You might also like
- Innovation Outlook: Renewable MethanolFrom EverandInnovation Outlook: Renewable MethanolNo ratings yet
- A. AlNouss Et Al.Document15 pagesA. AlNouss Et Al.Bilal KazmiNo ratings yet
- Handbook of Composites from Renewable Materials, Design and ManufacturingFrom EverandHandbook of Composites from Renewable Materials, Design and ManufacturingNo ratings yet
- 1 s2.0 S0956053X23004567 MainDocument9 pages1 s2.0 S0956053X23004567 MainAbdullah SafiNo ratings yet
- 1 s2.0 S0960852410001458 MainDocument9 pages1 s2.0 S0960852410001458 MainMuhammad Farizan PraeviaNo ratings yet
- GJESM Volume 7 Issue 4 Pages 625-642Document18 pagesGJESM Volume 7 Issue 4 Pages 625-642GJESMNo ratings yet
- Bong 2017Document16 pagesBong 2017calvinsatriaNo ratings yet
- 1 s2.0 S2352484723008090 MainDocument15 pages1 s2.0 S2352484723008090 MainMadushi LakshikaNo ratings yet
- Investigation On Bio-Oil Yield and Quality With Scrap Tire Addition in Sugarcane Bagasse Pyrolysis.Document8 pagesInvestigation On Bio-Oil Yield and Quality With Scrap Tire Addition in Sugarcane Bagasse Pyrolysis.AbdisalamNo ratings yet
- 1 s2.0 S0959652622004875 MainDocument11 pages1 s2.0 S0959652622004875 Mainmy.local.address.infoNo ratings yet
- 10.1007@s11356 020 10312 2Document7 pages10.1007@s11356 020 10312 2Ghea Raven MadioNo ratings yet
- 1 s2.0 S0959652620319569 MainDocument13 pages1 s2.0 S0959652620319569 MainLking LokeshNo ratings yet
- Energy Production From Steam Gasification Processes and Parameters That Contemplate in Biomass Gasifier - A ReviewDocument11 pagesEnergy Production From Steam Gasification Processes and Parameters That Contemplate in Biomass Gasifier - A ReviewAyush dave100% (1)
- Alternative Energy SourcesDocument1 pageAlternative Energy SourcesAaron Eipe JohnNo ratings yet
- Development and Performance Analysis of Top Lit Updraft - Natural Draft Gasifier Stoves With Various Feed StocksDocument16 pagesDevelopment and Performance Analysis of Top Lit Updraft - Natural Draft Gasifier Stoves With Various Feed StocksyascheNo ratings yet
- Thermochemical Behaviour of Empty Fruit Bunches and Oil Palm Shell Waste in A Circulating Fluidized-Bed Combustor (CFBC)Document9 pagesThermochemical Behaviour of Empty Fruit Bunches and Oil Palm Shell Waste in A Circulating Fluidized-Bed Combustor (CFBC)Anonymous 7BQxlt8cNo ratings yet
- Co-Gasification Between Coalsawdust and CoalDocument14 pagesCo-Gasification Between Coalsawdust and CoalNguyen HuongNo ratings yet
- Enhancing The Pyrolytic Gas Production Generated by Slow Pyrolysis Using A Fixed-Bed PyrolyzerDocument18 pagesEnhancing The Pyrolytic Gas Production Generated by Slow Pyrolysis Using A Fixed-Bed PyrolyzermikaelsalamancaNo ratings yet
- A Brief Review On Supercapacitor Energy Storage Devices and Utilization ofDocument17 pagesA Brief Review On Supercapacitor Energy Storage Devices and Utilization ofAmit kumarNo ratings yet
- Nkwo Project 2021 Chap 1Document4 pagesNkwo Project 2021 Chap 1Godwin NkwoNo ratings yet
- AJEAT Vol.2 No.2 July Dec 2013 pp.6 10Document5 pagesAJEAT Vol.2 No.2 July Dec 2013 pp.6 10sumitrochakrabortiNo ratings yet
- Characterization of Torrefied Biomass Pellets From Corncobs and Rice Husks For Solid Fuel ProductionDocument12 pagesCharacterization of Torrefied Biomass Pellets From Corncobs and Rice Husks For Solid Fuel ProductionLiska MutiaraNo ratings yet
