You might also like
- High Strength Precipitation Hardening and Duplex Stainless Steel Bolting For Special Purpose ApplicationsDocument6 pagesHigh Strength Precipitation Hardening and Duplex Stainless Steel Bolting For Special Purpose ApplicationsDanZel DanNo ratings yet
- Section Viii Div 1 Div 2 Div ComparisonDocument2 pagesSection Viii Div 1 Div 2 Div Comparisonapparaokr100% (5)
- AWS D1.1 vs CSA W47.1 & W59 Standards ReviewDocument25 pagesAWS D1.1 vs CSA W47.1 & W59 Standards Reviewqc_531040655No ratings yet
- Lip Seal ParkerDocument170 pagesLip Seal Parkersport2008100% (1)
- Assessing Pipeline Girth Weld FlawsDocument48 pagesAssessing Pipeline Girth Weld FlawsLuigi Rizzi100% (1)
- Field Welding Inspection Checklist: Wisconsin Department of TransportationDocument1 pageField Welding Inspection Checklist: Wisconsin Department of TransportationDele TedNo ratings yet
- Astm A1058Document11 pagesAstm A1058Vyn Vyn100% (1)
- Asme Sec V A-15-2006Document4 pagesAsme Sec V A-15-2006Muhammed Abo-FandoodNo ratings yet
- Welding Martensitic Stainless SteelsDocument4 pagesWelding Martensitic Stainless SteelsBabar Manzoor GhauriNo ratings yet
- Hardness TestDocument25 pagesHardness TestDeniThomasBoban100% (1)
- UDocument1 pageUmohd as shahiddin jafriNo ratings yet
- Creep and FatigueDocument30 pagesCreep and FatigueAyush ShahNo ratings yet
- Lunch & Learn: Structural Steel SelectionDocument17 pagesLunch & Learn: Structural Steel Selectionanuj SinghNo ratings yet
- Mechanical Properties of MaterialsDocument3 pagesMechanical Properties of MaterialsSuyash KhannaNo ratings yet
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Document6 pagesGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiNo ratings yet
- Case Study - Amine Regeneration ColumnDocument2 pagesCase Study - Amine Regeneration ColumnAshfaq Anwer100% (2)
- Project Standards and Specifications Design of Furnace Systems Rev01Document10 pagesProject Standards and Specifications Design of Furnace Systems Rev01siddiquiee74No ratings yet
- Ultrasonic Methods API 941 Annex E Draft 3 CleanDocument5 pagesUltrasonic Methods API 941 Annex E Draft 3 CleanRupam BaruahNo ratings yet
- Web Datasheet A6.2Document4 pagesWeb Datasheet A6.2wolf_nsNo ratings yet
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Document2 pagesWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiNo ratings yet
- ICHAZ Microstructure Impacts HSLA Steel ToughnessDocument10 pagesICHAZ Microstructure Impacts HSLA Steel ToughnessFilipe RenanNo ratings yet
- UAE-CSWIP Visual Welding Inspector Level 1 (3.0)Document2 pagesUAE-CSWIP Visual Welding Inspector Level 1 (3.0)adeoye_okunoyeNo ratings yet
- Case Study on Sulfide Stress Corrosion Cracking of an A216-WCC Wellhead Flow Control Valve BodyDocument12 pagesCase Study on Sulfide Stress Corrosion Cracking of an A216-WCC Wellhead Flow Control Valve Bodypinkan25No ratings yet
- FCAW Electrode Classification and PerformanceDocument6 pagesFCAW Electrode Classification and PerformanceChoky Nandho AlghifariezNo ratings yet
- Embrittlement of Duplex Stainless SteelDocument4 pagesEmbrittlement of Duplex Stainless Steeljaymin444No ratings yet
- Various criteria of transition temperature obtained from Charpy testDocument13 pagesVarious criteria of transition temperature obtained from Charpy testchandakweNo ratings yet
- Saep 37Document9 pagesSaep 37Anonymous 4IpmN7On100% (1)
- Mechanical Behaviour and Testing of MaterialsDocument5 pagesMechanical Behaviour and Testing of MaterialsSachi DhanandamNo ratings yet
