You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- IE 6560 Deterministic Optimization Project Abstract-1Document3 pagesIE 6560 Deterministic Optimization Project Abstract-1Discord YtNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Disappearing Packages Problem Solving TemplateDocument2 pagesDisappearing Packages Problem Solving TemplateDiscord YtNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Ethical Frameworks Student ExampleDocument6 pagesEthical Frameworks Student ExampleDiscord YtNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Chapter 4 Storage SystemDocument42 pagesChapter 4 Storage SystemDiscord YtNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Caper HCI2014Document7 pagesCaper HCI2014Discord YtNo ratings yet
- 1562653326MPhil 2years PsychologyDocument2 pages1562653326MPhil 2years PsychologyDiscord YtNo ratings yet
- CIM Lab 8Document8 pagesCIM Lab 8Discord YtNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Parametric Analyses On CompressiveDocument6 pagesParametric Analyses On CompressiveDiscord YtNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 1562653112MPhil 2years EducationDocument4 pages1562653112MPhil 2years EducationDiscord YtNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Formula SheetDocument1 pageFormula SheetDiscord YtNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 15626518501year AdvanceDiplomaInClinicalPsychologyDocument1 page15626518501year AdvanceDiplomaInClinicalPsychologyDiscord YtNo ratings yet
- Optimizing The Value Chain Advanced Supply Chain Optimization Traditional & State-Of-The-Art ModelsDocument18 pagesOptimizing The Value Chain Advanced Supply Chain Optimization Traditional & State-Of-The-Art ModelsDiscord YtNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Negotiation Can Be Defined AsDocument3 pagesNegotiation Can Be Defined AsDiscord YtNo ratings yet
- Layout Planning Models and Design Algorithms: Chapter#06Document40 pagesLayout Planning Models and Design Algorithms: Chapter#06Discord YtNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Supply Chain Management Project: The Case of Nike IncDocument13 pagesSupply Chain Management Project: The Case of Nike IncDiscord YtNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Sustainable Supply Chain Management and Multi-Criteria Decision-Making Methods: A Systematic ReviewDocument28 pagesSustainable Supply Chain Management and Multi-Criteria Decision-Making Methods: A Systematic ReviewDiscord YtNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Sustainable Supply Chain in Pulp and Paper Industry: A ReviewDocument13 pagesSustainable Supply Chain in Pulp and Paper Industry: A ReviewDiscord YtNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- International Management Systems & Standards: Auditing Techniques (ISO 9001:2015)Document15 pagesInternational Management Systems & Standards: Auditing Techniques (ISO 9001:2015)Discord YtNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Supply Chain Optimisation in The Paper IndustryDocument11 pagesSupply Chain Optimisation in The Paper IndustryDiscord YtNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- University of Engineering & Technology, Taxila Department of Industrial EngineeringDocument2 pagesUniversity of Engineering & Technology, Taxila Department of Industrial EngineeringDiscord YtNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Chapter 14 Simple Linear RegressionDocument45 pagesChapter 14 Simple Linear RegressionDiscord YtNo ratings yet
- Design of Experiments: Hongyan ZhangDocument14 pagesDesign of Experiments: Hongyan ZhangDiscord YtNo ratings yet
- Notes For Isye 6413 Design and Analysis of Experiments: Instructor: C. F. Jeff WuDocument49 pagesNotes For Isye 6413 Design and Analysis of Experiments: Instructor: C. F. Jeff WuDiscord YtNo ratings yet
- Lab 3 Surface RoughnessDocument13 pagesLab 3 Surface RoughnessDiscord YtNo ratings yet
- 894-Article Text-13257-1-10-20210622Document13 pages894-Article Text-13257-1-10-20210622Discord YtNo ratings yet
- Optimization of Cutting Parameters To Minimize The Surface Roughness in The End Milling Process Using The Taguchi MethodDocument7 pagesOptimization of Cutting Parameters To Minimize The Surface Roughness in The End Milling Process Using The Taguchi MethodDiscord YtNo ratings yet
