You might also like
- Aircraft Specification (BAC, BMS)Document15 pagesAircraft Specification (BAC, BMS)Orlando Pérez100% (1)
- BOM - M60 - M50 - M40 Speeduino Compatible PCB Rev. 2.0Document1 pageBOM - M60 - M50 - M40 Speeduino Compatible PCB Rev. 2.0Randol Rafael Reyes RodriguezNo ratings yet
- Design of Mechanical SpringsDocument20 pagesDesign of Mechanical SpringsAngelito Macaraig100% (2)
- Stavax Material Data SheetDocument12 pagesStavax Material Data SheetSubhashNo ratings yet
- ASP30 090618 EdDocument8 pagesASP30 090618 EdJandrey Carlos CorrêaNo ratings yet
- Assab 88-150216Document19 pagesAssab 88-150216mohammad barnessNo ratings yet
- Nimax D20140714Document16 pagesNimax D20140714mohammad barnessNo ratings yet
- Dievar D20140715 PDFDocument16 pagesDievar D20140715 PDFRizal IephoNo ratings yet
- Assab 718 HH - en PDFDocument8 pagesAssab 718 HH - en PDFKangsin HalimNo ratings yet
- Assab 718 HH - enDocument8 pagesAssab 718 HH - enKangsin HalimNo ratings yet
- ASSAB Vanadis 8 SuperClean enDocument12 pagesASSAB Vanadis 8 SuperClean enAre Soo YantoNo ratings yet
- ASSAB 8407 Supreme-D20140715Document12 pagesASSAB 8407 Supreme-D20140715yanuarNo ratings yet
- Coolmould ENDocument8 pagesCoolmould ENclanfraser.vtNo ratings yet
- Stavax ESR PH-ENDocument12 pagesStavax ESR PH-ENChetan SharmaNo ratings yet
- Assab Steel EquivalentDocument8 pagesAssab Steel EquivalentHarmand HadinataNo ratings yet
- Caldie 150216Document12 pagesCaldie 150216Joao100% (2)
- Assab 2083 enDocument8 pagesAssab 2083 enKangsin HalimNo ratings yet
- Assab 88-150216Document12 pagesAssab 88-150216jebripahlaviNo ratings yet
- Assab 518 enDocument8 pagesAssab 518 enSamanthaPereraNo ratings yet
- Assab 618HH enDocument8 pagesAssab 618HH enSamanthaPereraNo ratings yet
- ASSAB 8407 Supreme-ENDocument12 pagesASSAB 8407 Supreme-ENAhmad Fatih ASNo ratings yet
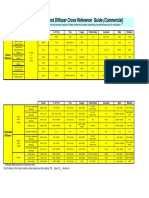
- Grilles-Registers Cross-Reference PDFDocument12 pagesGrilles-Registers Cross-Reference PDFRaymond CunNo ratings yet
- Shell Spirax s6 Axme 80w 140 TdsDocument2 pagesShell Spirax s6 Axme 80w 140 Tdsniku singhNo ratings yet
- AX84 October Studio 100325Document12 pagesAX84 October Studio 100325Tanker BorysNo ratings yet
- CMT Waveguide Handbook Part 1 With HighlightsDocument98 pagesCMT Waveguide Handbook Part 1 With HighlightsoinkNo ratings yet
- Rapid Bike ApplicationsDocument36 pagesRapid Bike ApplicationsdoktorskiNo ratings yet
- Detector To Bracket Match Guide 1.5.21Document1 pageDetector To Bracket Match Guide 1.5.21bbutros_317684077No ratings yet
- Avd Audio Diy Kit 1176ln Rev.d Bom1176ln - v3Document5 pagesAvd Audio Diy Kit 1176ln Rev.d Bom1176ln - v3crackintheshatNo ratings yet
- Iadc Bit Classification PDFDocument1 pageIadc Bit Classification PDFwalidNo ratings yet
- Diferencial 14X PDFDocument38 pagesDiferencial 14X PDFmanuelNo ratings yet
- Corvalis Vs Cirrus SR22Document4 pagesCorvalis Vs Cirrus SR22Israel OluwagbemiNo ratings yet
