You might also like
- APC 625 Specs Rev 4 LT Annealed 9-03Document2 pagesAPC 625 Specs Rev 4 LT Annealed 9-03Jay SadNo ratings yet
- NORSOK Standard Carbon Steel Material Data SheetsDocument3 pagesNORSOK Standard Carbon Steel Material Data SheetsShakinah As SaadNo ratings yet
- M-630 Standard for Low Alloy Steel Pipes & FittingsDocument1 pageM-630 Standard for Low Alloy Steel Pipes & FittingsarifbogNo ratings yet
- Material Test Manual Material Test Manual: April 16Document11 pagesMaterial Test Manual Material Test Manual: April 16Yasith AbeywickrramaNo ratings yet
- Conical ThreadDocument9 pagesConical ThreadAnonymous D5QForitcNo ratings yet
- Astm B 606 - 98Document3 pagesAstm B 606 - 98Fernando AngioliniNo ratings yet
- Sa 232Document5 pagesSa 232Raju SkNo ratings yet
- API 570 Open BookDocument9 pagesAPI 570 Open BookMusa ÇelikNo ratings yet
- Chromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification Forquiensabe0077No ratings yet
- A 416 A416-M - 99Document5 pagesA 416 A416-M - 99Tan Tanju100% (1)
- A1020A1020M-02 (2012) Standard Specification For SteeDocument4 pagesA1020A1020M-02 (2012) Standard Specification For SteeRony YudaNo ratings yet
- Steel Strand, Uncoated Seven-Wire For Prestressed ConcreteDocument5 pagesSteel Strand, Uncoated Seven-Wire For Prestressed ConcreteThiên LongNo ratings yet
- Astm B 398Document4 pagesAstm B 398vadmanh100% (1)
- Astm A139Document6 pagesAstm A139william_m08100% (1)
- AISE No. 7 Specifications For Ladle HooksDocument7 pagesAISE No. 7 Specifications For Ladle HookscadyfemNo ratings yet
- A 872 - 91 R02 Qtg3mi05mviwmgDocument3 pagesA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNo ratings yet
- Astm A416-A416m-05Document5 pagesAstm A416-A416m-05NadhiraNo ratings yet
- Aplicaciones de La Tubería FlexibleDocument6 pagesAplicaciones de La Tubería FlexibleMarthiitaa PerezNo ratings yet
- Micrometer Bend Test For Ductility of ElectrodepositsDocument2 pagesMicrometer Bend Test For Ductility of ElectrodepositsJohnnyNo ratings yet
- Spiralco - Specifications - ASTM A-139Document4 pagesSpiralco - Specifications - ASTM A-139Özgür TuştaşNo ratings yet
- A502 PDFDocument6 pagesA502 PDFJhonathan Leo Uchamaco NoaNo ratings yet
- Seamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForDocument3 pagesSeamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForPaulo GalvãoNo ratings yet
- Eti Ohe 11 5 89Document12 pagesEti Ohe 11 5 89Abhishek PandeyNo ratings yet
- Super DuplexDocument6 pagesSuper DuplexMaqsood Ibn Shaikhul ArfeenNo ratings yet
- A 411 - 98 - Qtqxms05oaDocument3 pagesA 411 - 98 - Qtqxms05oaAndresNo ratings yet
- Seamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceDocument6 pagesSeamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServicehNo ratings yet
- Astm A 31 - 00Document4 pagesAstm A 31 - 00Oswaldo Leyva RNo ratings yet
- Seamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForDocument3 pagesSeamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForBobNo ratings yet
- Storage Tank API 650Document20 pagesStorage Tank API 650jalison07xNo ratings yet
- A 953 - 96 Qtk1my05ngDocument3 pagesA 953 - 96 Qtk1my05ngsachinguptachdNo ratings yet
- Astm A111Document3 pagesAstm A111deivisbtsNo ratings yet
- Tank-API-650-docx V-V-I-P PDFDocument20 pagesTank-API-650-docx V-V-I-P PDFtomj9104100% (1)
- Astm G-6Document4 pagesAstm G-6Alper Bas100% (1)
- Zinc-Coated (Galvanized) Steel Overhead Ground Wire Strand: Standard Specification ForDocument3 pagesZinc-Coated (Galvanized) Steel Overhead Ground Wire Strand: Standard Specification ForlinamariamonroyginetNo ratings yet
