You might also like
- 1968 ASME III Article 9Document7 pages1968 ASME III Article 9Luis OrtizNo ratings yet
- Equipment Qualification in Operational Nuclear Power PlantsDocument126 pagesEquipment Qualification in Operational Nuclear Power PlantsAnonymous l2sT4aENo ratings yet
- Iso Astm StandardDocument4 pagesIso Astm StandardroellyNo ratings yet
- PFI ES 42 1996 Standard For PositiveDocument7 pagesPFI ES 42 1996 Standard For Positiveahmad effendiNo ratings yet
- Iso 7539 6 2003 en FR PDFDocument11 pagesIso 7539 6 2003 en FR PDFWojciech SpychalskiNo ratings yet
- A Review Paper On Aging Effects in Alloy 617 For Gen IV NuclearDocument15 pagesA Review Paper On Aging Effects in Alloy 617 For Gen IV NuclearMohd AqeelNo ratings yet
- Asme Section Ii B SB-42Document10 pagesAsme Section Ii B SB-42Monica SuarezNo ratings yet
- PV Elite OverviewDocument3 pagesPV Elite OverviewsunarengineeringNo ratings yet
- Astm E23 2018 Inpact Testing PDFDocument28 pagesAstm E23 2018 Inpact Testing PDFHadde MendozaNo ratings yet
- Materials Challenges in Nuclear EnergyDocument24 pagesMaterials Challenges in Nuclear EnergyW.t. HanNo ratings yet
- Interpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Document10 pagesInterpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Nick pilipenkoNo ratings yet
- Sa 20 PDFDocument46 pagesSa 20 PDFmr.aghelNo ratings yet
- Brass MachiningDocument68 pagesBrass MachiningVaibhav ShuklaNo ratings yet
- Gaseous NitridingDocument139 pagesGaseous NitridingPaulo OliveiraNo ratings yet
- Stresses in Large Horizontal Cylindrical Pressure Vessels On Two Saddle SupportsDocument12 pagesStresses in Large Horizontal Cylindrical Pressure Vessels On Two Saddle SupportsAnonymous qhVGVpNo ratings yet
- Clevis Bolts Material 3Document5 pagesClevis Bolts Material 3Andres_Pastor1987No ratings yet
- BradleyDocument247 pagesBradleythomas duncan eelesNo ratings yet
- h2 E3 Test Station Version 1 Om ManualDocument90 pagesh2 E3 Test Station Version 1 Om Manualgeorge_zouridisNo ratings yet
- The Effect of Residual Stress and Crack Closure On Fatigue CrackDocument304 pagesThe Effect of Residual Stress and Crack Closure On Fatigue CrackTácito PicançoNo ratings yet
- Prediction of Thermal Fatigue Life of A Turbine Nozzle Guide VaneDocument9 pagesPrediction of Thermal Fatigue Life of A Turbine Nozzle Guide VanejswxieNo ratings yet
- Asme B18.1.1 2001Document12 pagesAsme B18.1.1 2001Jesse ChenNo ratings yet
- Detecting Transformation From Delta Ferrite To Sigma Phase in SsDocument9 pagesDetecting Transformation From Delta Ferrite To Sigma Phase in SsAndrea CalderaNo ratings yet
- Application of WRC Bulletins 107, 297, 368Document3 pagesApplication of WRC Bulletins 107, 297, 368shivabtowin3301100% (3)
- Impact Test RequirementDocument6 pagesImpact Test RequirementmansurNo ratings yet
- Flange - Long Weld Neck, ANSI Class 600, ASME B16.5, 1 - 16 - Raised Face (In)Document2 pagesFlange - Long Weld Neck, ANSI Class 600, ASME B16.5, 1 - 16 - Raised Face (In)Magin Idelfonso TorreblancaNo ratings yet
- Mechanical Properties of Advanced Nuclear Reactor MaterialsDocument24 pagesMechanical Properties of Advanced Nuclear Reactor MaterialsAmit SinghNo ratings yet
- BPVC Code Cases 5Document54 pagesBPVC Code Cases 5Burak KececiNo ratings yet
- Adoption of The CA-1 Standard by ASME Standards CommitteesDocument12 pagesAdoption of The CA-1 Standard by ASME Standards CommitteesgabrielNo ratings yet
- P2d Op ManualDocument114 pagesP2d Op ManualDaniel BernardNo ratings yet
- Overview of Pressure Vessel Design-Instructor's Guide (Carucci)Document137 pagesOverview of Pressure Vessel Design-Instructor's Guide (Carucci)Kittipong PhakakarnNo ratings yet
- Es7 PDFDocument4 pagesEs7 PDFayoungaNo ratings yet
- Addressing Some Issues in Drop Weight Testing - A Material Science ApproachDocument16 pagesAddressing Some Issues in Drop Weight Testing - A Material Science ApproachManish BhadauriaNo ratings yet
