You might also like
- California Code GO-95Document604 pagesCalifornia Code GO-95MiguelNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- KeystoneDocument116 pagesKeystoneDan GatzNo ratings yet
- Transmission Towers With Different Configurations AnalysisDocument6 pagesTransmission Towers With Different Configurations AnalysisFarhadNo ratings yet
- Anchor Bolt Development LenghtDocument70 pagesAnchor Bolt Development LenghtEsteban L Llop100% (1)
- EE 214 - Electromagnetics: Chapter 10: Transmission LinesDocument49 pagesEE 214 - Electromagnetics: Chapter 10: Transmission Linesfarouq_razzaz2574No ratings yet
- Gusset Plate Stability Using Variable Stress TrajectoriesDocument6 pagesGusset Plate Stability Using Variable Stress TrajectoriestmaNo ratings yet
- Asce 7-22 CH 29com - For PCDocument22 pagesAsce 7-22 CH 29com - For PCsharethefilesNo ratings yet
- Structural Standards for Steel Antenna Towers and Support StructuresDocument66 pagesStructural Standards for Steel Antenna Towers and Support StructuresAbdul AzeemNo ratings yet
- BPC - 013 HVDC Underground Cable, Graham LawsonDocument13 pagesBPC - 013 HVDC Underground Cable, Graham LawsonJaka Sembung GolokNo ratings yet
- Water StopsDocument12 pagesWater Stopstss13723No ratings yet
- Design of Pile FoundationsDocument114 pagesDesign of Pile FoundationsGanga BasinNo ratings yet
- Steelwise: The New Groove Weld SymbolDocument2 pagesSteelwise: The New Groove Weld SymbolSridhar MaharajaNo ratings yet
- METHODOLOGY Geophysics Measurement of Thermal and Electrical Resistivity FieldDocument17 pagesMETHODOLOGY Geophysics Measurement of Thermal and Electrical Resistivity FieldjosueacevedmNo ratings yet
- Bolted Field Splices For Steel Bridge Flexural MembersDocument76 pagesBolted Field Splices For Steel Bridge Flexural MembersMario Guevara Ubidia- IngenieroCivilNo ratings yet
- General Pipe Rack Configuration 0 DivDocument2 pagesGeneral Pipe Rack Configuration 0 DivhumshkhNo ratings yet
- Mixing Weld and Bolt Part2Document4 pagesMixing Weld and Bolt Part2ihpeterNo ratings yet
- Biaxial Bending of Steel Angle Section PDFDocument3 pagesBiaxial Bending of Steel Angle Section PDFImam NakhrowiNo ratings yet
- Upcoming Changes To Aisc 341 - Seismic Provisions For Structural Steel BuildingsDocument6 pagesUpcoming Changes To Aisc 341 - Seismic Provisions For Structural Steel BuildingsFranco SerafiniNo ratings yet
- One Way SlabDocument69 pagesOne Way Slabforlogin018No ratings yet
- CIGRE b2-305Document8 pagesCIGRE b2-305Jorge Pinto RochaNo ratings yet
- Design Method For The Bolts in Bearing-Type Connections With FillersDocument7 pagesDesign Method For The Bolts in Bearing-Type Connections With FillersAnonymous 7MdZQn1No ratings yet
- Basics of TL DesignDocument48 pagesBasics of TL Designavg0% (1)
- IEEE693 Tutorial3-2007c (Compatibility Mode) PDFDocument145 pagesIEEE693 Tutorial3-2007c (Compatibility Mode) PDFjinjin0205No ratings yet
- The Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsDocument12 pagesThe Development of A New Design Procedure For Conventional Single-Plate Shear ConnectionsMiguelNo ratings yet
- Vehicle Barrier Design Force CalculationDocument2 pagesVehicle Barrier Design Force CalculationRaffaele CesaranoNo ratings yet
- Geometrical Issues On The Structural Analysis of TDocument20 pagesGeometrical Issues On The Structural Analysis of TPower System OperationNo ratings yet
- NBC 2010 - Commentaries - Section IDocument24 pagesNBC 2010 - Commentaries - Section IRick HenbidNo ratings yet
