You might also like
- Service Manual Omoda 5 Part4Document2,081 pagesService Manual Omoda 5 Part4Sina ArsaniNo ratings yet
- Polymer Rheology. Theory and Practice - Yuri G. YanovskyDocument308 pagesPolymer Rheology. Theory and Practice - Yuri G. YanovskyJose RdzNo ratings yet
- Reology of Filled Polymer SystemsDocument343 pagesReology of Filled Polymer SystemsSuchat Kotcheap100% (1)
- Making Plastics From Monomer To Polymer CEP Sep 2015Document6 pagesMaking Plastics From Monomer To Polymer CEP Sep 2015Juan Sebastian SánchezNo ratings yet
- Route TrainingDocument14 pagesRoute Trainingjohn100% (1)
- Die Swell of Complex Polymeric SystemsDocument21 pagesDie Swell of Complex Polymeric SystemsNicole Campos CastroNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument69 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistslaurik1315No ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument18 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsLászló LevelesNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument8 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsArya ChowdhuryNo ratings yet
- We Are Intechopen, The First Native Scientific Publisher of Open Access BooksDocument17 pagesWe Are Intechopen, The First Native Scientific Publisher of Open Access Booksrajiv_quantumNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument19 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsOladimeji AlabiNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument34 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsJhonatan Alexander Becerra DuitamaNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument31 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsNam VoNo ratings yet
- CEOR Polymer FloodingDocument47 pagesCEOR Polymer FloodingAli AlrfaeNo ratings yet
- For U.S.: Polymer Letters EditionDocument3 pagesFor U.S.: Polymer Letters EditionJuan PozoNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument25 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsSrini VasanNo ratings yet
- Application Technologies For Functional FinishingDocument22 pagesApplication Technologies For Functional Finishingasebaei95No ratings yet
- Cbse Class 12 Project File On PolymerDocument14 pagesCbse Class 12 Project File On PolymerSHIVAM SINGHNo ratings yet
- Phase Change Materials and Their ApplicationsDocument23 pagesPhase Change Materials and Their ApplicationsInduja VNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument29 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistskhue tranNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument28 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsNguyễn Hoàng ThànhNo ratings yet
- Hypercrosslinked Polymers A ReviewDocument42 pagesHypercrosslinked Polymers A ReviewnkazemiNo ratings yet
- Tribological Behavior of Polymers and Polymer Composites: December 2020Document36 pagesTribological Behavior of Polymers and Polymer Composites: December 2020RadujohnNo ratings yet
- Lee Et Al. - 2005 - Polymer Nanocomposite FoamsDocument20 pagesLee Et Al. - 2005 - Polymer Nanocomposite FoamsTania Esmeralda González RoblesNo ratings yet
- Characterization of PolymersDocument30 pagesCharacterization of Polymerssuranjana26No ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument28 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsBRIGHT TECH INDUSTRIALS INDIA PVT LTDNo ratings yet
- Thin FilmsProperties and ApplicationsDocument24 pagesThin FilmsProperties and Applicationstirth0902No ratings yet
- Applied Polymer Rheology: Polymeric Fluids with Industrial ApplicationsFrom EverandApplied Polymer Rheology: Polymeric Fluids with Industrial ApplicationsMarianna KontopoulouNo ratings yet
- LECTURE Polymer FinalsDocument64 pagesLECTURE Polymer FinalsNeil BrionesNo ratings yet
- Alshrah 2017Document10 pagesAlshrah 2017tapasdoraNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument25 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsAdji SutamaNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument5 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsArya ChowdhuryNo ratings yet
- Polymer Science and Its ApplicationsDocument25 pagesPolymer Science and Its ApplicationsPsyKen GrowTopiaNo ratings yet
- Base de Datos PolimerosDocument33 pagesBase de Datos PolimerosSoledad ChinoNo ratings yet
- Multiphase Flow Analysis Using Population Balance Modeling: Bubbles, Drops and ParticlesFrom EverandMultiphase Flow Analysis Using Population Balance Modeling: Bubbles, Drops and ParticlesRating: 5 out of 5 stars5/5 (2)
- Applications of Polymers in Biomedical, Electronic and Industrial FieldsDocument28 pagesApplications of Polymers in Biomedical, Electronic and Industrial FieldsDeva RajNo ratings yet
- The Position and Function of Macroscopic Analysis in The Failure Analysis of Railway FastenersDocument12 pagesThe Position and Function of Macroscopic Analysis in The Failure Analysis of Railway FastenersEduardo Pérez R.No ratings yet
- How To Write Good Journal PublicationDocument49 pagesHow To Write Good Journal PublicationRadwa Mohamed100% (1)
- 07 Chapter 1Document39 pages07 Chapter 1MD SHAHJADNo ratings yet
- Thesis RheologyDocument8 pagesThesis Rheologylindseywilliamscolumbia100% (3)
