You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- S10332200-3001 Electrical Engineering StandardDocument64 pagesS10332200-3001 Electrical Engineering Standardappril26No ratings yet
- s10332300-3011 - 0 Process AnalyzerDocument14 pagess10332300-3011 - 0 Process Analyzerappril26No ratings yet
- S10332400-3001 Civil Engineering StandardDocument50 pagesS10332400-3001 Civil Engineering Standardappril26No ratings yet
- s10332300-3006 - 0 Emergency ShutdownDocument16 pagess10332300-3006 - 0 Emergency Shutdownappril26No ratings yet
- S10332300-3002 - 0 Instrument InstallationDocument20 pagesS10332300-3002 - 0 Instrument Installationappril26No ratings yet
- s10332300-3013 - 0 Process On-Line AnalyzerDocument26 pagess10332300-3013 - 0 Process On-Line Analyzerappril26No ratings yet
- s10332300-3007 - 0 Process Flow MeteringDocument11 pagess10332300-3007 - 0 Process Flow Meteringappril26No ratings yet
- S10332300-3010 - 0 Control ValvesDocument29 pagesS10332300-3010 - 0 Control Valvesappril26No ratings yet
- Presentation Fire Protection System Mango-BKK062 Project R.00Document17 pagesPresentation Fire Protection System Mango-BKK062 Project R.00appril260% (2)
- s10332300-3004 - 0 Distributed Control System (DCS)Document58 pagess10332300-3004 - 0 Distributed Control System (DCS)appril26No ratings yet
- s10332300-3008 - 0 Tank Gauging SystemsDocument23 pagess10332300-3008 - 0 Tank Gauging Systemsappril26No ratings yet
- Testing Only Instructions ConcentrateDocument2 pagesTesting Only Instructions Concentrateappril26No ratings yet
- พลังชีวิต (Life Force)Document152 pagesพลังชีวิต (Life Force)appril26No ratings yet
- Truss AnalysisDocument40 pagesTruss Analysisappril26No ratings yet
- s10332300-3005 - 0 Programmable LogicDocument19 pagess10332300-3005 - 0 Programmable Logicappril26No ratings yet
- s10332300-3009 - 0 Instrument CablingDocument29 pagess10332300-3009 - 0 Instrument Cablingappril26No ratings yet
- s10332300-3014 - 0 Instrument Air SupplyDocument8 pagess10332300-3014 - 0 Instrument Air Supplyappril26No ratings yet
- Sprinkler Loads On Trusses: Revised 3/21/2017Document20 pagesSprinkler Loads On Trusses: Revised 3/21/2017appril26No ratings yet
- S10332300-3001 - 1 (1) General Instrument and Control SystemDocument30 pagesS10332300-3001 - 1 (1) General Instrument and Control Systemappril26No ratings yet
- S10332300-3003 - 0 Process MeasurmentDocument27 pagesS10332300-3003 - 0 Process Measurmentappril26No ratings yet
- 36 มยผ.8116-52 มาตรฐานแผงควบคุมเครื่องสูบน้ำดับเพลิงDocument21 pages36 มยผ.8116-52 มาตรฐานแผงควบคุมเครื่องสูบน้ำดับเพลิงappril26No ratings yet
- Takachiho: Point Load Layout PlanDocument3 pagesTakachiho: Point Load Layout Planappril26No ratings yet
- Transformers 2018Document2 pagesTransformers 2018appril26No ratings yet
- Reference Examples: Republic of Singapore NavyDocument3 pagesReference Examples: Republic of Singapore Navyappril26No ratings yet
- ปั๊มและระบบสูบน้ำDocument284 pagesปั๊มและระบบสูบน้ำappril26No ratings yet
- FIREMIKS Reference Examples - 2015-04-30Document1 pageFIREMIKS Reference Examples - 2015-04-30appril26No ratings yet
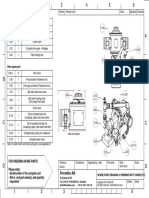
- SPARE PART DRAWING 1 FIREMIKS WATER MOTOR Alu-2014-06-22Document1 pageSPARE PART DRAWING 1 FIREMIKS WATER MOTOR Alu-2014-06-22appril26No ratings yet
- Spare Part Drawing 3 Firemiks GP-F Complete-2014-06-22Document1 pageSpare Part Drawing 3 Firemiks GP-F Complete-2014-06-22appril26No ratings yet