You might also like
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Jed-257 008 en LDocument4 pagesJed-257 008 en LcroplaninecNo ratings yet
- 1 Scope: SpecificationDocument5 pages1 Scope: Specificationரஞ்சன் ஞானயோளிNo ratings yet
- Hard Coating Used in ValvesDocument10 pagesHard Coating Used in ValvesandresmoraNo ratings yet
- ABD00048-50 - Non Electrolytic Coatings For Friction And-Or Corrosion Function On Steel ComponentsDocument13 pagesABD00048-50 - Non Electrolytic Coatings For Friction And-Or Corrosion Function On Steel Componentsauto.npdNo ratings yet
- TATA Quick Reference Guide For Use With Steel RoofDek S220 Technical Information ASSET DOC LOC 951182Document2 pagesTATA Quick Reference Guide For Use With Steel RoofDek S220 Technical Information ASSET DOC LOC 951182Shane ConnellyNo ratings yet
- DSMTS-0010.6 ZN WireDocument4 pagesDSMTS-0010.6 ZN WireMario Cortes FariasNo ratings yet
- ES-VE-064 Plating StandardDocument8 pagesES-VE-064 Plating StandardFCP PUNEKARNo ratings yet
- Laser in Automotive Metal Presentation TWIDocument9 pagesLaser in Automotive Metal Presentation TWIbalamuruganNo ratings yet
- Ficha Tecnica Metcoloy FeCr StainlessSteel WireDocument4 pagesFicha Tecnica Metcoloy FeCr StainlessSteel WireANDRES DOMINGUEZNo ratings yet
- Structural Stainless Steel Designing With Stainless Steel: Ing. Maarten FortanDocument153 pagesStructural Stainless Steel Designing With Stainless Steel: Ing. Maarten FortanJohn Philip Neri BesedillasNo ratings yet
- Heat Treat 2Document5 pagesHeat Treat 2gawaNo ratings yet
- 2020 FrictionCoefficientsDocument12 pages2020 FrictionCoefficientsraaspoy2007No ratings yet
- Liebherr LN 252-1 Zinco AltoDocument6 pagesLiebherr LN 252-1 Zinco AltowiroNo ratings yet
- TL 244 EnglischDocument9 pagesTL 244 Englisch'Lampa'No ratings yet
- Corrosion ProtectionDocument14 pagesCorrosion ProtectionSefri Susanto100% (2)
- Ford - WSS-M21P41-A-A2 - Rev 10-13-2003 - Corrosion Protective Coating Anionic Epoxy Electrocoat BlackDocument4 pagesFord - WSS-M21P41-A-A2 - Rev 10-13-2003 - Corrosion Protective Coating Anionic Epoxy Electrocoat BlackJose CuellarNo ratings yet
- Cen TC 262 N 595Document11 pagesCen TC 262 N 595Luis SilvaNo ratings yet
- DBL 8440 2018-11Document11 pagesDBL 8440 2018-11jyoti prakash singhNo ratings yet
- Electroplated Coatings of Zinc / Zinc-Alloy: Technical InformationDocument4 pagesElectroplated Coatings of Zinc / Zinc-Alloy: Technical InformationRoberto ProliNo ratings yet
- DSMTS-0032.5 FeCr StainlessSteel WireDocument4 pagesDSMTS-0032.5 FeCr StainlessSteel WireJesus D. Gutierrez G.No ratings yet
- Corrosive Protective CoatingsDocument6 pagesCorrosive Protective CoatingsMarcelo MinaNo ratings yet
- 03-Part C3-3 Spec Corrosion ProtectionDocument14 pages03-Part C3-3 Spec Corrosion ProtectionThandabantu MagengeleleNo ratings yet
- GN - 8-02 - Protective Treatment of FastenersDocument5 pagesGN - 8-02 - Protective Treatment of Fastenersachus2000No ratings yet
- Spec524rev4coating Threaded Fasterners 1124440653Document4 pagesSpec524rev4coating Threaded Fasterners 1124440653happale2002No ratings yet
- Weld Imperfections 01Document34 pagesWeld Imperfections 01Ahmad NazmiNo ratings yet
- TL 233, 11-2010, enDocument8 pagesTL 233, 11-2010, enMiguel QueirosNo ratings yet
- Cable Marker - WMT 2,4 (15X4) R - 0816281: Key Commercial DataDocument3 pagesCable Marker - WMT 2,4 (15X4) R - 0816281: Key Commercial DataVlad MaziluNo ratings yet
- STJLR.50.5058 Issue 2 20190805Document6 pagesSTJLR.50.5058 Issue 2 20190805Shu FuNo ratings yet
- 01ES00002 - Acabamento de Proteção Contra CorrosãoDocument2 pages01ES00002 - Acabamento de Proteção Contra CorrosãoRafah1212No ratings yet