- M. Singh Et AlDocument9 pagesM. Singh Et AlBilal KazmiNo ratings yet
- مقایسه گسیفیکیشن و هیدروترمال داره انگارDocument10 pagesمقایسه گسیفیکیشن و هیدروترمال داره انگارArash HedayatiNo ratings yet
- High Selective Separation Performance of CO2 From CH4 by - 2022 - Carbon CapturDocument11 pagesHigh Selective Separation Performance of CO2 From CH4 by - 2022 - Carbon CapturAnonymous UArnIExNo ratings yet
- Curto 2019-Renewable Based Biogas UpgradingDocument10 pagesCurto 2019-Renewable Based Biogas UpgradingyenNo ratings yet
- 1 s2.0 S0360544219307960 MainDocument11 pages1 s2.0 S0360544219307960 MainPtrr TrpperNo ratings yet
- Techno-Economic Evaluation of Integrating TorrefactionDocument13 pagesTechno-Economic Evaluation of Integrating TorrefactionNAPSNo ratings yet
- Carbonization Effect On EFB Briquettes PreparedDocument9 pagesCarbonization Effect On EFB Briquettes PreparedMadushi LakshikaNo ratings yet
- Energy For Sustainable Development: M. Syamsiro, H. Saptoadi, B.H. Tambunan, N.A. PambudiDocument4 pagesEnergy For Sustainable Development: M. Syamsiro, H. Saptoadi, B.H. Tambunan, N.A. Pambudijuan diazNo ratings yet
- Fani2018A Simplified Dynamic Thermokinetic-Based Model of WoodDocument11 pagesFani2018A Simplified Dynamic Thermokinetic-Based Model of WoodVashisht SewsaransingNo ratings yet
- Co-Pyrolysis of Sugarcane Bagasse and Polystyrene With Ex-Situ Catalytic Bed of Metal Oxides or HZSM-5 With Focus On Liquid YieldDocument9 pagesCo-Pyrolysis of Sugarcane Bagasse and Polystyrene With Ex-Situ Catalytic Bed of Metal Oxides or HZSM-5 With Focus On Liquid Yieldbambang_teknikkimiaNo ratings yet
- 1 s2.0 S0956053X24001582 MainDocument10 pages1 s2.0 S0956053X24001582 MainRoger David Melendez GuevaraNo ratings yet
- Prosiding Internasional IOP FSDocument9 pagesProsiding Internasional IOP FSfredyNo ratings yet
- Razu An 2011Document7 pagesRazu An 2011Oscar Daniel RuedaNo ratings yet
- Quah2020 1Document11 pagesQuah2020 1Lalo MerodioNo ratings yet
- Literature Review: 2. 1. Agricultural Residue As A Biomass Energy ResourceDocument29 pagesLiterature Review: 2. 1. Agricultural Residue As A Biomass Energy ResourceJolina BalcoNo ratings yet
- Fenrg 09 759678Document9 pagesFenrg 09 759678kamalakshiNo ratings yet
- Torrefaction of Waste Biomass For Application in Energy Production in South AfricaDocument12 pagesTorrefaction of Waste Biomass For Application in Energy Production in South AfricaGayatri VishwaNo ratings yet
- Jurnal Tim Boiler - EnglishDocument24 pagesJurnal Tim Boiler - EnglishBung HaFiedNo ratings yet
- Y.cao, y Bai and J. DuDocument10 pagesY.cao, y Bai and J. DuBilal KazmiNo ratings yet
- Renewable Energy: Kazuki Tainaka, Yong Fan, Nozomu Hashimoto, Hiroyuki NishidaDocument7 pagesRenewable Energy: Kazuki Tainaka, Yong Fan, Nozomu Hashimoto, Hiroyuki NishidaVIVIANE CAMPOSNo ratings yet
- Fuel Processing TechnologyDocument8 pagesFuel Processing TechnologysaiyanNo ratings yet
- Evaluation by Methanization of The Biogas Potential of The Corn Cob in The Prefecture of Kindia, GuineaDocument10 pagesEvaluation by Methanization of The Biogas Potential of The Corn Cob in The Prefecture of Kindia, GuineaIJAR JOURNALNo ratings yet
- Journal of Cleaner Production: M. Ozonoh, T.C. Aniokete, B.O. Oboirien, M.O. DaramolaDocument15 pagesJournal of Cleaner Production: M. Ozonoh, T.C. Aniokete, B.O. Oboirien, M.O. DaramolaMuhammad Farizan PraeviaNo ratings yet