- SA/AS1548 - 7 - 460R: XlerplateDocument3 pagesSA/AS1548 - 7 - 460R: XlerplatenavNo ratings yet
- Stainless SteelDocument7 pagesStainless SteelcasaeanNo ratings yet
- C1499.35742 EquibiaxialDocument13 pagesC1499.35742 EquibiaxialRedV1rus100% (1)
- Visual Vessel Design FAQDocument23 pagesVisual Vessel Design FAQsierthinNo ratings yet
- Astm A 278 - A 278M - 01 (2015)Document4 pagesAstm A 278 - A 278M - 01 (2015)Nguyễn Như ThếNo ratings yet
- Ductile Iron Pressure Pipe: Standard Index of Specifications ForDocument2 pagesDuctile Iron Pressure Pipe: Standard Index of Specifications Forist93993No ratings yet
- Recent Developments in Piping Vibration Screening LimitsDocument15 pagesRecent Developments in Piping Vibration Screening Limitstgpg7fk758No ratings yet
- A 1092 - 15Document3 pagesA 1092 - 15Pavan KumarNo ratings yet
- Surfaceb Finish Meterology TutorialDocument162 pagesSurfaceb Finish Meterology TutorialChristian Barnard100% (1)
- Documents - Tips - Aws A511 A511m 2010 PDFDocument53 pagesDocuments - Tips - Aws A511 A511m 2010 PDFclnNo ratings yet
- Stress Corrosion Crack Growth Behavior of Cold Worked Austenitic Stainless Steel in High Temperature WaterDocument7 pagesStress Corrosion Crack Growth Behavior of Cold Worked Austenitic Stainless Steel in High Temperature Wateramd mhmNo ratings yet
- 2012-08-22 C Ikeagu and A Seton of Subsea 7 - Material Selection For Subsea PipelinesDocument26 pages2012-08-22 C Ikeagu and A Seton of Subsea 7 - Material Selection For Subsea PipelineshamidrezaettelaieNo ratings yet
- Fracture Behaviour of Pressure TubesDocument19 pagesFracture Behaviour of Pressure TubespajadhavNo ratings yet
- pd022 Rawls 2015 oDocument19 pagespd022 Rawls 2015 oJoão CarlosNo ratings yet
- Pipeline SCC in Saudi ArabiaDocument30 pagesPipeline SCC in Saudi ArabiaFrank MosesNo ratings yet
- CO2 Transport Overview - S. Santos IEAGHGDocument29 pagesCO2 Transport Overview - S. Santos IEAGHGYahyah NahabooNo ratings yet
- Jonathan Mckinley Holt JNM 2008Document33 pagesJonathan Mckinley Holt JNM 2008Chandra ClarkNo ratings yet
- 7 - Pipeline Corrosion PDFDocument27 pages7 - Pipeline Corrosion PDFSimone SanNo ratings yet
- HPHTGaps-FinalReport 2006Document16 pagesHPHTGaps-FinalReport 2006Waleed Barakat MariaNo ratings yet
- Corrosive Sulphur & Oil Passivation Effects on TransformersDocument18 pagesCorrosive Sulphur & Oil Passivation Effects on TransformersböhmitNo ratings yet
- Pressure Cycling of Steel Pressure Vessels With Gaseous HydrogenDocument25 pagesPressure Cycling of Steel Pressure Vessels With Gaseous HydrogenThanhtuan NguyenNo ratings yet
- Molecular Sieve Desiccant Dehydrator For Natural Gas: Bettis Model DD (Standard Service) Bettis Model DD-S (Sour Service)Document4 pagesMolecular Sieve Desiccant Dehydrator For Natural Gas: Bettis Model DD (Standard Service) Bettis Model DD-S (Sour Service)Alina SmochinaNo ratings yet
- ACR Fuel Channel Technology Base and R&D ProgramDocument52 pagesACR Fuel Channel Technology Base and R&D ProgramMahmood KhanNo ratings yet
- Sandvic Advance Alloy For Refinery IndustryDocument63 pagesSandvic Advance Alloy For Refinery IndustryAvinawNo ratings yet
- Corrosion 2015 - H2 - FinalDocument18 pagesCorrosion 2015 - H2 - FinalWBNo ratings yet
- Marine Structures Corrosion and Methods of PreventionDocument55 pagesMarine Structures Corrosion and Methods of PreventiongaydanNo ratings yet
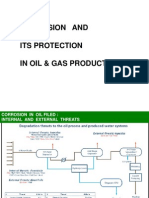
- Corrosion in Oil GasDocument108 pagesCorrosion in Oil Gaslaz_k100% (1)
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- ZIRAT25Document12 pagesZIRAT25Siddhartha GaubaNo ratings yet
- ML0228106530Document33 pagesML0228106530Siddhartha GaubaNo ratings yet
- Safety Series 050-SG-D1 1979Document47 pagesSafety Series 050-SG-D1 1979Siddhartha GaubaNo ratings yet
- Iphwr 220Document37 pagesIphwr 220Siddhartha GaubaNo ratings yet