- Properties of Cover Grades (As Per IS: 1891)Document2 pagesProperties of Cover Grades (As Per IS: 1891)Raja NarenderNo ratings yet
- Corrosion Protection For Cold-Formed Structural STDocument8 pagesCorrosion Protection For Cold-Formed Structural STethiwaNo ratings yet
- CCI Radome Whitepaper 190813Document9 pagesCCI Radome Whitepaper 190813bardaris100% (1)
- Wear Behaviour of Hardfacing Deposits On Cast Iron: S. Chatterjee, T.K. PalDocument9 pagesWear Behaviour of Hardfacing Deposits On Cast Iron: S. Chatterjee, T.K. PalMarcelo Lima CardosoNo ratings yet
- TDS 38 White Aluminium OxideDocument2 pagesTDS 38 White Aluminium OxideRashid SaleemNo ratings yet
- Plating Standard - NOR - 0487100126 - 00 - 20111212 - 0AB - Dy - DMDocument5 pagesPlating Standard - NOR - 0487100126 - 00 - 20111212 - 0AB - Dy - DMParag AdwankarNo ratings yet
- dbl8459 Parts With NickelDocument6 pagesdbl8459 Parts With Nickeldaria.anielskaNo ratings yet
- Engineering Material Specification: Printed Copies Are UncontrolledDocument6 pagesEngineering Material Specification: Printed Copies Are UncontrolledRicardo VitorianoNo ratings yet
- TL244 en 2004-12-01Document6 pagesTL244 en 2004-12-01koalaboiNo ratings yet
- Surface Treatment Technologies of Aluminum Alloy For AutomobilesDocument4 pagesSurface Treatment Technologies of Aluminum Alloy For Automobilesharibabu ampoluNo ratings yet
- Worldwide Engineering Standards: Material Specification Finish GMW4700Document4 pagesWorldwide Engineering Standards: Material Specification Finish GMW4700Miguel Queiros100% (4)
- Preparation of Cold-Rolled Steel Panels For Testing Paint, Varnish, Conversion Coatings, and Related Coating ProductsDocument3 pagesPreparation of Cold-Rolled Steel Panels For Testing Paint, Varnish, Conversion Coatings, and Related Coating ProductsgfdgdfgdfNo ratings yet
- Technical Description Tether Cable BWT 2 - 16kN Buoyant Work Class TetherDocument6 pagesTechnical Description Tether Cable BWT 2 - 16kN Buoyant Work Class TetherRich ManNo ratings yet
- Firekab (N) HXRH-J Fe180 RM: Technical DatasheetDocument2 pagesFirekab (N) HXRH-J Fe180 RM: Technical Datasheetyasir pNo ratings yet
- GN Fixings and CorrosionDocument6 pagesGN Fixings and CorrosionRocky XINNo ratings yet
- Metco 402 10-007Document10 pagesMetco 402 10-007JSH100100% (2)
- Ply Wood DATASheetDocument2 pagesPly Wood DATASheetmohammed mustafaNo ratings yet
- Product Bulletin Corrosion Protection For Fisher Valves en 124040Document12 pagesProduct Bulletin Corrosion Protection For Fisher Valves en 124040Lindsey PatrickNo ratings yet
- TM-0010F-M Rev 3 Non-Electrodeposited Zinc Flake CoatingsDocument8 pagesTM-0010F-M Rev 3 Non-Electrodeposited Zinc Flake Coatings方綵樺No ratings yet
- Material Product Data Sheet Tin and Tin Alloy (Babbit) Thermal Spray WiresDocument3 pagesMaterial Product Data Sheet Tin and Tin Alloy (Babbit) Thermal Spray WiresKhalid M. HafezNo ratings yet
- TL - 260 - en 2015Document11 pagesTL - 260 - en 2015hand42100% (1)
- Hard Anodizing ofDocument14 pagesHard Anodizing ofAyhan ÜmitNo ratings yet
- Preparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces For PaintingDocument5 pagesPreparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces For Paintingalaudeen2014No ratings yet
- DSM-0381.0 FeMo WireDocument2 pagesDSM-0381.0 FeMo WireApichitNo ratings yet
- CRCA Technical Notes - 2018Document11 pagesCRCA Technical Notes - 2018Sajib Chandra RoyNo ratings yet
- DSMTS-0063.1 FeMo Wire PDFDocument2 pagesDSMTS-0063.1 FeMo Wire PDFJesus D. Gutierrez G.No ratings yet