- Bending Under Seated ConnectionsDocument5 pagesBending Under Seated ConnectionsSaeedNo ratings yet
- AISI Wall Stud 2004Document34 pagesAISI Wall Stud 2004MoGHNo ratings yet
- Design of Latticed Steel Transmission StructuresDocument12 pagesDesign of Latticed Steel Transmission StructuresFlávio RodriguesNo ratings yet
- Load tables for steel joistsDocument77 pagesLoad tables for steel joistsEnrique Olvera LaraNo ratings yet
- Bracing Connections To Rectangular Hss Columns: N. Kosteski and J.A. PackerDocument10 pagesBracing Connections To Rectangular Hss Columns: N. Kosteski and J.A. PackerJordy VertizNo ratings yet
- Structural Loading Calculations of Wood PDFDocument8 pagesStructural Loading Calculations of Wood PDFsorry2qazNo ratings yet
- The Application of Flexural Methods To Torsional Analysis of Thin-Walled Open SectionsDocument10 pagesThe Application of Flexural Methods To Torsional Analysis of Thin-Walled Open SectionsRm1262100% (1)
- A New Formula To Calculate Crack Spacing For Concrete PlatesDocument11 pagesA New Formula To Calculate Crack Spacing For Concrete PlatesphamminhquangNo ratings yet
- Hayman Industries Utility Poles 178785 PDFDocument8 pagesHayman Industries Utility Poles 178785 PDFvcockscribdNo ratings yet
- Bolt-to-Rectangular HSS Wall Connections DesignDocument1 pageBolt-to-Rectangular HSS Wall Connections DesignronyNo ratings yet
- Checklist For 33kV DP Structure Design & DrawingDocument4 pagesChecklist For 33kV DP Structure Design & DrawingRupesh KhandekarNo ratings yet
- ASCE Intermediate Diaphragms SC.1943-5576.0000272Document10 pagesASCE Intermediate Diaphragms SC.1943-5576.0000272jrhst36100% (1)
- Softwares For Transmission Pole FoundationDocument3 pagesSoftwares For Transmission Pole FoundationYan YanNo ratings yet
- Quality Assurance For Structural Engineering Firms: Clifford SchwingerDocument21 pagesQuality Assurance For Structural Engineering Firms: Clifford Schwingerash_hanamant4143No ratings yet
- Component Testing, Seismic Evaluation and Characterization of Buckling-Restrained BracesDocument15 pagesComponent Testing, Seismic Evaluation and Characterization of Buckling-Restrained BracesDiego Matias Burgos FuentesNo ratings yet
- Design of RCC FoundationDocument10 pagesDesign of RCC FoundationUvie M. PtwolanNo ratings yet
- Steelwise PDFDocument3 pagesSteelwise PDFFourHorsemenNo ratings yet
- 5 - Paulay Equilibrium Criteria For Reinforced ConcreteDocument9 pages5 - Paulay Equilibrium Criteria For Reinforced ConcreteMarimuthu KaliyamoorthyNo ratings yet
- SP 84001Document416 pagesSP 84001Anonymous 1HFV185Sl4No ratings yet
- Upgrading of Transmission Towers Using A Diaphragm Bracing SystemDocument10 pagesUpgrading of Transmission Towers Using A Diaphragm Bracing Systemdare93No ratings yet
- Design of Vertical Bracing Connections For High Seismic DriftDocument12 pagesDesign of Vertical Bracing Connections For High Seismic DriftvNo ratings yet
- Ice Load DesignDocument15 pagesIce Load Design정영철No ratings yet
- Kibriya T & Tahir L - Critical Study On Design of Pile Foundations For Solar PV Ground Mounted Systems in Ontario, Canada - Paper SRJDocument11 pagesKibriya T & Tahir L - Critical Study On Design of Pile Foundations For Solar PV Ground Mounted Systems in Ontario, Canada - Paper SRJLandon MitchellNo ratings yet
- SteelwiseDocument5 pagesSteelwiseΈνκινουαν Κόγκ ΑδάμουNo ratings yet
- Resume Analysis Tension of MembersDocument14 pagesResume Analysis Tension of MembersZahra AuliaNo ratings yet
