You might also like
- Administration and Supervisory Uses of Test and Measurement - Coronado, Juliet N.Document23 pagesAdministration and Supervisory Uses of Test and Measurement - Coronado, Juliet N.Juliet N. Coronado89% (9)
- Epson PLQ-50 Part List & DiagramDocument7 pagesEpson PLQ-50 Part List & DiagramRyanNo ratings yet
- GM Sensor Board Parts ListDocument1 pageGM Sensor Board Parts ListRicardo LealNo ratings yet
- Surgical Treatment of Tarsal Coalitions in ChildrenDocument10 pagesSurgical Treatment of Tarsal Coalitions in ChildrenNegru TeodorNo ratings yet
- Notes FCE 511Document130 pagesNotes FCE 511Mwengei MutetiNo ratings yet
- BLADED - Theory Manual PDFDocument134 pagesBLADED - Theory Manual PDFdavidlokito100% (2)
- The Mini-Guide To Sacred Codes and SwitchwordsDocument99 pagesThe Mini-Guide To Sacred Codes and SwitchwordsJason Alex100% (9)
- Cloud Computing For Industrial Automation Systems - A ComprehensiveDocument4 pagesCloud Computing For Industrial Automation Systems - A ComprehensiveJason FloydNo ratings yet
- Islandia - Mapa de IslandiaDocument1 pageIslandia - Mapa de IslandiaManuel MorenoNo ratings yet
- Changing European Storm Loss Potentials Under Modified Climate Conditions According To Ensemble Simulations of The Echam5/Mpi-Om1 GCMDocument11 pagesChanging European Storm Loss Potentials Under Modified Climate Conditions According To Ensemble Simulations of The Echam5/Mpi-Om1 GCMBengt HörbergNo ratings yet
- SP 386089Document2 pagesSP 386089EverardJuanilloNo ratings yet
- Learn About HurricanesDocument2 pagesLearn About Hurricanesapi-255930635No ratings yet
- Betriebsanleitung General Operating ManualDocument24 pagesBetriebsanleitung General Operating ManualMaria Eugenia RiveraNo ratings yet
- The 100 Articles by Burhan ReadingDocument213 pagesThe 100 Articles by Burhan ReadingMD Sheikh SadiNo ratings yet
- CH 7 StudyonenzymatictreatmentforbiosofteningDocument46 pagesCH 7 StudyonenzymatictreatmentforbiosofteningAnanya SinghNo ratings yet
- Manual Growatt MIN 2500 6000TL XH 1PH 2 MPPT Solar Hybrid Inverter 2021 ENGDocument30 pagesManual Growatt MIN 2500 6000TL XH 1PH 2 MPPT Solar Hybrid Inverter 2021 ENGMeyerNo ratings yet
- A Novel Lattice Structure For SL Investment Casting PatternsDocument10 pagesA Novel Lattice Structure For SL Investment Casting PatternsNicola MerzagoraNo ratings yet
- Module IIIDocument20 pagesModule IIIVishal MishraNo ratings yet
- Single Pages-EXPERIENCE-ALULA-BROCHURE-ENGLISHDocument32 pagesSingle Pages-EXPERIENCE-ALULA-BROCHURE-ENGLISHLana MMNo ratings yet
- Resetting International Systems For Pandemic PrepaDocument4 pagesResetting International Systems For Pandemic PrepaGregorius HocevarNo ratings yet
- Xe 90Document116 pagesXe 90Servicios IndustriaNo ratings yet
- Ah9302 - 00000001988 - 0000000001 - 17-02-2022 2Document1 pageAh9302 - 00000001988 - 0000000001 - 17-02-2022 2Syed AliNo ratings yet
- A Study On Biosorbents For The Removal of Chloride Ion From WaterDocument9 pagesA Study On Biosorbents For The Removal of Chloride Ion From WaterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- MGT 7-Annual ReturnDocument14 pagesMGT 7-Annual Returnkalaiselvi venugopalNo ratings yet
- Specifications for Absolute Encoder (ENA 58/10S-360BCD/8-30V/3M/RDocument2 pagesSpecifications for Absolute Encoder (ENA 58/10S-360BCD/8-30V/3M/RNaveen KumarNo ratings yet
- Census of India 2011-Census of India 2011, National Population Register Socio Economic and Caste CensusDocument32 pagesCensus of India 2011-Census of India 2011, National Population Register Socio Economic and Caste CensusMaheshMangureNo ratings yet
- Engineering Mathematics IIDocument28 pagesEngineering Mathematics IIjekikNo ratings yet
- Hybrid Bayesian-Copula-based Risk Assessment For Tall Buildings Subject To Wind Loads Considering Various UncertaintiesDocument9 pagesHybrid Bayesian-Copula-based Risk Assessment For Tall Buildings Subject To Wind Loads Considering Various UncertaintiesLILI XINGNo ratings yet
