For The Automotive - Steel - and Aluminum IndustriesVlad ChalapcoNo ratings yet
- Aerospace Engineering School Models Compressor Combustor FlowDocument35 pagesAerospace Engineering School Models Compressor Combustor FlowBhaskar NandiNo ratings yet
- Modeling and Simulation of Dynamic SystemsDocument1 pageModeling and Simulation of Dynamic SystemsGyan Pratap SinghNo ratings yet
- EM 01 Haedrich Electromechanical Update Ansys Acum Wien 20150429 1Document61 pagesEM 01 Haedrich Electromechanical Update Ansys Acum Wien 20150429 1mohamedezeldinNo ratings yet
- Integrated Vehicle Thermal Management - Combining Fluid Loops in Electric Drive VehiclesDocument32 pagesIntegrated Vehicle Thermal Management - Combining Fluid Loops in Electric Drive VehiclesAiman NasirNo ratings yet
- 3rd-Place-2020 Middleeasttechnicaluniversity Design ReportDocument100 pages3rd-Place-2020 Middleeasttechnicaluniversity Design ReportMani Rathinam RajamaniNo ratings yet
- PEM Fuel Cell ModelingDocument10 pagesPEM Fuel Cell Modelingboite1communeNo ratings yet
- Ansys Flu - BatDocument30 pagesAnsys Flu - BatNikola BoskovicNo ratings yet
- X International Symposium on Industrial Electronics INDEL 2014, Banja Luka, November 06-08, 2014Document5 pagesX International Symposium on Industrial Electronics INDEL 2014, Banja Luka, November 06-08, 2014BooNo ratings yet
- Electro-Thermal Analysis of A Planar Transformer Using Bi-Drectional Maxwell-Icepak Coupling - Presentation PDFDocument35 pagesElectro-Thermal Analysis of A Planar Transformer Using Bi-Drectional Maxwell-Icepak Coupling - Presentation PDFAniketKulkarniNo ratings yet
- Basic Aspects of DiscretizationDocument56 pagesBasic Aspects of DiscretizationSuta VijayaNo ratings yet
- ANSYS Solutions To Lead Free Package Design ChallengesDocument42 pagesANSYS Solutions To Lead Free Package Design ChallengesMohammad Ahmad GharaibehNo ratings yet
- Modeling and FE Analysis OverallDocument54 pagesModeling and FE Analysis OverallBunny Goud PerumandlaNo ratings yet
- ANSYS IGBT Inverter Multiphysics SolutionDocument56 pagesANSYS IGBT Inverter Multiphysics Solution黃宋儒100% (1)
- Fluid Flow Measurements by Means of Vibration MonitoringDocument12 pagesFluid Flow Measurements by Means of Vibration MonitoringthiagofbbentoNo ratings yet
- Solver Setting in AnsysDocument44 pagesSolver Setting in AnsysApurvNo ratings yet
- 5 Unsteady Flows 2005Document117 pages5 Unsteady Flows 2005Rahul AroraNo ratings yet
- CFX Multiphase 14.5 WS01 Rectangular Bubble ColumnDocument37 pagesCFX Multiphase 14.5 WS01 Rectangular Bubble Columnnga911No ratings yet
- Ansys Capabilities Chart 2021 r1Document57 pagesAnsys Capabilities Chart 2021 r1presto prestoNo ratings yet
- Ansys Electronics 18Document3 pagesAnsys Electronics 18William MontalvoNo ratings yet
- MaterialDocument22 pagesMaterialnagarajNo ratings yet
- ANSYS TurboMachineryDocument23 pagesANSYS TurboMachineryFilip Stojkovski100% (1)
- 04 TurbulenceDocument37 pages04 TurbulenceYaroslavBerezhkoNo ratings yet
- C.R. Siqueira - 3d Transient Simulation of An Intake Manifold CFD - SAE 2006-01-2633Document7 pagesC.R. Siqueira - 3d Transient Simulation of An Intake Manifold CFD - SAE 2006-01-2633Thomas MouraNo ratings yet
- CFX-FSI 14.5 Lect-05 Two Way Solving PostDocument42 pagesCFX-FSI 14.5 Lect-05 Two Way Solving PostShaheen S. RatnaniNo ratings yet
- Support Material Physics-XIDocument47 pagesSupport Material Physics-XIPrateekBansalNo ratings yet
- CFD Analysis of An IC Engine With and Without GrooveDocument12 pagesCFD Analysis of An IC Engine With and Without GrooveIJRASETPublicationsNo ratings yet
- Thermal Modelling of Electric MachinesDocument56 pagesThermal Modelling of Electric MachinesRoly Cabrera100% (1)
- High Ductility Aluminum Alloy Made From Powder by Friction ExtrusionDocument6 pagesHigh Ductility Aluminum Alloy Made From Powder by Friction ExtrusionRaistlin1No ratings yet