- Design of Steel Structure - Steel Design Tension MembersDocument24 pagesDesign of Steel Structure - Steel Design Tension MembersshingkeongNo ratings yet
- SteelDesign Tension FuDocument24 pagesSteelDesign Tension FuAr Agner O. BatuigasNo ratings yet
- Truss-EC3 DesignDocument57 pagesTruss-EC3 Designshaff85No ratings yet
- Analysis and Design of Members For TensionDocument84 pagesAnalysis and Design of Members For TensionicpertacortaNo ratings yet
- Conexiones de AceroDocument8 pagesConexiones de AceroRenzo Xavier Chavez HurtadoNo ratings yet
- MATLAB GraphicsDocument5 pagesMATLAB GraphicsBun KunNo ratings yet
- Matlab GuiDocument2 pagesMatlab GuiBun KunNo ratings yet
- MATLAB Data TypeDocument12 pagesMATLAB Data TypeBun KunNo ratings yet
- MATLAB 3d VisualizationDocument4 pagesMATLAB 3d VisualizationBun KunNo ratings yet
- MATLAB ArrayDocument7 pagesMATLAB ArrayBun KunNo ratings yet
- S04 - Portal Example CalculationDocument44 pagesS04 - Portal Example Calculationteguh andriantoNo ratings yet
- Abutment Type 2 DesignDocument41 pagesAbutment Type 2 DesignBun KunNo ratings yet
- Base Plate ProblemDocument2 pagesBase Plate ProblemBun KunNo ratings yet
- Truss - Technical Knowledge Base - Computers and Structures, Inc. - Technical Knowledge BaseDocument2 pagesTruss - Technical Knowledge Base - Computers and Structures, Inc. - Technical Knowledge BaseBun KunNo ratings yet
- Common WeldsDocument1 pageCommon WeldsBun KunNo ratings yet
- Abutment Type 4 DesignDocument41 pagesAbutment Type 4 DesignBun KunNo ratings yet
- Abutment Type 3 DesignDocument29 pagesAbutment Type 3 DesignBun KunNo ratings yet
- Bolt Bearing Force AISC ManualDocument1 pageBolt Bearing Force AISC ManualBun KunNo ratings yet
- Abutment Type 1 DesignDocument42 pagesAbutment Type 1 DesignBun KunNo ratings yet
- Design Process en 1993-1!3!2006Document22 pagesDesign Process en 1993-1!3!2006Bun KunNo ratings yet
- Cross Sections AISC ManualDocument1 pageCross Sections AISC ManualBun KunNo ratings yet
- Load Computation for Intermediate Pier ColumnDocument8 pagesLoad Computation for Intermediate Pier ColumnBun KunNo ratings yet
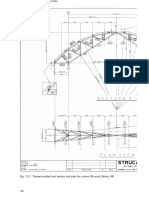
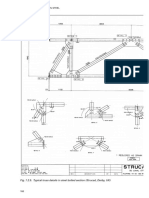
- Steel Truss Sectional Elevation and Structural DetailsDocument2 pagesSteel Truss Sectional Elevation and Structural DetailsBun KunNo ratings yet
- Column SpliceDocument1 pageColumn SpliceBun KunNo ratings yet
- Truss Roof DetailingDocument2 pagesTruss Roof DetailingBun KunNo ratings yet
- Forces in WeldsDocument8 pagesForces in WeldsBun KunNo ratings yet
- NAU Steel Bridge-Final Design ReportDocument26 pagesNAU Steel Bridge-Final Design ReportBun KunNo ratings yet
- Truss Frame DetailingDocument2 pagesTruss Frame DetailingBun KunNo ratings yet
- Arch Truss DetailingDocument2 pagesArch Truss DetailingBun KunNo ratings yet
- Truss Bolted DetailingDocument2 pagesTruss Bolted DetailingBun KunNo ratings yet
- Applying asymptotic methods to complex analysis problemsDocument1 pageApplying asymptotic methods to complex analysis problemsaudaciousribbonNo ratings yet
- ATM145P Time Schedule 2023 - GEDocument6 pagesATM145P Time Schedule 2023 - GExOx LiT NNo ratings yet
- IR Spectroscopy: Dr. M. Saqlain TahirDocument19 pagesIR Spectroscopy: Dr. M. Saqlain TahirAsif AliNo ratings yet
- Chapter 8 Outline: CE 134-Design of Reinforced Concrete StructuresDocument14 pagesChapter 8 Outline: CE 134-Design of Reinforced Concrete StructuresJerome FabreroNo ratings yet