- Polymer Finals (LECTURE)Document67 pagesPolymer Finals (LECTURE)Neil BrionesNo ratings yet
- Rheology, Compounding and Processing of Filled ThermoplasticsDocument63 pagesRheology, Compounding and Processing of Filled Thermoplasticsjr_hernando_enal3852No ratings yet
- Terfenol-D Layer in A Functionally Graded Pipe TraDocument23 pagesTerfenol-D Layer in A Functionally Graded Pipe Traakin7123No ratings yet
- Literature Review of Conducting PolymersDocument6 pagesLiterature Review of Conducting Polymersmlgpufvkg100% (1)
- Pascal TriangleDocument20 pagesPascal Trianglesushmakasbe81No ratings yet
- Handbook About PUDocument181 pagesHandbook About PUMayara OliveiraNo ratings yet
- Mee 402 Act 1Document9 pagesMee 402 Act 1Missy ForlajeNo ratings yet
- Composite Materials - IntechopenDocument11 pagesComposite Materials - Intechopenpawan hargunaniNo ratings yet
- Louvered-Type Fin DesignDocument33 pagesLouvered-Type Fin Designmjnjrgj2s7No ratings yet
- Liquid EncapsulationDocument21 pagesLiquid EncapsulationGanciarov MihaelaNo ratings yet
- Czaplicki 2013 Chromatography in Bioactivity AnalyDocument25 pagesCzaplicki 2013 Chromatography in Bioactivity AnalyJuan Borja FajardoNo ratings yet
- High-Porosity Metal Foams Potentials, Applications, and FolmulationsDocument21 pagesHigh-Porosity Metal Foams Potentials, Applications, and FolmulationsalhussenyNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument27 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsqurrotun faizahNo ratings yet
- 02 05 50 - TheoryDocument30 pages02 05 50 - TheoryPaula Buján RodriguezNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument24 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsSarah TwilightNo ratings yet
- Design For ManufactureDocument14 pagesDesign For ManufacturePriambodo AriewibowoNo ratings yet
- Internal Flow and Spray Dynamics of Multi-Hole NozzleDocument25 pagesInternal Flow and Spray Dynamics of Multi-Hole NozzleChandra VhshhwNo ratings yet
- Theravalappil 2012 DPDocument125 pagesTheravalappil 2012 DPAlexey GuskovNo ratings yet
- Living Radical Polymerization A ReviewDocument36 pagesLiving Radical Polymerization A ReviewAris SusantoNo ratings yet
- Atiq E-AI On AuditDocument20 pagesAtiq E-AI On AuditShahid MahmudNo ratings yet
- W170B-TC NEW HoOLLANDDocument6 pagesW170B-TC NEW HoOLLANDMeleștean MihaiNo ratings yet
- MIT15 093J F09 Rec04Document4 pagesMIT15 093J F09 Rec04santiago gonzalezNo ratings yet
- A User Guide For FORTRAN 90-95-0Document19 pagesA User Guide For FORTRAN 90-95-0Anonymous IF3H0X2vBeNo ratings yet
- Display VFD48-1202FN Analog Style - Arduino Project HubDocument27 pagesDisplay VFD48-1202FN Analog Style - Arduino Project HubPhops FrealNo ratings yet
- HFAss 6Document1 pageHFAss 6Taieb Ben ThabetNo ratings yet
- Geosynthetics and Geosynthetics and Reinforced Soil StructuresDocument22 pagesGeosynthetics and Geosynthetics and Reinforced Soil StructuresOscar FoxNo ratings yet
- Financial and Economic Texts' Translation - 2 PGDocument2 pagesFinancial and Economic Texts' Translation - 2 PGbia1209No ratings yet
- lmp91000 PDFDocument31 pageslmp91000 PDFJoão CostaNo ratings yet
- Ar Adirafinance-2018 EngDocument586 pagesAr Adirafinance-2018 EngHendra GuntoroNo ratings yet
- The Differences Between OHS Management System StandardsDocument27 pagesThe Differences Between OHS Management System StandardsRommel100% (2)
- 03 Vertical Pump Test ANSI HI 2.6 2000Document48 pages03 Vertical Pump Test ANSI HI 2.6 2000Benny RivasNo ratings yet
- Please Get Rid of That SmellDocument4 pagesPlease Get Rid of That Smellmcant1980No ratings yet
- Ampd Data Sheet Vacuum Casting Resin 8263Document2 pagesAmpd Data Sheet Vacuum Casting Resin 8263Lorenzo Guida0% (1)
- 32 KV High Voltage Power Transmission Line and Stress On Brassica JunceaDocument4 pages32 KV High Voltage Power Transmission Line and Stress On Brassica Junceamuhammad mushofahNo ratings yet
- Ethiopian Geology 2&3 2015Document51 pagesEthiopian Geology 2&3 2015amanuel buzunaNo ratings yet
- 20years Cultural Heritage Vol2 enDocument252 pages20years Cultural Heritage Vol2 enInisNo ratings yet
- Wood Support-Micro Guard Product DataDocument13 pagesWood Support-Micro Guard Product DataM. Murat ErginNo ratings yet
- Opposite Integers1Document2 pagesOpposite Integers1Hapsari C. Hanandya NannaNo ratings yet
- Fatigue BasicsDocument30 pagesFatigue BasicsABY.SAAJEDI879No ratings yet
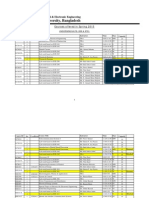
- Courses Offered in Spring 2015Document3 pagesCourses Offered in Spring 2015Mohammed Afzal AsifNo ratings yet
- Sikatard 930: Cement Hydration StabiliserDocument2 pagesSikatard 930: Cement Hydration StabiliserBudhi KurniawanNo ratings yet
- Reference Book 2014 05 19Document84 pagesReference Book 2014 05 19leoNo ratings yet
- Electronic Transformer For 12 V Halogen LampDocument15 pagesElectronic Transformer For 12 V Halogen LampWin KyiNo ratings yet
- Ade CV1Document4 pagesAde CV1Albert Adewale AdebayoNo ratings yet
- IASDocument3 pagesIASankit sharmaNo ratings yet
- Chapter 5 - Adlerian TherapyDocument28 pagesChapter 5 - Adlerian TherapyRhalf100% (1)
- Implementation LabDocument7 pagesImplementation LabDavid BenjamingNo ratings yet