- Compact Thermal ModelingDocument6 pagesCompact Thermal ModelingteomondoNo ratings yet
- Thermal Design and Analysis Guide for ElectronicsDocument8 pagesThermal Design and Analysis Guide for ElectronicsKarthikonsplashNo ratings yet
- Snoaa 14 ADocument12 pagesSnoaa 14 Adavid reyesNo ratings yet
- SC18 Chapter 5 1Document24 pagesSC18 Chapter 5 1Igor PNo ratings yet
- An061 enDocument13 pagesAn061 enrajkumar.kNo ratings yet
- Memory Thermal Management 101:) Is The Term Used To Describe The Temperature of The Die Inside ADocument11 pagesMemory Thermal Management 101:) Is The Term Used To Describe The Temperature of The Die Inside Aketab_doostNo ratings yet
- A Lumped Electro-Thermal Model For A Battery Module With A Novel Hybrid Cooling SystemDocument13 pagesA Lumped Electro-Thermal Model For A Battery Module With A Novel Hybrid Cooling SystemChek YangNo ratings yet
- A Quick PCB Thermal Calculation For Power Electronic Devices With Exposed Pad Packages PDFDocument14 pagesA Quick PCB Thermal Calculation For Power Electronic Devices With Exposed Pad Packages PDFwnaciNo ratings yet
- Power and Temperature-Aware Clock Frequency and Thread Assignment in Multi-Layer MpsocDocument43 pagesPower and Temperature-Aware Clock Frequency and Thread Assignment in Multi-Layer MpsocKiran KumarNo ratings yet
- Thermal Interface Materials For Power Electronics ApplicationsDocument10 pagesThermal Interface Materials For Power Electronics ApplicationstariniNo ratings yet
- Thermal Design and Analysis of Electronic Enclosure of Ground RadarDocument6 pagesThermal Design and Analysis of Electronic Enclosure of Ground Radarnitin chauhanNo ratings yet
- (Kill: A Novel Approach For The Thermal Characterization of ElectronicDocument9 pages(Kill: A Novel Approach For The Thermal Characterization of ElectronicMahmudi P2 Fisika LIPINo ratings yet
- Eytu Lecture4Document57 pagesEytu Lecture4David MurilloNo ratings yet
- Exercise 1 Derivation and Exact Solution of Heat Conduction EquationDocument2 pagesExercise 1 Derivation and Exact Solution of Heat Conduction Equationprashant_salima6377No ratings yet
- Intro CFDDocument104 pagesIntro CFDprashant_salima6377No ratings yet
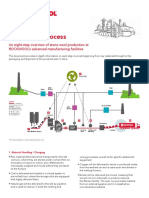
- Rockwool Stone Wool Manufacturing Production Process Fact SheetDocument2 pagesRockwool Stone Wool Manufacturing Production Process Fact Sheetprashant_salima6377No ratings yet
- Time-Dependent Boundary Conditions For Hyperbolic Systems, IIDocument23 pagesTime-Dependent Boundary Conditions For Hyperbolic Systems, IIprashant_salima6377No ratings yet
- Updated Hydrogen Combustion Kinetic Model Validated Against Diverse ExperimentsDocument10 pagesUpdated Hydrogen Combustion Kinetic Model Validated Against Diverse Experimentsprashant_salima6377No ratings yet
- Thermodynamic Modeling and Analysis of Biomass Gasification For Hydrogen Production in Supercritical WaterDocument12 pagesThermodynamic Modeling and Analysis of Biomass Gasification For Hydrogen Production in Supercritical Waterprashant_salima6377No ratings yet
- Stanciu PDFDocument18 pagesStanciu PDFprashant_salima6377No ratings yet
- Chapter HFHDocument272 pagesChapter HFHمحمد باديNo ratings yet
- An Introduction To Numerical Partial Differential Equations: HUN AO ENGDocument80 pagesAn Introduction To Numerical Partial Differential Equations: HUN AO ENGprashant_salima6377No ratings yet
- Kalkulasi TeknisDocument7 pagesKalkulasi TeknisArsyil Dwinda PutraNo ratings yet
- Fluid Flow, Mixing, and Bioreactor DesignDocument51 pagesFluid Flow, Mixing, and Bioreactor DesignAnimaNo ratings yet
- Introduction To Wind Forces and Wind Effects On Buildings and StructuresDocument16 pagesIntroduction To Wind Forces and Wind Effects On Buildings and StructuresallenNo ratings yet
