You might also like
- Homewrok For ManufacturingDocument4 pagesHomewrok For Manufacturingseham hejaziNo ratings yet
- Homewrok For ManufacturingDocument4 pagesHomewrok For Manufacturingseham hejaziNo ratings yet
- Lab 1 Fareez (Turning Machine)Document24 pagesLab 1 Fareez (Turning Machine)s231311024No ratings yet
- 1 DR Abobaker ProductionDocument20 pages1 DR Abobaker ProductionKhaled AhmedNo ratings yet
- Lathe Operations: Submitted byDocument10 pagesLathe Operations: Submitted byUsama MughalNo ratings yet
- 4.O - Turning Chapter 4Document5 pages4.O - Turning Chapter 4John PeterNo ratings yet
- WorkshopDocument9 pagesWorkshopSupun AnjanaNo ratings yet
- EN21472848 - Lathe MachineDocument22 pagesEN21472848 - Lathe Machinedissanayakerahul14No ratings yet
- Module-2 Machining Process: Lesson ContentsDocument20 pagesModule-2 Machining Process: Lesson ContentsYashas KattemaneNo ratings yet
- Workshop ManualDocument37 pagesWorkshop ManualSai Swaroop Mandal0% (1)
- Mt-Lab Iit PDFDocument29 pagesMt-Lab Iit PDFgsuresh40No ratings yet
- Machine MaintenanceDocument39 pagesMachine MaintenanceTariku HabteselassieNo ratings yet
- 1.0 Introduction of CNC Turning MachineDocument9 pages1.0 Introduction of CNC Turning Machineeizhar50% (4)
- Lecture 11 PDFDocument10 pagesLecture 11 PDFAli M. ElghawailNo ratings yet
- MP CEP ReportDocument7 pagesMP CEP ReportAbdul WasiaNo ratings yet
- Department of Mechanical Engineering: SJB Institute of TechnologyDocument54 pagesDepartment of Mechanical Engineering: SJB Institute of TechnologyChidu KNo ratings yet
- Internship Report EditedDocument28 pagesInternship Report EditedRohanRayNo ratings yet
- Machine Tool Design Lab ManualDocument40 pagesMachine Tool Design Lab ManualRohitGupta100% (2)
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- Machine Tool Design Lab ManualDocument40 pagesMachine Tool Design Lab ManualRohitGupta100% (1)
- Machining Workshop Report 2Document17 pagesMachining Workshop Report 2Harith DanialNo ratings yet
- Mechanical Engineering Module 2Document28 pagesMechanical Engineering Module 2gubavinNo ratings yet
- Electro Mechanical Broaching MachineDocument16 pagesElectro Mechanical Broaching MachineStefanNo ratings yet
- Machining Operations and Machining ToolsDocument93 pagesMachining Operations and Machining Toolsatta ur rehmanNo ratings yet
- Cutting Tool (Milling Machine) PerformanceDocument12 pagesCutting Tool (Milling Machine) PerformanceLashawn de MelNo ratings yet
- CH 21Document11 pagesCH 21onlydlonly100% (9)
- Lec 1Document27 pagesLec 1Romany AdelNo ratings yet
- Unit 5Document8 pagesUnit 5Narendra YadavNo ratings yet
- CNC MillingDocument8 pagesCNC MillingNashon MutuaNo ratings yet
- New Microsoft Office Word DocumentDocument10 pagesNew Microsoft Office Word DocumentKamaljeetNo ratings yet
- Multiple Angle Pipe Bending MachineDocument99 pagesMultiple Angle Pipe Bending MachineselvarajNo ratings yet
- Manufacturing Chapter 2Document66 pagesManufacturing Chapter 2Jibril JundiNo ratings yet
- Laboratory Manual: Manufacturing Processes - 1Document24 pagesLaboratory Manual: Manufacturing Processes - 1Asheesh KumarNo ratings yet
- Precision Machine Tools QuizDocument3 pagesPrecision Machine Tools QuizkaluNo ratings yet
- Introduction To Machine and Machine ToolDocument18 pagesIntroduction To Machine and Machine ToolSachin ChaturvediNo ratings yet
- Module 2 - MC TOOLS, CNC & 3D PRINTINGDocument27 pagesModule 2 - MC TOOLS, CNC & 3D PRINTINGSHARATH RNo ratings yet
- DMP Study GuideDocument10 pagesDMP Study GuideAustin ParkerNo ratings yet
- Introduction PresentationDocument17 pagesIntroduction PresentationKimberley YorkNo ratings yet
- Lab IFDDocument10 pagesLab IFDHashir JAVEDNo ratings yet
- CNC ManufacturingDocument9 pagesCNC ManufacturingJohn Philip Nadal IIINo ratings yet
- MCQ On CNC MachineDocument3 pagesMCQ On CNC Machinecbeprabhugmail100% (1)
- MFT2 Lab 2Document48 pagesMFT2 Lab 2dellibabu509No ratings yet
- MP I SubmissinDocument7 pagesMP I SubmissinAbhijeet PramanikNo ratings yet
- Report For Milling Project: Mechanical Technology Laboratory 2 SEMESTER 2 2012/2013Document14 pagesReport For Milling Project: Mechanical Technology Laboratory 2 SEMESTER 2 2012/2013Seiichi HaruhiNo ratings yet
- CNC 5 AxisDocument3 pagesCNC 5 AxisJonathan CharanrajNo ratings yet
- Grace Merryline - MidDocument10 pagesGrace Merryline - MidGrace BornengNo ratings yet
- 2Document77 pages2Pothuri SuneeldathNo ratings yet