- B 565 - 94 R00 - Qju2ns05nfiwmaDocument3 pagesB 565 - 94 R00 - Qju2ns05nfiwmamalika_00No ratings yet
- B 474 - 99 Qjq3nc05oqDocument5 pagesB 474 - 99 Qjq3nc05oqMarceloNo ratings yet
- Nonoriented Electrical Steel, Semiprocessed Types: Standard Specification ForDocument6 pagesNonoriented Electrical Steel, Semiprocessed Types: Standard Specification Formasoud132No ratings yet
- Astm A391 A391m 98Document2 pagesAstm A391 A391m 98Ademar AlmeidaNo ratings yet
- Seamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForDocument3 pagesSeamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForNur Achmad BusairiNo ratings yet
- A459 PDFDocument3 pagesA459 PDFRafael CossolinoNo ratings yet
- Mesc Specification SPE 74/038 Pipe, Seamless With Cra Cladding Astm A 333Document5 pagesMesc Specification SPE 74/038 Pipe, Seamless With Cra Cladding Astm A 333Ashish Kumar SinghNo ratings yet
- A660Document4 pagesA660Amreusit SaschimbnumeleNo ratings yet
- Specification for Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesDocument5 pagesSpecification for Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesRaju SkNo ratings yet
- B 565 - 04 - Qju2nqDocument3 pagesB 565 - 04 - Qju2nqmalika_00No ratings yet
- A688A688 ASS Feed WaterDocument6 pagesA688A688 ASS Feed Waterkhot2000No ratings yet
- Asme Sa-232 PDFDocument4 pagesAsme Sa-232 PDFGato SesaNo ratings yet
- Electric-Resistance-Welded Low-Carbon Steel Pipe For The Chemical IndustryDocument5 pagesElectric-Resistance-Welded Low-Carbon Steel Pipe For The Chemical IndustryRoland CepedaNo ratings yet
- ThyssenKrupp - XABO 500Document3 pagesThyssenKrupp - XABO 500Yesid Javier Martelo EllesNo ratings yet
- 5504Document10 pages5504hhr2412No ratings yet
- Accessory Materials For Prestressed ConcreteDocument3 pagesAccessory Materials For Prestressed ConcreteAshley JeyahNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument3 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsTamil funNo ratings yet
- Specification For Seamless Copper Alloy Pipe and TubeDocument11 pagesSpecification For Seamless Copper Alloy Pipe and Tubeomsingh1988No ratings yet
- Astm A321Document2 pagesAstm A321clevercog0% (1)
- B624Document3 pagesB624rohit kumarNo ratings yet
- Pressure Vessel Plates, Low-Carbon Manganese-Molybdenum-Columbium Alloy Steel, For Moderate and Lower Temperature ServiceDocument3 pagesPressure Vessel Plates, Low-Carbon Manganese-Molybdenum-Columbium Alloy Steel, For Moderate and Lower Temperature ServiceDiegoNo ratings yet
- A 973A 973M - Grade 100 Alloy Steel ChainDocument4 pagesA 973A 973M - Grade 100 Alloy Steel ChainDipu Jacob ANo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
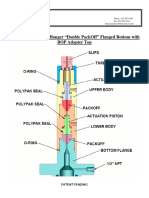
- ANEXO 3 - C - Circle C Cap DOUBLE Packoff Hanger FLG BTTM With BOP AdapterDocument1 pageANEXO 3 - C - Circle C Cap DOUBLE Packoff Hanger FLG BTTM With BOP AdapterCoco SanchezNo ratings yet
- C10550166 PDFDocument4 pagesC10550166 PDFCoco SanchezNo ratings yet
- Principios Medida Medicion Humedad PDFDocument7 pagesPrincipios Medida Medicion Humedad PDFCoco SanchezNo ratings yet
- EE210 Hoja Datos SensovantDocument5 pagesEE210 Hoja Datos SensovantCoco SanchezNo ratings yet
- First Aid KitDocument15 pagesFirst Aid Kitdex adecNo ratings yet
- Ho'oponopono ! - The Power of ForgivenessDocument6 pagesHo'oponopono ! - The Power of ForgivenessParainNo ratings yet
- Studi Kasus Pada PT Damar Bandha Jaya Corp. BogorDocument10 pagesStudi Kasus Pada PT Damar Bandha Jaya Corp. BogorMayHan13No ratings yet