- Biomass and Bioenergy: Deepak Kumar Singh, J.V. TirkeyDocument12 pagesBiomass and Bioenergy: Deepak Kumar Singh, J.V. Tirkeyazhar KhanNo ratings yet
- Co GasificationDocument7 pagesCo GasificationDaniela CumbalazaNo ratings yet
- Ajol File Journals - 90 - Articles - 244768 - Submission - Proof - 244768 1069 587632 1 10 20230329Document7 pagesAjol File Journals - 90 - Articles - 244768 - Submission - Proof - 244768 1069 587632 1 10 20230329OdhiamboOdhiamboNo ratings yet
- Renewable and Sustainable Energy ReviewsDocument22 pagesRenewable and Sustainable Energy ReviewsMaya CindiatiNo ratings yet
- JAYAKISHAN Bioresource Tech.Document5 pagesJAYAKISHAN Bioresource Tech.NagarajanNo ratings yet
- Life Cycle Assessment (LCA) in Pulp & Paper Mills: Comparison Between MFO With Biomass in Lime KilnDocument5 pagesLife Cycle Assessment (LCA) in Pulp & Paper Mills: Comparison Between MFO With Biomass in Lime KilnRafael FerolaNo ratings yet
- ScienceDocument1 pageScienceMohammed GardyNo ratings yet
- Gasification of Agricultural Residues inDocument7 pagesGasification of Agricultural Residues inJohn TauloNo ratings yet
- Wood PelletDocument9 pagesWood Pellettopollillo24No ratings yet
- Design and Development of Updraft Gasifier Using Solid Biomass (ACUAN)Document8 pagesDesign and Development of Updraft Gasifier Using Solid Biomass (ACUAN)Joe MambayaNo ratings yet
- 1 s2.0 S1001074223004187 MainDocument13 pages1 s2.0 S1001074223004187 MainNatalia Barsante SantosNo ratings yet
- Executive Summary Public Distribution Final 14-06-2012 Clean 2 Columns CONFIDENTIALDocument4 pagesExecutive Summary Public Distribution Final 14-06-2012 Clean 2 Columns CONFIDENTIALMarceloMoreiraNo ratings yet
- PyroDocument9 pagesPyroFA MonsterNo ratings yet
- s13399 020 01104 2Document15 pagess13399 020 01104 2lunarNo ratings yet
- Lubwama 2018Document13 pagesLubwama 2018Richard Solis ToledoNo ratings yet
- 1 s2.0 S1996681417301153 MainDocument11 pages1 s2.0 S1996681417301153 MainIntan Devi NataliasariNo ratings yet
- 1 s2.0 S1996681417300901 MainDocument13 pages1 s2.0 S1996681417300901 MainIntan Devi NataliasariNo ratings yet
- (Asce) 0733 947X (2004) 130:4Document9 pages(Asce) 0733 947X (2004) 130:4Intan Devi NataliasariNo ratings yet
- Daftar Sample Dan Diameter-1Document1 pageDaftar Sample Dan Diameter-1Intan Devi NataliasariNo ratings yet
- TruEarth Case SolutionDocument6 pagesTruEarth Case SolutionUtkristSrivastavaNo ratings yet
- Drug StudyDocument4 pagesDrug Studysnowyfingers100% (1)
- Field Study 1-Act 5.1Document5 pagesField Study 1-Act 5.1Mariya QuedzNo ratings yet
- Monthly Hse Report Nhai Org inDocument12 pagesMonthly Hse Report Nhai Org inPhilip S. GongarNo ratings yet
- The Zombie in The Brain and The Woman Who Died LaughingDocument40 pagesThe Zombie in The Brain and The Woman Who Died Laughingcory_ruda100% (1)
- Manuscript 1Document26 pagesManuscript 1Juan Paolo CapatiNo ratings yet
- The Daily Star On 19.05.2021Document12 pagesThe Daily Star On 19.05.2021nira miraNo ratings yet
- Wel-Come: Heat Treatment Process (TTT, CCT & CCR)Document14 pagesWel-Come: Heat Treatment Process (TTT, CCT & CCR)atulkumargaur26No ratings yet
- Imperial SpeechDocument2 pagesImperial SpeechROJE DANNELL GALVANNo ratings yet