- PDFDocument23 pagesPDFAsira UdayakanthaNo ratings yet
- 00 Cover WE Rev2Document5 pages00 Cover WE Rev2ariyonodndiNo ratings yet
- Life Management and Maintenance - BalticaDocument261 pagesLife Management and Maintenance - Balticabrunoreiscardoso0% (1)
- Demagnetization: BSS Non Destructive Testing PVT - LTDDocument18 pagesDemagnetization: BSS Non Destructive Testing PVT - LTDSANU100% (1)
- Material Selection TutorialDocument18 pagesMaterial Selection TutorialArShAdNo ratings yet
- The Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuDocument9 pagesThe Hic Failure (Dillinger Pipe) : Ahmad A. Al-Ghubini Vid/QmuSamuel JohnNo ratings yet
- IPP05 Material Selection PDFDocument51 pagesIPP05 Material Selection PDFsebastianNo ratings yet
- Basics of A ScaffoldDocument8 pagesBasics of A ScaffoldAhmed IsahNo ratings yet
- Uponor Montazni Manual EN FIN PDFDocument72 pagesUponor Montazni Manual EN FIN PDFAmar BayasgalanNo ratings yet
- Corrosion TestingDocument13 pagesCorrosion TestingChristopherJohnGoodingNo ratings yet
- Asm Products & Education Catalog: Celebrating Our First 100 Years of Materials InnovationDocument52 pagesAsm Products & Education Catalog: Celebrating Our First 100 Years of Materials InnovationVinit AhluwaliaNo ratings yet
- Asme Sec Ix IntroDocument24 pagesAsme Sec Ix IntroTim Joseph AlvaroNo ratings yet
- Modul Tambahan Kualifikasi Las (KL)Document27 pagesModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- Tweco Welding Catalogue 2001Document84 pagesTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- ITP For Drum Screen InspectionDocument1 pageITP For Drum Screen InspectionkapsarcNo ratings yet
- Circumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateDocument5 pagesCircumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateSinan ChenNo ratings yet
- Twi Hardness TestingDocument8 pagesTwi Hardness TestingchungndtNo ratings yet
- 5 - Section 14 - Arc Welding ConsumablesDocument11 pages5 - Section 14 - Arc Welding Consumablesrizkialia12No ratings yet
- ML 1015998765Document42 pagesML 1015998765ডঃ শুভম চ্যাটার্জীNo ratings yet
- 9ni Cryogenic Materials PDFDocument5 pages9ni Cryogenic Materials PDFyogie4061100% (1)
- Weld Fitting Flange Astm SpecsDocument1 pageWeld Fitting Flange Astm SpecsAZU-OKPONo ratings yet
- Alloy 6moDocument2 pagesAlloy 6moqshaath100% (1)
- Thermanit MTS 3 - GTAWDocument1 pageThermanit MTS 3 - GTAWdnageshm4n244No ratings yet
- Sandvik 2RE69: Austenitic Stainless SteelDocument4 pagesSandvik 2RE69: Austenitic Stainless SteelalexmontellNo ratings yet
- Exp-6 Creep TestDocument6 pagesExp-6 Creep TestHanamant HunashikattiNo ratings yet
- CWB Welder SOPDocument95 pagesCWB Welder SOPHarminder KumarNo ratings yet
- Weld Metal Solidification-1 - Grain StructureDocument51 pagesWeld Metal Solidification-1 - Grain StructureChelekara Subramanian Abhilash Iyer100% (3)
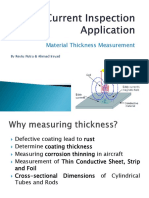
- Eddy Current Inspection ApplicationDocument13 pagesEddy Current Inspection ApplicationRestu PutraNo ratings yet
- A Study On Transverse Weld Cracks PDFDocument8 pagesA Study On Transverse Weld Cracks PDFRifani ImamNo ratings yet
- 10 1016@j Ijhydene 2020 02 035Document9 pages10 1016@j Ijhydene 2020 02 035TarunNo ratings yet
- Alloying ElementsDocument51 pagesAlloying Elements庄查理No ratings yet
- Ipc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDocument9 pagesIpc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDietmar WengerNo ratings yet
- Vessels LDocument34 pagesVessels LMohammed.abudi1996No ratings yet