- LEDriving Retrofits - Exchange Overview (EN)Document7 pagesLEDriving Retrofits - Exchange Overview (EN)andr.bauntiNo ratings yet
- 147-1557 Radiator & Hyd Oil Cooler GP S - N FDP1-7198 Part of 185-7602 Cooling Ar, 185-7603, 185-7604 Cooling Ar-High Ambient Temp An Attachment 420DDocument1 page147-1557 Radiator & Hyd Oil Cooler GP S - N FDP1-7198 Part of 185-7602 Cooling Ar, 185-7603, 185-7604 Cooling Ar-High Ambient Temp An Attachment 420DRamón ManglesNo ratings yet
- Esbe SERIES ARA600 3-Point: Series MG, G, F, H, HG, BIV, T, TMDocument8 pagesEsbe SERIES ARA600 3-Point: Series MG, G, F, H, HG, BIV, T, TMJose Antonio RuizNo ratings yet
- 8662DxxB 976357Document34 pages8662DxxB 976357ManunoghiNo ratings yet
- NSWE Company ProfileDocument9 pagesNSWE Company ProfileJuan RodriguezNo ratings yet
- Spirax S4 AX 85W-140Document2 pagesSpirax S4 AX 85W-140Xavier DiazNo ratings yet
- Diode Cross ReferenceDocument26 pagesDiode Cross ReferenceSGI AUTOMOTIVE PVT LTDNo ratings yet
- Classic Rotary Switch Range 2020 v1Document19 pagesClassic Rotary Switch Range 2020 v1Dave PotterNo ratings yet
- Series Description: Universal Product Line: Steel Externals - Jacketed PumpsDocument9 pagesSeries Description: Universal Product Line: Steel Externals - Jacketed PumpsAnonymous uCYIu1No ratings yet
- Model Number: AD-12075AB Revision Number: 1.0: S.No Reference Description QuantityDocument2 pagesModel Number: AD-12075AB Revision Number: 1.0: S.No Reference Description QuantityRajeshMedidhiNo ratings yet
- Meritor 14x Driveaxle Parts CatalogDocument39 pagesMeritor 14x Driveaxle Parts CatalogeduardoNo ratings yet
- WDS104 Dyna SealDocument1 pageWDS104 Dyna SealRANAIVOARIMANANANo ratings yet
- RSK Non Return Damper Product DatasheetDocument1 pageRSK Non Return Damper Product DatasheetDan PascaruNo ratings yet
- Assembly & Maintenance Rack & PinionDocument22 pagesAssembly & Maintenance Rack & PinionAgustina De WinneNo ratings yet
- Assembly & Maintenance Rack & PinionDocument22 pagesAssembly & Maintenance Rack & PinionFilipe Simoes OliveiraNo ratings yet
- IOM Rack & PinionDocument22 pagesIOM Rack & PinionAgustina De WinneNo ratings yet
- Assembly & Maintenance Rack & PinionDocument22 pagesAssembly & Maintenance Rack & PinionAgustina De WinneNo ratings yet
- IOM Rack & PinionDocument22 pagesIOM Rack & PinionAgustina De WinneNo ratings yet
- Ops Maints Manual Rack and PinionDocument22 pagesOps Maints Manual Rack and PinionFilipe Simoes OliveiraNo ratings yet
- 8662QxxB 976310Document35 pages8662QxxB 976310ManunoghiNo ratings yet
- Gsi Technology Gsits01771 1 1759339Document30 pagesGsi Technology Gsits01771 1 1759339ManunoghiNo ratings yet
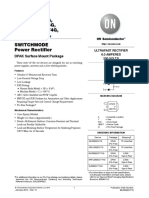
- MURD620CTG, NRVUD620CTG, MURD620CTT4G, NRVUD620CTT4G, SUR620CTT4G, Switchmode Power RectifierDocument5 pagesMURD620CTG, NRVUD620CTG, MURD620CTT4G, NRVUD620CTT4G, SUR620CTT4G, Switchmode Power Rectifierjorge gonzalezNo ratings yet
- Catalogo Actreg AtuadorDocument4 pagesCatalogo Actreg AtuadorRuan FreitasNo ratings yet