- CSA11 CholelithiasisDocument3 pagesCSA11 CholelithiasisBerlon LacsonNo ratings yet
- TAXATIONDocument18 pagesTAXATIONNadine LumanogNo ratings yet
- EMI Course CatalogDocument645 pagesEMI Course CatalogFarouk OthmaniNo ratings yet
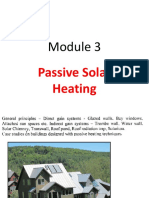
- Module 3 Passive Heating 8.3.18Document63 pagesModule 3 Passive Heating 8.3.18Aman KashyapNo ratings yet
- Reticular AbscessDocument4 pagesReticular AbscessSasikala KaliapanNo ratings yet
- Treeleaf Basic Zazen InstructionsDocument16 pagesTreeleaf Basic Zazen InstructionsFaisal sarhiNo ratings yet
- Material Safey Data Sheet: 1 Identification of SubstanceDocument6 pagesMaterial Safey Data Sheet: 1 Identification of SubstanceRaihan MajumderNo ratings yet
- 3 Day WorkoutDocument3 pages3 Day Workoutsonu091276No ratings yet
- Chapter 2 - Alkanes PDFDocument54 pagesChapter 2 - Alkanes PDFSITI NUR ALISSA BINTI AHMAD RASMANNo ratings yet
- Kristen Swanson's Theory of CaringDocument12 pagesKristen Swanson's Theory of CaringAlexandria David50% (2)
- Weather and ClimateDocument5 pagesWeather and ClimateprititjadhavnNo ratings yet
- Wound Dressing ChecklistDocument3 pagesWound Dressing ChecklistBUAHIN JANNA100% (1)
- Brooklyn Hops BreweryDocument24 pagesBrooklyn Hops BrewerynyairsunsetNo ratings yet
- Research Article Effects of PH On The Shape of Alginate Particles and Its Release BehaviorDocument10 pagesResearch Article Effects of PH On The Shape of Alginate Particles and Its Release BehaviorAmalia HanifaNo ratings yet
- CHDC8 Cargador de BateriasDocument1 pageCHDC8 Cargador de Bateriasleoscalor6356No ratings yet
- Amirtha ProjectDocument18 pagesAmirtha Projectaeriel judson100% (1)
- Refuse Chute PPT 01Document11 pagesRefuse Chute PPT 01sanika shindeNo ratings yet
- ENG 110-Task 4 (Unintended Messages)Document2 pagesENG 110-Task 4 (Unintended Messages)Erika Noreen Dela RosaNo ratings yet
- Multiscale Modeling of Bone Tissue MechanobiologyDocument12 pagesMultiscale Modeling of Bone Tissue MechanobiologyLina AvilaNo ratings yet
- Myasthenia Gravis DiseaseDocument14 pagesMyasthenia Gravis Diseaseapi-482100632No ratings yet
- Peritoneal Dialysis Unit Renal Department SGH PD WPI 097 Workplace InstructionDocument10 pagesPeritoneal Dialysis Unit Renal Department SGH PD WPI 097 Workplace InstructionAjeng SuparwiNo ratings yet
- 10% Human: How Your Body's Microbes Hold the Key to Health and HappinessFrom Everand10% Human: How Your Body's Microbes Hold the Key to Health and HappinessRating: 4 out of 5 stars4/5 (33)
- Why We Die: The New Science of Aging and the Quest for ImmortalityFrom EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityRating: 4.5 out of 5 stars4.5/5 (6)
- When the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisFrom EverandWhen the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisRating: 3.5 out of 5 stars3.5/5 (2)
- Tales from Both Sides of the Brain: A Life in NeuroscienceFrom EverandTales from Both Sides of the Brain: A Life in NeuroscienceRating: 3 out of 5 stars3/5 (18)
- The Rise and Fall of the Dinosaurs: A New History of a Lost WorldFrom EverandThe Rise and Fall of the Dinosaurs: A New History of a Lost WorldRating: 4 out of 5 stars4/5 (597)
- Buddha's Brain: The Practical Neuroscience of Happiness, Love & WisdomFrom EverandBuddha's Brain: The Practical Neuroscience of Happiness, Love & WisdomRating: 4 out of 5 stars4/5 (216)