- Gating System Design For Casting Thin Aluminium Alloy (Al-Si) PlatesDocument12 pagesGating System Design For Casting Thin Aluminium Alloy (Al-Si) PlatesDiscord YtNo ratings yet
- Design and Manufacture of Casting Pattern Plates by Rapid ToolingDocument5 pagesDesign and Manufacture of Casting Pattern Plates by Rapid ToolingDiscord YtNo ratings yet
- Catalog NanoamorDocument44 pagesCatalog NanoamorJuan AlfaroNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- EDTA - The Chelating Agent Under Environmentaal ScrutiniyDocument5 pagesEDTA - The Chelating Agent Under Environmentaal ScrutiniyAugustoPertotNo ratings yet
- Plante Ca Antioxidanți Naturali Pentru Produsele Din Carne 1 PDFDocument10 pagesPlante Ca Antioxidanți Naturali Pentru Produsele Din Carne 1 PDFFlorentina LucanNo ratings yet
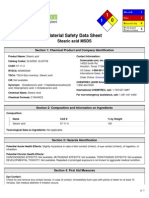
- Stearic Acid MsdsDocument5 pagesStearic Acid Msdsapi-263411629No ratings yet
- TautomerismDocument3 pagesTautomerismShubham JainNo ratings yet
- Failure Analysis of Paints and Coatings: Revised EditionDocument15 pagesFailure Analysis of Paints and Coatings: Revised EditionDominika LisNo ratings yet
- 8 - Chemical FloodingDocument76 pages8 - Chemical FloodingSyafrina Putri100% (3)
- 8 Science Chapter-14-Chemical Effects of CurrentDocument4 pages8 Science Chapter-14-Chemical Effects of CurrentSagarJadhavNo ratings yet
- Group 17 ElementsDocument3 pagesGroup 17 ElementsPuvaneshseri ManivannanNo ratings yet
- Chemistry - Patterns in The Periodic TableDocument12 pagesChemistry - Patterns in The Periodic TablearielNo ratings yet
- Anticoagulants and Other PreservativesDocument26 pagesAnticoagulants and Other Preservativessdas317No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Why Plastic Parts FailDocument4 pagesWhy Plastic Parts FailGowtham Kae KaeNo ratings yet
- Application of Salicylic Acid On Chlorophyll, Carotenoids, and Proline in Radish Under Salinity StressDocument10 pagesApplication of Salicylic Acid On Chlorophyll, Carotenoids, and Proline in Radish Under Salinity StressRilbson SantosNo ratings yet
- 10.haloalkanes and Haloarenes KCET PYQsDocument1 page10.haloalkanes and Haloarenes KCET PYQsPunith kumar100% (2)
- Hydrocarbon IUPAC Revision PDFDocument17 pagesHydrocarbon IUPAC Revision PDFpatel_monilNo ratings yet
- Answers To End-Of-Chapter Questions: H H H H H H H H H H Symbols by Correct ArrowsDocument2 pagesAnswers To End-Of-Chapter Questions: H H H H H H H H H H Symbols by Correct ArrowsKenneth KnightNo ratings yet
- QP SPC L002 Rev 2 ReferenceDocument1 pageQP SPC L002 Rev 2 ReferencekannanNo ratings yet
- ExperimentDocument261 pagesExperimentIntan D. Puspitasari0% (1)
- Polymer Degradation Notes-IDocument5 pagesPolymer Degradation Notes-IYashi SrivastavaNo ratings yet
- Dke199 ch12Document40 pagesDke199 ch12qhqhqNo ratings yet
- Nozzle Clogging Behavior of Ti-Bearing Al-Killed ULC SteelDocument8 pagesNozzle Clogging Behavior of Ti-Bearing Al-Killed ULC SteelEstéfano Aparecido VieiraNo ratings yet
- Xii Cbse 3Document1 pageXii Cbse 3pradishkrishna22No ratings yet
- Chapter-12 - Aldehydes-Ketones-and-Carboxylic-Acids Important QuestionDocument13 pagesChapter-12 - Aldehydes-Ketones-and-Carboxylic-Acids Important QuestionPonuNo ratings yet
- Exam2 2004Document17 pagesExam2 2004Hazem AlmasryNo ratings yet
- Lecture 5-6-Grossman and Jominy HardenabilityDocument58 pagesLecture 5-6-Grossman and Jominy Hardenabilitychristofer kevinNo ratings yet
- Determination of Total Ion Concentration Using Ion Exchange ChromatographyDocument3 pagesDetermination of Total Ion Concentration Using Ion Exchange ChromatographyBulawan LaNeref OremseNo ratings yet
- Inorganic ChemistryDocument13 pagesInorganic Chemistrybhargavthegreat123No ratings yet
- BAse de SchiffDocument10 pagesBAse de SchiffCatalina RiveraNo ratings yet
- USP-NF Tribasic Calcium PhosphateDocument3 pagesUSP-NF Tribasic Calcium PhosphateVõ Đức TrọngNo ratings yet
- Idoc - Pub - Astm A570 Steel Grade 50 PDFDocument1 pageIdoc - Pub - Astm A570 Steel Grade 50 PDFFrancisco Javier Torres AlvaradoNo ratings yet