- Categoría Cantidad Referencias Valor PCB Package Código AlmacénDocument3 pagesCategoría Cantidad Referencias Valor PCB Package Código AlmacénHumberto Andrade DominguezNo ratings yet
- 06 SafDocument67 pages06 SafOleksandr U.No ratings yet
- Cross ReferenceDocument3 pagesCross ReferenceABDUL MUZAMMILNo ratings yet
- InfographicDocument8 pagesInfographicLệnhHồXungNo ratings yet
- Catálogo Mangueras PARKERDocument30 pagesCatálogo Mangueras PARKERJorge CalcaneoNo ratings yet
- GE Led Tetra Al10 DsDocument4 pagesGE Led Tetra Al10 DsHydrolectric Ltd.No ratings yet
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- Instantaneous - DHW - Production Heat ExchangerDocument4 pagesInstantaneous - DHW - Production Heat ExchangerMoutaz IsmailNo ratings yet
- Delta Trak Infrared Thermometer 15002-15003-15005Document1 pageDelta Trak Infrared Thermometer 15002-15003-15005Moutaz IsmailNo ratings yet
- Q8 Goya DDocument3 pagesQ8 Goya DMoutaz IsmailNo ratings yet
- ASN2Document2 pagesASN2Moutaz IsmailNo ratings yet
- XHP Gear 600 XP 220Document1 pageXHP Gear 600 XP 220Moutaz IsmailNo ratings yet
- Calpeda Catalogue - en - 50hz NMPDocument3 pagesCalpeda Catalogue - en - 50hz NMPMoutaz IsmailNo ratings yet
- BRH 4WRE (E) - Re29061 - 2005-10Document20 pagesBRH 4WRE (E) - Re29061 - 2005-10Moutaz IsmailNo ratings yet
- Lactuca LT 3000Document1 pageLactuca LT 3000Moutaz IsmailNo ratings yet
- MLT-260 C37700Document2 pagesMLT-260 C37700Moutaz IsmailNo ratings yet
- Asset FlyerDocument8 pagesAsset FlyerMoutaz IsmailNo ratings yet
- Rope ConstructionDocument7 pagesRope ConstructionMoutaz IsmailNo ratings yet
- High Temperature Dropping PointDocument1 pageHigh Temperature Dropping PointMoutaz IsmailNo ratings yet
- Viper - To PrintDocument4 pagesViper - To PrintMoutaz IsmailNo ratings yet
- 423-Renolin CLP-1Document1 page423-Renolin CLP-1Moutaz IsmailNo ratings yet
- Test Report of GreaseDocument1 pageTest Report of GreaseMoutaz IsmailNo ratings yet
- 3602-Data-Sheet-v.2.1 Meter CounterDocument2 pages3602-Data-Sheet-v.2.1 Meter CounterMoutaz IsmailNo ratings yet
- Applicators and Crimping MachinesDocument32 pagesApplicators and Crimping MachinesMoutaz IsmailNo ratings yet
- BP Energol GR-XP 150Document2 pagesBP Energol GR-XP 150Moutaz IsmailNo ratings yet
- 2CP EN 60HzDocument10 pages2CP EN 60HzMoutaz IsmailNo ratings yet
- RP and SC Stock Sprockets - Center Guide: Type A Type B Type C Type DDocument3 pagesRP and SC Stock Sprockets - Center Guide: Type A Type B Type C Type DMoutaz IsmailNo ratings yet
- Surface Treatments & Coatings Ref: S. KalpakjianDocument22 pagesSurface Treatments & Coatings Ref: S. KalpakjianjojoNo ratings yet
- Carbon Dioxide Sequestration of Concrete Slurry Waste and Its Valorisation in Construction ProductsDocument9 pagesCarbon Dioxide Sequestration of Concrete Slurry Waste and Its Valorisation in Construction ProductsAdrián PNo ratings yet
- Hardness TestDocument2 pagesHardness TestjorgekarlosprNo ratings yet