- Return of the God Hypothesis: Three Scientific Discoveries That Reveal the Mind Behind the UniverseFrom EverandReturn of the God Hypothesis: Three Scientific Discoveries That Reveal the Mind Behind the UniverseRating: 4.5 out of 5 stars4.5/5 (52)
- A Brief History of Intelligence: Evolution, AI, and the Five Breakthroughs That Made Our BrainsFrom EverandA Brief History of Intelligence: Evolution, AI, and the Five Breakthroughs That Made Our BrainsRating: 4.5 out of 5 stars4.5/5 (6)
- The Molecule of More: How a Single Chemical in Your Brain Drives Love, Sex, and Creativity--and Will Determine the Fate of the Human RaceFrom EverandThe Molecule of More: How a Single Chemical in Your Brain Drives Love, Sex, and Creativity--and Will Determine the Fate of the Human RaceRating: 4.5 out of 5 stars4.5/5 (517)
- Gut: the new and revised Sunday Times bestsellerFrom EverandGut: the new and revised Sunday Times bestsellerRating: 4 out of 5 stars4/5 (393)
- Seven and a Half Lessons About the BrainFrom EverandSeven and a Half Lessons About the BrainRating: 4 out of 5 stars4/5 (111)
- Undeniable: How Biology Confirms Our Intuition That Life Is DesignedFrom EverandUndeniable: How Biology Confirms Our Intuition That Life Is DesignedRating: 4 out of 5 stars4/5 (11)
- All That Remains: A Renowned Forensic Scientist on Death, Mortality, and Solving CrimesFrom EverandAll That Remains: A Renowned Forensic Scientist on Death, Mortality, and Solving CrimesRating: 4.5 out of 5 stars4.5/5 (397)
- The Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionFrom EverandThe Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionRating: 4 out of 5 stars4/5 (812)
- Who's in Charge?: Free Will and the Science of the BrainFrom EverandWho's in Charge?: Free Will and the Science of the BrainRating: 4 out of 5 stars4/5 (65)
- Good Without God: What a Billion Nonreligious People Do BelieveFrom EverandGood Without God: What a Billion Nonreligious People Do BelieveRating: 4 out of 5 stars4/5 (66)
- Moral Tribes: Emotion, Reason, and the Gap Between Us and ThemFrom EverandMoral Tribes: Emotion, Reason, and the Gap Between Us and ThemRating: 4.5 out of 5 stars4.5/5 (116)
- Remnants of Ancient Life: The New Science of Old FossilsFrom EverandRemnants of Ancient Life: The New Science of Old FossilsRating: 3 out of 5 stars3/5 (3)
- The Lives of Bees: The Untold Story of the Honey Bee in the WildFrom EverandThe Lives of Bees: The Untold Story of the Honey Bee in the WildRating: 4.5 out of 5 stars4.5/5 (44)
- Darwin's Doubt: The Explosive Origin of Animal Life and the Case for Intelligent DesignFrom EverandDarwin's Doubt: The Explosive Origin of Animal Life and the Case for Intelligent DesignRating: 4 out of 5 stars4/5 (19)
- The Consciousness Instinct: Unraveling the Mystery of How the Brain Makes the MindFrom EverandThe Consciousness Instinct: Unraveling the Mystery of How the Brain Makes the MindRating: 4.5 out of 5 stars4.5/5 (93)
- Human: The Science Behind What Makes Your Brain UniqueFrom EverandHuman: The Science Behind What Makes Your Brain UniqueRating: 3.5 out of 5 stars3.5/5 (38)
- The Other Side of Normal: How Biology Is Providing the Clues to Unlock the Secrets of Normal and Abnormal BehaviorFrom EverandThe Other Side of Normal: How Biology Is Providing the Clues to Unlock the Secrets of Normal and Abnormal BehaviorNo ratings yet