- Chevrolet Corvette (C6)Document12 pagesChevrolet Corvette (C6)robertoNo ratings yet
- Lancashire Folklore by John Harland and T T Wilkinson - PDF RoomDocument121 pagesLancashire Folklore by John Harland and T T Wilkinson - PDF Roomi.h3ml0ckNo ratings yet
- WIA1002 DS-Assignment-Topic1Document24 pagesWIA1002 DS-Assignment-Topic1shu minNo ratings yet
- PresentationAgust 15 2022Document45 pagesPresentationAgust 15 2022Sriya BanerjeeNo ratings yet
- IFU Fuji Triage Capsules WDocument2 pagesIFU Fuji Triage Capsules WFernando LavandeiraNo ratings yet
- Students' Industrial Work Experience Report on SIWES at Ministry of WorksDocument32 pagesStudents' Industrial Work Experience Report on SIWES at Ministry of Worksekundayo ojoNo ratings yet
- Heresy Floorstanding SpeakerDocument1 pageHeresy Floorstanding Speaker96MysticNo ratings yet
- PM Gati Shakti - National Master Plan for Multi-Modal ConnectivityDocument116 pagesPM Gati Shakti - National Master Plan for Multi-Modal ConnectivityranjitrajivNo ratings yet
- La-L241pr10 Warlock TGL Uma 041Document121 pagesLa-L241pr10 Warlock TGL Uma 041eeNo ratings yet
- 20 Practice Test Lop 9 Luyen Thi Vao 10Document54 pages20 Practice Test Lop 9 Luyen Thi Vao 10Minh TríNo ratings yet
- Iso 15032Document43 pagesIso 15032Narin PoonpunchaiNo ratings yet
- LK UNIT 3 Memproses Transaksi KeuanganDocument3 pagesLK UNIT 3 Memproses Transaksi KeuanganYudya Dhanny Syah Permana Arvai100% (1)
- 1 s2.0 S2590116822000030 MainDocument19 pages1 s2.0 S2590116822000030 MainJIANG LYUNo ratings yet
- Linen Count Sheet & Chemical CostDocument1 pageLinen Count Sheet & Chemical CostBatu Indah Pool VillaNo ratings yet
- Adb Brief 173 Green Recovery Southeast AsiaDocument7 pagesAdb Brief 173 Green Recovery Southeast AsiaJohnnowNo ratings yet
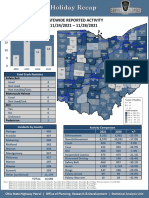
- Thanksgiving Holiday Traffic Report Ohio State Highway PatrolDocument2 pagesThanksgiving Holiday Traffic Report Ohio State Highway PatrolWKYC.comNo ratings yet
- Palm Tower Brochure A4 - Last UpdatedDocument19 pagesPalm Tower Brochure A4 - Last UpdatedNis ANo ratings yet
- A Tenant's Guide to Rental RightsDocument36 pagesA Tenant's Guide to Rental RightsBenny BerniceNo ratings yet
- West and South AfricaDocument80 pagesWest and South AfricaAila BolanosNo ratings yet
- Predicting The ProtonDocument70 pagesPredicting The ProtonIan BeardsleyNo ratings yet
- Corporate finance quizDocument43 pagesCorporate finance quizPriyanka MahajanNo ratings yet
- NURS286 Assignment 5Document4 pagesNURS286 Assignment 5Nursifah HasanahNo ratings yet
- House Resolution No. 71Document4 pagesHouse Resolution No. 71Brandon Michael ChewNo ratings yet
- POEA Records VerificationDocument2 pagesPOEA Records VerificationERROYD KEVIN TOLENTINONo ratings yet
- LG Customer Brochure Listing Manufacturers in Solar IndustryDocument4 pagesLG Customer Brochure Listing Manufacturers in Solar IndustryAdrian GhermanNo ratings yet
- The I Newspaper - Issue 3743 (22 Nov 2022)Document56 pagesThe I Newspaper - Issue 3743 (22 Nov 2022)Me4MeNo ratings yet
- Digital kitchen scales guideDocument47 pagesDigital kitchen scales guideDimitar KirovNo ratings yet
- Summoning Osean FederationDocument128 pagesSummoning Osean FederationRadja RadjaNo ratings yet
- Cambridge O Level: Pakistan Studies 2059/02 October/November 2022Document26 pagesCambridge O Level: Pakistan Studies 2059/02 October/November 2022Ayo TeoNo ratings yet
- FILM330 Problems 2Document5 pagesFILM330 Problems 2Raisya febiyaneeeNo ratings yet
- Catálogo Remeras 2022Document240 pagesCatálogo Remeras 2022matgabcen55No ratings yet
- Nylon Carpet. Harrington Catalogue.2022Document41 pagesNylon Carpet. Harrington Catalogue.2022Nikhil Chawla100% (1)
- Voa AuthorsDocument126 pagesVoa AuthorsMatt WilliamsNo ratings yet