- Corrosion Protection: Example of Surface StructureDocument1 pageCorrosion Protection: Example of Surface StructurepawkomNo ratings yet
- Galvanic CorrosionDocument5 pagesGalvanic Corrosionsatheez3251No ratings yet
- Electrodeposited Coatings of Zinc With Passivation On SteelDocument4 pagesElectrodeposited Coatings of Zinc With Passivation On Steelradule021No ratings yet
- Washers Aircraft: Genuine Aircraft Hardware CoDocument2 pagesWashers Aircraft: Genuine Aircraft Hardware CoedsonNo ratings yet
- GN 822Document2 pagesGN 822YossiNo ratings yet
- Nas 1714Document2 pagesNas 1714YossiNo ratings yet
- Mil STD 1515a PDFDocument110 pagesMil STD 1515a PDFDavorinBazijanacNo ratings yet
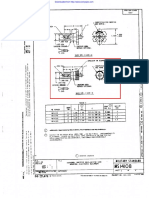
- MS9592ADocument2 pagesMS9592AYossiNo ratings yet
- Material 33650032008Document1 pageMaterial 33650032008YossiNo ratings yet
- Material 11398030015Document1 pageMaterial 11398030015YossiNo ratings yet
- Material 57064120001Document1 pageMaterial 57064120001YossiNo ratings yet
- 90031A113Document2 pages90031A113YossiNo ratings yet
- 90909A726Document2 pages90909A726YossiNo ratings yet
- Material 31705065032Document1 pageMaterial 31705065032YossiNo ratings yet
- 90923A219Document2 pages90923A219YossiNo ratings yet
- Material 11398030015Document1 pageMaterial 11398030015YossiNo ratings yet
- ?@ Lÿ F@ M Q R VR Xy@ KZG HH) ?Ÿ X - XJJ Yÿ 'JK Cÿ JD C G F HH F - K@ D@ K HJFF Haiof Riihf Ojeg ? Ÿ Jdÿ V?@ T@ G Fky Gea Ÿ J AoonDocument2 pages?@ Lÿ F@ M Q R VR Xy@ KZG HH) ?Ÿ X - XJJ Yÿ 'JK Cÿ JD C G F HH F - K@ D@ K HJFF Haiof Riihf Ojeg ? Ÿ Jdÿ V?@ T@ G Fky Gea Ÿ J AoonYossiNo ratings yet
- Metric Fasteners: K-Lock Nut W/ Free Spinning External Tooth LWDocument1 pageMetric Fasteners: K-Lock Nut W/ Free Spinning External Tooth LWYossiNo ratings yet
- ABA Hose Clamp Original, Band Width 12 MM Stainless Steel A2 175-205MMDocument1 pageABA Hose Clamp Original, Band Width 12 MM Stainless Steel A2 175-205MMYossiNo ratings yet
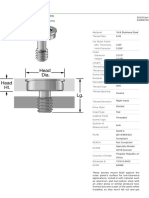
- Ultra-Low Head 8 8 (Steel) Steel Black Oxide (Hex Socket) Hex Socket 1.25 Standard Metric Coarse Standard (Round) Standard 10Document2 pagesUltra-Low Head 8 8 (Steel) Steel Black Oxide (Hex Socket) Hex Socket 1.25 Standard Metric Coarse Standard (Round) Standard 10YossiNo ratings yet
- Lock Washer MB DIN 5406 Steel Plain MB8: Technical Parameters StandardsDocument1 pageLock Washer MB DIN 5406 Steel Plain MB8: Technical Parameters StandardsYossiNo ratings yet
- 94350A195Document2 pages94350A195YossiNo ratings yet
- 91611A544Document2 pages91611A544YossiNo ratings yet
- McMaster CarrDocument2 pagesMcMaster CarrYossiNo ratings yet
- Push-On Fixing Washer For Shafts Spring Steel 12MM: Technical Parameters StandardsDocument1 pagePush-On Fixing Washer For Shafts Spring Steel 12MM: Technical Parameters StandardsYossiNo ratings yet
- Mil DTF 5541fDocument12 pagesMil DTF 5541fMarcos PerezNo ratings yet
- Dome Head Closed End Blind Rivet Aluminium Almg 5 / Steel Phosphated 4,0X8MmDocument1 pageDome Head Closed End Blind Rivet Aluminium Almg 5 / Steel Phosphated 4,0X8MmYossiNo ratings yet
- Double Slotted Mushroom Head Screw NF E25-129 Steel Zinc Plated 4.8 M4X10Document1 pageDouble Slotted Mushroom Head Screw NF E25-129 Steel Zinc Plated 4.8 M4X10YossiNo ratings yet
- Maxxfast Self-Drilling Screw Pan Head Ttap® Din M Steel Zinc Plated St4,2X32MmDocument1 pageMaxxfast Self-Drilling Screw Pan Head Ttap® Din M Steel Zinc Plated St4,2X32MmYossiNo ratings yet
- MS14108FDocument6 pagesMS14108FYossiNo ratings yet
- MS14108FDocument6 pagesMS14108FYossiNo ratings yet