- Flow Losses in Flexible Hose.Document186 pagesFlow Losses in Flexible Hose.Anonymous K3FaYFlNo ratings yet
- 1977 - DWIVEDI - Industrial e Engeneering Chemistry Process Design and Development - Particle Fluid Mass TransferDocument9 pages1977 - DWIVEDI - Industrial e Engeneering Chemistry Process Design and Development - Particle Fluid Mass TransferIvea CorreiaNo ratings yet
- User Manual: MAXSURF ResistanceDocument73 pagesUser Manual: MAXSURF ResistanceSebastián PaipaNo ratings yet
- Hydraulics Basics: Medium Head Safety Injection Pump For Acp1000 ReactorDocument56 pagesHydraulics Basics: Medium Head Safety Injection Pump For Acp1000 ReactorJorge Athié Huitrón MorenoNo ratings yet
- Vortex Shedding of Cylinder to Determine Critical Induced Vibration (38Document36 pagesVortex Shedding of Cylinder to Determine Critical Induced Vibration (38krupa xeroxNo ratings yet
- Applied Hydraulics LecturesDocument75 pagesApplied Hydraulics Lecturestubeline100% (1)
- Reynolds NumberDocument12 pagesReynolds NumberChris Thel MayNo ratings yet
- CFD Manifold FlowDocument17 pagesCFD Manifold FlowMohamed SaeedNo ratings yet
- New 3D Panel MethodDocument10 pagesNew 3D Panel MethodProbando12341No ratings yet
- MEASURING LIFT AND DRAG OF A WINGDocument9 pagesMEASURING LIFT AND DRAG OF A WINGRaphael EfstathiouNo ratings yet
- Sphere Drag and Settling Velocity Revisited PDFDocument10 pagesSphere Drag and Settling Velocity Revisited PDFalexramquiNo ratings yet
- Solved Problem 04Document8 pagesSolved Problem 04Abdullah SimpsonNo ratings yet
- Numerical Simulation of Fluid Flow Inside The ValveDocument8 pagesNumerical Simulation of Fluid Flow Inside The ValveDuzzysNo ratings yet
- Experiment No.: 03 Name of The Experiment: Determination of Fluid Flow Condition by Osborne Reynold's Apparatus. ObjectiveDocument6 pagesExperiment No.: 03 Name of The Experiment: Determination of Fluid Flow Condition by Osborne Reynold's Apparatus. ObjectiveMd Afif AbrarNo ratings yet
- Chapter Two: Literature ReviewDocument7 pagesChapter Two: Literature ReviewDiyar NezarNo ratings yet
- TP 400levelDocument14 pagesTP 400levelEmmanuelNo ratings yet
- Heat Transfer EquationsDocument163 pagesHeat Transfer Equationsdragon forceNo ratings yet
- Flammable Gas Mixing and Detection in HVAC Ducts - Industrial Fire Journal - Fire & Rescue - Hemming Group LTDDocument3 pagesFlammable Gas Mixing and Detection in HVAC Ducts - Industrial Fire Journal - Fire & Rescue - Hemming Group LTDAnonymous 1AAjd0No ratings yet
- Pipe Flow Expert User GuideDocument182 pagesPipe Flow Expert User Guidelilbie100% (1)
- MECHANICAL (AUTOMOBILE) ENGINEERING - 2019-Scheme-S3-Syllabus - Ktustudents - inDocument44 pagesMECHANICAL (AUTOMOBILE) ENGINEERING - 2019-Scheme-S3-Syllabus - Ktustudents - injishnu unniNo ratings yet
- Two Phase Flow and Heat TransferDocument15 pagesTwo Phase Flow and Heat TransferRaghu Rambug100% (1)
- Iso 23309Document26 pagesIso 23309Fabio StuiNo ratings yet
- A Review of Hydrostatic Bearing System: Researches and ApplicationsDocument27 pagesA Review of Hydrostatic Bearing System: Researches and ApplicationsAhmed KhairyNo ratings yet
- Multiphase Flow Prof. Gargi Das Department of Chemical Engineering Indian Institute of Technology, Kharagpur Module No. # 01 Lecture No. # 01Document33 pagesMultiphase Flow Prof. Gargi Das Department of Chemical Engineering Indian Institute of Technology, Kharagpur Module No. # 01 Lecture No. # 01kanuni41No ratings yet
- Bardina 1997 (Turbulence Modeling Validation and Development)Document100 pagesBardina 1997 (Turbulence Modeling Validation and Development)Ademar BenderNo ratings yet
- Review On Single-Phase Fluid Flow Distribution in ManifoldDocument6 pagesReview On Single-Phase Fluid Flow Distribution in Manifoldbkkbrazil100% (1)
- Dimensionless NumberDocument14 pagesDimensionless NumberSarang KumarNo ratings yet