- Method Statement For In-Situ Metallography Test: DCSM Project 2019Document5 pagesMethod Statement For In-Situ Metallography Test: DCSM Project 2019Thinh NguyenNo ratings yet
- High-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENDocument24 pagesHigh-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENrajnish14feb8516No ratings yet
- Corrosion Resistance TablesDocument9 pagesCorrosion Resistance TablesManoj BNo ratings yet
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- Welder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 pageWelder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingReza100% (1)
- THESIS PRABHSIMRAN ENGG01201601037 OCES60-compressed 2 PDFDocument241 pagesTHESIS PRABHSIMRAN ENGG01201601037 OCES60-compressed 2 PDFManish BhadauriaNo ratings yet
- How To Resolve Slow Performance When of IIS 7.5 Virtual DirectoryDocument9 pagesHow To Resolve Slow Performance When of IIS 7.5 Virtual DirectoryManish BhadauriaNo ratings yet
- An overview of forging processes and defectsDocument7 pagesAn overview of forging processes and defectsNagendra KumarNo ratings yet
- Part-C Defects - Nptel PDFDocument5 pagesPart-C Defects - Nptel PDFLakhwant Singh KhalsaNo ratings yet
- Carlson 904L Austenitic Stainless Steel: CategoriesDocument6 pagesCarlson 904L Austenitic Stainless Steel: CategoriesBagus PutraNo ratings yet
- Aalco Datasheet Al Test CertificatesDocument7 pagesAalco Datasheet Al Test CertificatesPJOE81No ratings yet
- Literature SurveyDocument2 pagesLiterature SurveyPrabhu chauhanNo ratings yet
- Iadc PDC Bit ClassificationDocument5 pagesIadc PDC Bit ClassificationAli AlakariNo ratings yet
- Astm B163 PDFDocument12 pagesAstm B163 PDFSuellen FerreiraNo ratings yet
- Materials & Hardware: Terms and DefinitionsDocument12 pagesMaterials & Hardware: Terms and DefinitionsAkash DeyNo ratings yet
- High Temperature Service Equipment and Piping Maintenance in PlantDocument22 pagesHigh Temperature Service Equipment and Piping Maintenance in Plantvaratharajan g rNo ratings yet
- Mechanical Testing of MaterialsDocument6 pagesMechanical Testing of MaterialsAbhijeet P. DashNo ratings yet
- TSM5746G 1 P 1Document7 pagesTSM5746G 1 P 1haryonoari68No ratings yet
- HTDocument17 pagesHTvictorbirlanNo ratings yet
- 674 PDFDocument94 pages674 PDFsivaenotesNo ratings yet
- DesignPorousClayCeramicsDocument288 pagesDesignPorousClayCeramicsskjr611363No ratings yet
- A Method For Determining Optimum Drilling Techniques: This Is TODocument16 pagesA Method For Determining Optimum Drilling Techniques: This Is TOMontadher Al-saediNo ratings yet
- Lecture 4Document12 pagesLecture 4Alok KumarNo ratings yet
- Mechanical Properties of MaterialsDocument35 pagesMechanical Properties of MaterialsSiseneg TasmaNo ratings yet
- Hardness ComparisonDocument7 pagesHardness ComparisonankurNo ratings yet
- 200319-Final Exam - Machine DesignDocument2 pages200319-Final Exam - Machine DesignJoseph RefuerzoNo ratings yet
- Brinell TestDocument8 pagesBrinell TestAddrien DanielNo ratings yet
- Week 5 General Properties of MaterialsDocument3 pagesWeek 5 General Properties of MaterialsSamantha NamzugNo ratings yet
- 2022 Product Catalog WebDocument100 pages2022 Product Catalog WebEdinson Reyes ValderramaNo ratings yet
- FQ000009 Sward Rocker HardnessDocument2 pagesFQ000009 Sward Rocker HardnessCarlos PerezNo ratings yet
- Assab 718 HHDocument8 pagesAssab 718 HHMoutaz IsmailNo ratings yet
- 18MEL37A, 47A - Material Testing LabDocument62 pages18MEL37A, 47A - Material Testing LabKarthik BhavanashiNo ratings yet