- Composite Slab ReportDocument10 pagesComposite Slab ReportAhmed Moustafa AboelelaNo ratings yet
- Lecture 5Document51 pagesLecture 5MagdyNo ratings yet
- Borchers Rheological Additives: For Waterborne Coating SystemsDocument6 pagesBorchers Rheological Additives: For Waterborne Coating Systemsrogerkid17No ratings yet
- LESSON 5 Genchem2Document20 pagesLESSON 5 Genchem2J NavarroNo ratings yet
- Rask 1989Document27 pagesRask 1989Ruxandra SimionNo ratings yet
- 18 Vetogrout EG340 - 180321Document2 pages18 Vetogrout EG340 - 180321Maha MuflehNo ratings yet
- Finite Element Study of Structural DiscontinuitiesDocument54 pagesFinite Element Study of Structural DiscontinuitiesRPDeshNo ratings yet
- TOPICWISE Weightage of Marks For Csir Net Chemical Sciences: (June 2011 To 2020)Document6 pagesTOPICWISE Weightage of Marks For Csir Net Chemical Sciences: (June 2011 To 2020)Shivangi JainNo ratings yet
- NFPA - Grooved FittingsDocument1 pageNFPA - Grooved FittingsShaban SarwarNo ratings yet
- Michael J. McPhaden - Agus Santoso - Wenju Cai - El Niño Southern Oscillation in A Changing ClimateDocument502 pagesMichael J. McPhaden - Agus Santoso - Wenju Cai - El Niño Southern Oscillation in A Changing ClimatecfisicasterNo ratings yet
- ME6604 GDJP - by Civildatas - Com 1Document151 pagesME6604 GDJP - by Civildatas - Com 1JamesNo ratings yet
- Calorimetry in Pharmaceutical Research PDFDocument13 pagesCalorimetry in Pharmaceutical Research PDFAndré Luís Della VolpeNo ratings yet
- Is - 15462 PDFDocument20 pagesIs - 15462 PDFAnuradhaPatraNo ratings yet
- Sulfur SodiumDocument80 pagesSulfur Sodiumnestorsilva89No ratings yet
- Fluidscan Q1100 PresentationDocument16 pagesFluidscan Q1100 PresentationFraz AhmadNo ratings yet
- NSEA Solved Paper 2015Document30 pagesNSEA Solved Paper 2015vv12345670% (1)
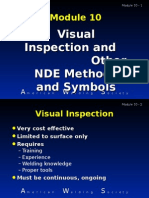
- Visual Inspection and Other NDE Methods and SymbolsDocument92 pagesVisual Inspection and Other NDE Methods and Symbolstuvu100% (2)
- HPHT Reservoirs - Overview 16-20 - Sep - 2019 PDFDocument44 pagesHPHT Reservoirs - Overview 16-20 - Sep - 2019 PDFVasy Stancu100% (1)
- Peter C. Jordan Chemical KineticsDocument374 pagesPeter C. Jordan Chemical KineticsDiana MontagutNo ratings yet
- 27e9f1d3-c2a9-443a-b033-5cecf47738caDocument3 pages27e9f1d3-c2a9-443a-b033-5cecf47738caahmetNo ratings yet
- TABLE I. Physical Properties - Continued. Fluid MIL-PRF-5606 Resistance ASTM D471Document1 pageTABLE I. Physical Properties - Continued. Fluid MIL-PRF-5606 Resistance ASTM D471David WongNo ratings yet
- Conductive PenDocument2 pagesConductive Penpepper100No ratings yet
- Motor-Cad Smma 2001Document11 pagesMotor-Cad Smma 2001ademirpeNo ratings yet
- Lab 03 - Film & Dropwise CondensationDocument14 pagesLab 03 - Film & Dropwise CondensationMuhammad FarhanNo ratings yet
- Evaluation of Era-Tab As A Direct Compression Excipient: Research PaperDocument6 pagesEvaluation of Era-Tab As A Direct Compression Excipient: Research PaperVimedimex 2 Phòng RDNo ratings yet