- Myanmar Marine Biodiversity Atlas December 2016Document79 pagesMyanmar Marine Biodiversity Atlas December 2016AyeChan AungNo ratings yet
- Final List Update PDFDocument44 pagesFinal List Update PDFKaushal TiwariNo ratings yet
- CNC PDFDocument455 pagesCNC PDFbhuvneshNo ratings yet
- CS Sample Paper 1Document10 pagesCS Sample Paper 1SpreadSheetsNo ratings yet
- Test Bank For Pediatric Nursing The Critical Components of Nursing Care 2nd Edition Kathryn Rudd Diane KociskoDocument36 pagesTest Bank For Pediatric Nursing The Critical Components of Nursing Care 2nd Edition Kathryn Rudd Diane Kociskolaurencelittlehdcj100% (26)
- Hyundai 14 - 16 - 20 - 25BRJ-9Document8 pagesHyundai 14 - 16 - 20 - 25BRJ-9NayanajithNo ratings yet
- Gec-Art Art Appreciation: Course Code: Course Title: Course DescriptionsDocument14 pagesGec-Art Art Appreciation: Course Code: Course Title: Course Descriptionspoleene de leonNo ratings yet
- Teaching English as a Second Language in Four PhasesDocument18 pagesTeaching English as a Second Language in Four PhasesVia Johnson100% (1)
- DMG48480F021 01WN DataSheetDocument16 pagesDMG48480F021 01WN DataSheeteminkiranNo ratings yet
- Epoxy HRDocument5 pagesEpoxy HRMuthuKumarNo ratings yet
- Rguhs Dissertation PharmacyDocument6 pagesRguhs Dissertation PharmacyWhatAreTheBestPaperWritingServicesSingapore100% (1)
- Infrastructure Finance Project Design and Appraisal: Professor Robert B.H. Hauswald Kogod School of Business, AUDocument2 pagesInfrastructure Finance Project Design and Appraisal: Professor Robert B.H. Hauswald Kogod School of Business, AUAida0% (1)
- Technical Document 3PAR Arrays Preparation PDFDocument14 pagesTechnical Document 3PAR Arrays Preparation PDFmikdadhussainNo ratings yet
- (Leon 2021) Pengaruh Financial Distress, Laverage Terhadap Konservatisme Akuntansi Pada Perusahaan Manfaktur Sektor Konsumsi 2016-2019Document24 pages(Leon 2021) Pengaruh Financial Distress, Laverage Terhadap Konservatisme Akuntansi Pada Perusahaan Manfaktur Sektor Konsumsi 2016-2019PUTRI AYU HASTUTINo ratings yet
- 2024 Yoga Vidya Training FormDocument8 pages2024 Yoga Vidya Training FormJohnNo ratings yet
- Anubis - Analysis ReportDocument17 pagesAnubis - Analysis ReportÁngelGarcíaJiménezNo ratings yet
- Practical Problems On CustomsDocument13 pagesPractical Problems On Customsnousheen riya67% (3)
- Configuration Management and ISO 9001Document7 pagesConfiguration Management and ISO 9001Simone MeschinoNo ratings yet
- Cambridge IGCSE: Combined Science 0653/41Document24 pagesCambridge IGCSE: Combined Science 0653/41jesslynaureliaNo ratings yet
- Hele 4 PPT - 2nd QT - Week 1Document47 pagesHele 4 PPT - 2nd QT - Week 1jerico juarezNo ratings yet
- Cellular Tower: Bayombong, Nueva VizcayaDocument17 pagesCellular Tower: Bayombong, Nueva VizcayaMonster PockyNo ratings yet
- Ic T7HDocument36 pagesIc T7HCarlos GaiarinNo ratings yet
- Far Eastern University Institute of Tourism and Hotel Management Tourism Management Program 1 Semester A.Y. 2019 - 2020Document46 pagesFar Eastern University Institute of Tourism and Hotel Management Tourism Management Program 1 Semester A.Y. 2019 - 2020Mico BolorNo ratings yet
- ......... NCP CaseDocument34 pages......... NCP Casevipnikally80295% (19)
- Insert - Elecsys Anti-HBs II - Ms - 05894816190.V2.EnDocument4 pagesInsert - Elecsys Anti-HBs II - Ms - 05894816190.V2.EnyantuNo ratings yet
- 5e3 Like ApproachDocument1 page5e3 Like Approachdisse_detiNo ratings yet
- Gen - Biology 2 Module 2Document12 pagesGen - Biology 2 Module 2Camille Castrence CaranayNo ratings yet
- Main Application of Fans and BlowerDocument5 pagesMain Application of Fans and Blowermissy forlajeNo ratings yet
- Cash Surrender Value: Valix, C. T. Et Al. Intermediate Accounting Volume 1. (2019) - Manila: GIC Enterprises & Co. IncDocument8 pagesCash Surrender Value: Valix, C. T. Et Al. Intermediate Accounting Volume 1. (2019) - Manila: GIC Enterprises & Co. IncJoris YapNo ratings yet