- Rom 2 - 0-11 (En)Document132 pagesRom 2 - 0-11 (En)Mara HerreraNo ratings yet
- Atoms Quiz Game With Answers For Science Educators - Download .PPT atDocument134 pagesAtoms Quiz Game With Answers For Science Educators - Download .PPT atRyan MurphyNo ratings yet
- ENSC 20161 Course Assignment on Atoms and IonsDocument2 pagesENSC 20161 Course Assignment on Atoms and IonsJohn Mark AustriaNo ratings yet
- Project Work: Square Root FunctionDocument13 pagesProject Work: Square Root Function17.Krisha JogiNo ratings yet
- PKN Hydraulic Fracture Model Study and Formation PermeabilityDocument150 pagesPKN Hydraulic Fracture Model Study and Formation PermeabilityGwladys KomNo ratings yet
- JPME Volume 21 Issue 1 Pages 9-16Document8 pagesJPME Volume 21 Issue 1 Pages 9-16كاظم طارقNo ratings yet
- Bostrig SC UnarmoredDocument3 pagesBostrig SC UnarmoredEnrique MartínezNo ratings yet
- Nuclear PhysicsDocument24 pagesNuclear PhysicsCalvin LabialNo ratings yet
- Understanding Philosophy's Academic Meaning & FunctionsDocument6 pagesUnderstanding Philosophy's Academic Meaning & FunctionsJericho whiteNo ratings yet
- Electric Circuits and Machines Electronics EngineeringDocument4 pagesElectric Circuits and Machines Electronics EngineeringArjun KhatiwadaNo ratings yet
- Sample Problems of Stresses with Step-by-Step SolutionsDocument8 pagesSample Problems of Stresses with Step-by-Step SolutionsAllaine VictoriaNo ratings yet
- MCQ Unit 1 GovernorDocument8 pagesMCQ Unit 1 GovernorDr Abhijeet GangulyNo ratings yet
- ACFrOgDTpa5-Bgaji-yVnuN PlOKhu5M2acMTkuu8Twu JzWFg38xW7d0gqVFbzA2T6IPR4KJ6OfwRqa53pgC7z8ZaRDz6HytivuJD6CjRtcw l39L2reYNPST7ctsTwIk6cYdOQdm2fVK6Y6hNXDocument15 pagesACFrOgDTpa5-Bgaji-yVnuN PlOKhu5M2acMTkuu8Twu JzWFg38xW7d0gqVFbzA2T6IPR4KJ6OfwRqa53pgC7z8ZaRDz6HytivuJD6CjRtcw l39L2reYNPST7ctsTwIk6cYdOQdm2fVK6Y6hNXIVAN TIONG WEI JUN MoeNo ratings yet
- M.E CAD - CAM SyllabusDocument10 pagesM.E CAD - CAM SyllabusHariharan HDNo ratings yet
- Motion & Geometry based methods in Frequency Domain Computer VisionDocument31 pagesMotion & Geometry based methods in Frequency Domain Computer VisionBasudha PalNo ratings yet
- Summative Test No. 3 Math 6 Quarter 3Document2 pagesSummative Test No. 3 Math 6 Quarter 3jodzmary86100% (3)
- Ect, Eca, NFT, RFT, Iris: ApplicationsDocument2 pagesEct, Eca, NFT, RFT, Iris: ApplicationsGistek MarcoNo ratings yet
- Tarea 4 TermodinamicaDocument3 pagesTarea 4 TermodinamicaMario GonzalezNo ratings yet
- Modelling and Simulation of Armature ControlledDocument7 pagesModelling and Simulation of Armature ControlledPrathap VuyyuruNo ratings yet
- Elc151 - Listening Sample Test - Jun 2020Document5 pagesElc151 - Listening Sample Test - Jun 2020A'eesya Humaira Binti RumawiNo ratings yet
- 5 Steps To A 5 500 AP Calculus AB - BCDocument375 pages5 Steps To A 5 500 AP Calculus AB - BCMengzhou Wang100% (1)
- PE 1000 SuperliningDocument2 pagesPE 1000 SuperliningASHOKNo ratings yet
- Hollow Core Slab DetailsDocument19 pagesHollow Core Slab DetailsMediks Ferrer100% (1)
- WOKA 3652 - JP5000 - KeroseneDocument1 pageWOKA 3652 - JP5000 - KeroseneRavi ViswanadhaNo ratings yet
- Name Class Date: G - N/KGDocument4 pagesName Class Date: G - N/KGDelosh TNo ratings yet
- Elec Eng 3Bb3:: Cellular BioelectricityDocument19 pagesElec Eng 3Bb3:: Cellular BioelectricityJens RydNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesFrom EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesRating: 3 out of 5 stars3/5 (1)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)