- CNC MilingDocument10 pagesCNC MilingAbdul HameedNo ratings yet
- Lab ManualDocument33 pagesLab ManualME-107-20 Mohammad farooqueNo ratings yet
- Lesson Two of Chapter ThreeDocument74 pagesLesson Two of Chapter ThreeIsrael AtomsaNo ratings yet
- Executive SummaryDocument11 pagesExecutive SummaryNitish Kumar SinghNo ratings yet
- Nano Rai FiltersDocument51 pagesNano Rai FiltersMayilai AshokNo ratings yet
- Material Removal - Processes - Theory - of Metal MachiningDocument25 pagesMaterial Removal - Processes - Theory - of Metal Machiningkurniashk13No ratings yet
- Workshop Report 2Document6 pagesWorkshop Report 2Muhd Ariff100% (1)
- 360 Degree Flexible Drillingmachine: A Project Report OnDocument30 pages360 Degree Flexible Drillingmachine: A Project Report Onkumarpiyush9675No ratings yet
- Lab Report Lathe (Sem 2)Document9 pagesLab Report Lathe (Sem 2)venosyah devanNo ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Qasr Al Wattan Final ResearchDocument19 pagesQasr Al Wattan Final Researchseham hejaziNo ratings yet
- WLDC202-Chapter 6-The Second Industrial RevolutionDocument10 pagesWLDC202-Chapter 6-The Second Industrial Revolutionseham hejaziNo ratings yet
- Project LeftDocument6 pagesProject Leftseham hejaziNo ratings yet
- My PoemDocument1 pageMy Poemseham hejaziNo ratings yet
- S&I MT8591 Model 24.12.21Document1 pageS&I MT8591 Model 24.12.21Senthil Kumar PNo ratings yet
- VZ 58 Shell DeflectorDocument15 pagesVZ 58 Shell DeflectoromikamiNo ratings yet
- Montageanleitung ZST enDocument16 pagesMontageanleitung ZST enJonathan RojasNo ratings yet
- Karcher WD 3.330 Wet N Dry Vac ManualDocument5 pagesKarcher WD 3.330 Wet N Dry Vac Manualstinger30au0% (1)
- Ariston Spare Part CatalougeDocument19 pagesAriston Spare Part CatalougeNuboogh ErbilNo ratings yet
- SDC 04-Comp-15-009 Item 1 - 2-3Document2 pagesSDC 04-Comp-15-009 Item 1 - 2-3Dave VegasNo ratings yet
- H-Type CBCDocument67 pagesH-Type CBCManohara BabuNo ratings yet
- .22 Winchester Magnum Rimfire - Wikipedia PDFDocument6 pages.22 Winchester Magnum Rimfire - Wikipedia PDFAce ActionNo ratings yet
- E55L60.pdf Relief ValveDocument2 pagesE55L60.pdf Relief ValveYasser ShehataNo ratings yet
- Price ListDocument12 pagesPrice ListAgung Pramu AjiNo ratings yet
- SIP 2011 CatalogueDocument44 pagesSIP 2011 CatalogueDave StewartNo ratings yet
- Re PowersDocument54 pagesRe PowersJohn Garnet67% (3)
- 24 5DDDDDocument2 pages24 5DDDDsubham jaiswalNo ratings yet
- Oily Water Separator Inventory APRIL 2015Document4 pagesOily Water Separator Inventory APRIL 2015Claudio SantellanesNo ratings yet
- Latihan Mengetik 10 JariDocument7 pagesLatihan Mengetik 10 JarimuisNo ratings yet
- D48L SDC-888X SIZE 250X72mmDocument16 pagesD48L SDC-888X SIZE 250X72mms3b71No ratings yet
- Engine Lathe: Operation Instruction & Parts ListDocument55 pagesEngine Lathe: Operation Instruction & Parts ListDIEGO HERNANDEZ LUNANo ratings yet
- Autom. Transission 722.6 Torque Converter Lockup Clutch, BR 211Document4 pagesAutom. Transission 722.6 Torque Converter Lockup Clutch, BR 211Mario KirilovNo ratings yet
- Stihl To Walbro CrossDocument7 pagesStihl To Walbro CrossmaterialhazardNo ratings yet
- Camp ApplianceDocument1 pageCamp ApplianceflyzalNo ratings yet
- Australian Wood Review 097 (December 2017) - Pages-26-30,32-34Document8 pagesAustralian Wood Review 097 (December 2017) - Pages-26-30,32-34JuanRodriguez100% (1)
- Chapter Two Power Screw Theory and CalculationsDocument5 pagesChapter Two Power Screw Theory and Calculationsgeorge chirumeNo ratings yet
- Transaxle & Transmission: SectionDocument557 pagesTransaxle & Transmission: SectionJuan Miguel Ossa OspinaNo ratings yet
- Deep Cleaning House ChecklistDocument2 pagesDeep Cleaning House ChecklistAlexNo ratings yet
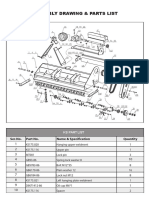
- Assembly Drawing & Parts List: Ser - No. Part No. Name & Specification QuantityDocument3 pagesAssembly Drawing & Parts List: Ser - No. Part No. Name & Specification QuantityOskars RozefeldsNo ratings yet
- How To Use Clean Mama RoutineDocument1 pageHow To Use Clean Mama RoutineArianna NNo ratings yet
- MICROWAVEDocument1 pageMICROWAVEabhishek mittalNo ratings yet
- Man Rider - Fa150 Kgi PartsDocument24 pagesMan Rider - Fa150 Kgi PartsLIVIANo ratings yet
- AC Tutor1Document4 pagesAC Tutor1Jady chess24No ratings yet
- Use Hand ToolsDocument52 pagesUse Hand ToolsChester Allan F. BautistaNo ratings yet