- Molecular Beam Epitaxy (MBE)Document30 pagesMolecular Beam Epitaxy (MBE)MGRNo ratings yet
- Bomba Jockey GrundfosDocument49 pagesBomba Jockey GrundfosharlyganNo ratings yet
- PSP CastingDocument7 pagesPSP CastingalexisNo ratings yet
- The One Dimensional Heat Equation 1 Informal Derivation in One DimensionDocument6 pagesThe One Dimensional Heat Equation 1 Informal Derivation in One DimensionThulasi RamNo ratings yet
- Ee65 - Design of Electrical Machines (2 Marks Questions and Answers) - Unit - IDocument18 pagesEe65 - Design of Electrical Machines (2 Marks Questions and Answers) - Unit - Iashok kumarNo ratings yet
- WHHW Grade 11 SCDocument20 pagesWHHW Grade 11 SCssssNo ratings yet
- 2 Design Radial Inflow Turbine Using RitalDocument18 pages2 Design Radial Inflow Turbine Using Ritaljared_tan_5100% (1)
- CHEM213A Win22 HW2Document4 pagesCHEM213A Win22 HW2attiyaNo ratings yet
- Rate of Exhaustion Compatibility of DyesDocument16 pagesRate of Exhaustion Compatibility of Dyesadali2020100% (2)
- Sedimentation Process and Design of Settling Systems PDFDocument338 pagesSedimentation Process and Design of Settling Systems PDFVu Thanh ThuongNo ratings yet
- Cover Pages For PV Elite VenvelDocument14 pagesCover Pages For PV Elite VenvelSakthi VelNo ratings yet
- ISO 6784 82 Concrete-Determination of Static Modulus of Elasticity in CompressionDocument8 pagesISO 6784 82 Concrete-Determination of Static Modulus of Elasticity in CompressionKaan TekinturhanNo ratings yet
- Fundamental EquationDocument7 pagesFundamental Equationlmcristina5No ratings yet
- Cell Disruption Techquines: By: Ritika SharmaDocument20 pagesCell Disruption Techquines: By: Ritika SharmaArup ChakrabortyNo ratings yet
- Understanding Valves and Their Role in Mechanical IntegrityDocument13 pagesUnderstanding Valves and Their Role in Mechanical Integritydhanu_lagwankarNo ratings yet
- Soil Quality - Sampling - General Requirements: Vietnam Standard TCVN 5297: 1995Document3 pagesSoil Quality - Sampling - General Requirements: Vietnam Standard TCVN 5297: 1995huytai8613No ratings yet
- Finite Element Analysis of Composite Pressure Vessels With A Load Sharing Metallic LinerDocument9 pagesFinite Element Analysis of Composite Pressure Vessels With A Load Sharing Metallic Linervsraju2No ratings yet
- Numerical Investigation of The Grinding Process in A Beater Wheel Mill With ClassifierDocument11 pagesNumerical Investigation of The Grinding Process in A Beater Wheel Mill With ClassifierMaiman LatoNo ratings yet
- Final Exam Review 1528317655806 SCDocument18 pagesFinal Exam Review 1528317655806 SCAdil KhurshaidNo ratings yet
- Worksheet14 HybridDocument5 pagesWorksheet14 HybridRAGINI AGARWALNo ratings yet
- Turbulence InteractionsDocument402 pagesTurbulence InteractionsMartínNo ratings yet
- Albida EP2Document2 pagesAlbida EP2dassoumennNo ratings yet
- DAO 2000-12 - Schedule of Fees For RA 6969 (Chemical Substances and Hazardous Wastes)Document3 pagesDAO 2000-12 - Schedule of Fees For RA 6969 (Chemical Substances and Hazardous Wastes)Pacific SpectrumNo ratings yet
- My Biuret TestDocument8 pagesMy Biuret Testleijean pelicanoNo ratings yet
- Transportation Dangerous GoodsDocument8 pagesTransportation Dangerous GoodsGreg SanjayaNo ratings yet
- Distance Between WeldsDocument2 pagesDistance Between Weldshendraox3996100% (1)
- Eurotherm 815s PDFDocument2 pagesEurotherm 815s PDFBonneNo ratings yet
- DG Immersion Heaters FlangedDocument9 pagesDG Immersion Heaters FlangedsavanchandranNo ratings yet
- Tencate Mirafi HP 370Document1 pageTencate Mirafi HP 370Tony_candyNo ratings yet
- Corbel Pier 1Document3 pagesCorbel Pier 1Phani PitchikaNo ratings yet