- Reactor Containment Technology PDFDocument733 pagesReactor Containment Technology PDFSiddhartha GaubaNo ratings yet
- Catalogue of Requirements For Plant-Specific Reviews of German Nuclear Power Plants in The Light of The Events in Fukushima-I (Japan)Document5 pagesCatalogue of Requirements For Plant-Specific Reviews of German Nuclear Power Plants in The Light of The Events in Fukushima-I (Japan)Siddhartha GaubaNo ratings yet
- Technical Data Sheet For HIT RE500 V3 Injection Mortar in Concrete With HIT V Rods Approval Document ASSET DOC 6248161 PDFDocument41 pagesTechnical Data Sheet For HIT RE500 V3 Injection Mortar in Concrete With HIT V Rods Approval Document ASSET DOC 6248161 PDFmohd sahalNo ratings yet
- Building Technology 3Document25 pagesBuilding Technology 3Melaine A. FranciscoNo ratings yet
- Basic Airframe RepairDocument98 pagesBasic Airframe RepairBookMaggotNo ratings yet
- Impact Strength Vs Fracture ToughnessDocument2 pagesImpact Strength Vs Fracture ToughnessEdwardNo ratings yet
- The Slow Strain Rate Stress CorrosionDocument31 pagesThe Slow Strain Rate Stress CorrosionBehnam HosseinzaeiNo ratings yet
- Is 1785 1 1983 PDFDocument23 pagesIs 1785 1 1983 PDFakashNo ratings yet
- Understanding MatterDocument28 pagesUnderstanding MatterFLORA MAY VILLANUEVANo ratings yet
- MCQ Practice Test Set 01to20Document41 pagesMCQ Practice Test Set 01to20Chan Myae Aung100% (1)
- Effect of The Addition of Polypropylene Fiber On Concrete PropertiesDocument27 pagesEffect of The Addition of Polypropylene Fiber On Concrete PropertiesSantu PatraNo ratings yet
- Microstructure and Stress Effects on Fatigue Fracture Behavior of Carburized 18CrNiMo7-6 SteelDocument7 pagesMicrostructure and Stress Effects on Fatigue Fracture Behavior of Carburized 18CrNiMo7-6 SteelLuis HiguerasNo ratings yet
- 114 Analysis of Plastics Solidworks SimulationDocument26 pages114 Analysis of Plastics Solidworks Simulationtaaj77No ratings yet
- METALLURGICAL TREATMENT DUCTILE IRONin ProgressDocument78 pagesMETALLURGICAL TREATMENT DUCTILE IRONin ProgressVishal MaliNo ratings yet
- Materials Today Communications: S. Deniz Varsavas, Cevdet KaynakDocument10 pagesMaterials Today Communications: S. Deniz Varsavas, Cevdet KaynakbnechitaNo ratings yet
- Development of A Domestic Water Medium Rice Destoning MachineDocument5 pagesDevelopment of A Domestic Water Medium Rice Destoning MachineStanleyNo ratings yet
- Module 06 Paprt 1 Material and ProcessDocument20 pagesModule 06 Paprt 1 Material and ProcessAviation World100% (3)
- Testing and Inspection of Welding CourseDocument186 pagesTesting and Inspection of Welding CourseWahyu Tirta Nugraha100% (1)
- Module 1 & 2 - CMTDocument13 pagesModule 1 & 2 - CMTMyka Mhey BatallonesNo ratings yet
- NBS13Document196 pagesNBS13Gustavo SánchezNo ratings yet
- Metallic Bonding and Alloys: Learning ObjectivesDocument6 pagesMetallic Bonding and Alloys: Learning ObjectivesTalpyn RakhymNo ratings yet
- 08 - Sheet Metal WorkDocument53 pages08 - Sheet Metal Workyttikyssim100% (23)
- Din en 1320-1996Document18 pagesDin en 1320-1996edcam13No ratings yet
- 15 Y10 Basic Technology QP AB PDFDocument11 pages15 Y10 Basic Technology QP AB PDFFilomena TuisoliaNo ratings yet
- LESSON NO. 1 in Machine Design 1Document9 pagesLESSON NO. 1 in Machine Design 1Carl JavierNo ratings yet
- BLACKBOOKDocument78 pagesBLACKBOOKBhushan ShilwarNo ratings yet
- KSSM F1 C6Document74 pagesKSSM F1 C6Tanisa SaminNo ratings yet
- Ductile Iron Castings: Standard Reference Radiographs ForDocument2 pagesDuctile Iron Castings: Standard Reference Radiographs ForJorge ToribioNo ratings yet
- Lab05 Candy LabDocument14 pagesLab05 Candy LabJason Paul RoqueNo ratings yet
- Machine Design TermsDocument301 pagesMachine Design Termsitsmechelle100% (1)
- MalleabilityDocument10 pagesMalleabilityChristine Jane RodriguezNo ratings yet
- SBVL Assignment2Document4 pagesSBVL Assignment2Nam PhuongNo ratings yet