- RSA Industries, India - Products - Care - Polymeric Non Ionic Fabric Softener - Fabric Softener (RSF-H-SOFT)Document3 pagesRSA Industries, India - Products - Care - Polymeric Non Ionic Fabric Softener - Fabric Softener (RSF-H-SOFT)crplzNo ratings yet
- Deutz td2011 l04w Service Manual PDFDocument7 pagesDeutz td2011 l04w Service Manual PDFLuis Carlos RamosNo ratings yet
- Unit 2: Marketing Processes and Planning: Assignment BriefDocument4 pagesUnit 2: Marketing Processes and Planning: Assignment BriefGharis SoomroNo ratings yet
- Midcheek Lift Using Facial Soft-Tissue Spaces of The MidcheekDocument11 pagesMidcheek Lift Using Facial Soft-Tissue Spaces of The MidcheekЩербакова ЛенаNo ratings yet
- Wma11 01 Que 20221011Document28 pagesWma11 01 Que 20221011Maks LubasNo ratings yet
- Flared Separable FittingDocument9 pagesFlared Separable FittingbenNo ratings yet
- Module 5 HomeworkDocument4 pagesModule 5 HomeworkCj LinceNo ratings yet
- Enquiries: 1. Enquiry From A Retailer To A Foreign ManufacturerDocument7 pagesEnquiries: 1. Enquiry From A Retailer To A Foreign ManufacturerNhi Hoàng Lê NguyễnNo ratings yet
- Leading Causes of MortalityDocument12 pagesLeading Causes of MortalityJayricDepalobosNo ratings yet
- Pharmaceutical Stability The Science and RegulationsDocument32 pagesPharmaceutical Stability The Science and RegulationsMostofa Rubal100% (1)
- The Impact of COVID-19 On The Steel IndustryDocument25 pagesThe Impact of COVID-19 On The Steel IndustryAyesha KhalidNo ratings yet
- Cultural Understanding Impacts Consumer BehaviorDocument10 pagesCultural Understanding Impacts Consumer BehaviorNguyễn Hữu Thảo NguyênNo ratings yet
- Technical Information No. 12 Vermicular Graphite Cast Iron: MicrostructureDocument1 pageTechnical Information No. 12 Vermicular Graphite Cast Iron: MicrostructureVelina MilevaNo ratings yet
- DDX3035 - Audio File - KenwoodDocument5 pagesDDX3035 - Audio File - KenwoodRistho LutherNo ratings yet
- FaucifilesDocument302 pagesFaucifilesLady WellingtonNo ratings yet
- Structural Stainless Steel Designing With Stainless Steel: Ing. Maarten FortanDocument153 pagesStructural Stainless Steel Designing With Stainless Steel: Ing. Maarten FortanJohn Philip Neri BesedillasNo ratings yet
- 1z0 447 DemoDocument5 pages1z0 447 Demojosegitijose24No ratings yet
- Generic IOMMU APIsDocument2 pagesGeneric IOMMU APIsRajesh raviNo ratings yet
- Faktor OrganisasiDocument9 pagesFaktor OrganisasiNur Fatin NabilahNo ratings yet
- Journal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashDocument11 pagesJournal of Materials Processing Technology: Jun Cao, Michael A. Gharghouri, Philip NashJesus Ismael Jimenez GarciaNo ratings yet
- Acid-Base Neut Inquiry Student Handout JN KEYDocument5 pagesAcid-Base Neut Inquiry Student Handout JN KEYbradle2005No ratings yet
- Calculate the proof strength of 70% v/v alcohol.Step 1) 70% v/v x 1.753 = 122.71Step 2) 122.71 - 100 = 22.71The proof strength of 70% v/v alcohol is 22.71% over proofDocument46 pagesCalculate the proof strength of 70% v/v alcohol.Step 1) 70% v/v x 1.753 = 122.71Step 2) 122.71 - 100 = 22.71The proof strength of 70% v/v alcohol is 22.71% over proofPrashant307100% (1)
- Of Our TimesDocument84 pagesOf Our TimesThe Journal of Music100% (1)
- S1.8 Template of REAL Table For Power and Supporting CompetenciesDocument3 pagesS1.8 Template of REAL Table For Power and Supporting CompetenciesJamir SalongaNo ratings yet
- LPC Licensure Process HandbookDocument14 pagesLPC Licensure Process HandbookMac PatelNo ratings yet
- Mapeh-7pe Q2 Summative-TestDocument2 pagesMapeh-7pe Q2 Summative-TestVhannie AcquiatanNo ratings yet
- WRBS Quarter 1 Modules WEEK-1-8Document32 pagesWRBS Quarter 1 Modules WEEK-1-8Sir Kindred VillaruzNo ratings yet