You might also like
- Root Cause AnalysisDocument28 pagesRoot Cause AnalysisRashid Saleem100% (2)
- Root Cause AnalysisDocument28 pagesRoot Cause Analysisaftabseven2No ratings yet
- SAE J10 Dated 11-2007 Air BrakesDocument3 pagesSAE J10 Dated 11-2007 Air BrakesLaura GarciaNo ratings yet
- 4 Types of ProblemsDocument72 pages4 Types of Problemsmagudeesh100% (1)
- Stats NotesDocument77 pagesStats NotesAdil AliNo ratings yet
- Shale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementFrom EverandShale Shaker and Drilling Fluids Systems:: Techniques and Technology for Improving Solids Control ManagementRating: 4.5 out of 5 stars4.5/5 (2)
- DENHAM TOWN HIGH SCHOOL-grade 9 Final DraftDocument6 pagesDENHAM TOWN HIGH SCHOOL-grade 9 Final DraftGuyan Gordon0% (1)
- Circular Column Design Based On ACI 318-19: Input Data & Design SummaryDocument2 pagesCircular Column Design Based On ACI 318-19: Input Data & Design Summaryجميل عبد الله الحماطيNo ratings yet
- Dokumen - Tips - Project Quality Management Quality ManagementDocument61 pagesDokumen - Tips - Project Quality Management Quality ManagementejabesoNo ratings yet
- A Good Product Is The Result of A Good ProcessDocument34 pagesA Good Product Is The Result of A Good ProcessYash maullooNo ratings yet
- Fyp MDD Writing Seminar - Part 1Document34 pagesFyp MDD Writing Seminar - Part 1Izzuddin FCNo ratings yet
- DOE ShaininDocument200 pagesDOE ShaininNatKTh100% (2)
- Computer Aided ManufacturingDocument124 pagesComputer Aided Manufacturingakshaymm1616No ratings yet
- Product Design For Manual Assembly: DFA Tool: To Reduce Manufacturing and Assembly CostsDocument62 pagesProduct Design For Manual Assembly: DFA Tool: To Reduce Manufacturing and Assembly CostsgetchmenteNo ratings yet
- Basic Quality Tools, An Introduction To Problem SolvingDocument30 pagesBasic Quality Tools, An Introduction To Problem Solvingobelix007No ratings yet
- SPC: Control Chart Fundamentals and Applications ApplicationsDocument56 pagesSPC: Control Chart Fundamentals and Applications ApplicationsraymondNo ratings yet
- FEA Knowledge 1.1Document20 pagesFEA Knowledge 1.1APURV THE Black Horse DRVNo ratings yet
- EML2322L Design ProcessDocument14 pagesEML2322L Design ProcessLalo MtzNo ratings yet
- Shainin AmeliorDocument40 pagesShainin AmeliorOsman Tig100% (1)
- 7QC ProcessImprovementVariationProblem Solving and ToolsDocument106 pages7QC ProcessImprovementVariationProblem Solving and ToolsAkshaIQ trainingandconsultancyNo ratings yet
- Capp Cim Lecture Modified 2017Document56 pagesCapp Cim Lecture Modified 2017hemendraNo ratings yet
- Operational Esearch (OR)Document88 pagesOperational Esearch (OR)maria saleemNo ratings yet
- 7 QC ToolsDocument62 pages7 QC ToolsRajeev ChadhaNo ratings yet
- 157 37325 EA221 2013 1 2 1 Chapter-1-introduction-to-OR-1Document90 pages157 37325 EA221 2013 1 2 1 Chapter-1-introduction-to-OR-1Janine G. AsasNo ratings yet
- 6 - Sigma Training: ReviewDocument33 pages6 - Sigma Training: ReviewJuan Carlos Gebhardt100% (1)
- Problem SolvingDocument41 pagesProblem SolvingBen JohnsonNo ratings yet
- Kaizen EyeDocument28 pagesKaizen EyeJPNo ratings yet
- AnsysDocument14 pagesAnsysRavi NPDNo ratings yet
- QMAD2623 Introduction Design Approaches and ProcessesDocument30 pagesQMAD2623 Introduction Design Approaches and ProcessesKelvinNo ratings yet
- Reduction of Defects in High Pressure Bolts: Project ReviewDocument17 pagesReduction of Defects in High Pressure Bolts: Project ReviewVickyVenkataramanNo ratings yet
- Lecture 1 Introduction To OR (Compatibility Mode) PDFDocument65 pagesLecture 1 Introduction To OR (Compatibility Mode) PDFavdesh7777No ratings yet
- Session 1 - FinalDocument25 pagesSession 1 - FinalShyam TadaNo ratings yet
- Value Engineering POMDocument16 pagesValue Engineering POMnabendu4u100% (1)
- Operation Research: Introduction To Operations ResearchDocument50 pagesOperation Research: Introduction To Operations Researchsharif tahlilNo ratings yet
- Introduction To Management Science: - o o o oDocument7 pagesIntroduction To Management Science: - o o o oChard PintNo ratings yet
- Lecture-1 - Introduction To ORDocument90 pagesLecture-1 - Introduction To ORsri7877No ratings yet
- Making Good Structural Analysis Models PDFDocument44 pagesMaking Good Structural Analysis Models PDFSewGuan100% (1)
- Course Content: 1. The 8-D MethodologyDocument5 pagesCourse Content: 1. The 8-D MethodologySandy PandeNo ratings yet
- Application of or in AgricultureDocument48 pagesApplication of or in AgricultureFrew Tadesse FreNo ratings yet
- OR Dr. Mohamed Abdel Salam: Introduction To Operations ResearchDocument90 pagesOR Dr. Mohamed Abdel Salam: Introduction To Operations ResearchAsif WahabNo ratings yet
- 7QC ToolsDocument48 pages7QC ToolsSudhagarNo ratings yet
- 8D Training - ASQ Meeting 2017-9-12Document78 pages8D Training - ASQ Meeting 2017-9-12Avyan KelanNo ratings yet
- Root Cause AnalysisDocument61 pagesRoot Cause AnalysisYo Yo Moyal RajNo ratings yet
- Cosc309 - Video Clip 01 - IntroductoryDocument44 pagesCosc309 - Video Clip 01 - IntroductoryOmar AustinNo ratings yet
- 02 MachiningDocument34 pages02 MachiningJignesh ChoudhuryNo ratings yet
- DOE ShaininDocument200 pagesDOE ShaininAbhishek Kumar Singh100% (4)
- IE 3265 R. Lindeke, Ph. D.: Quality Management in POM - Part 2Document58 pagesIE 3265 R. Lindeke, Ph. D.: Quality Management in POM - Part 2Nitin BalapureNo ratings yet
- 237 QC Tools - Awareness (V)Document43 pages237 QC Tools - Awareness (V)Ayush SaxenaNo ratings yet
- 5s ShortDocument24 pages5s ShortSMAKNo ratings yet
- Topic 4Document39 pagesTopic 4Abhishek AroraNo ratings yet
- Stata An Introduction Summer 2020Document60 pagesStata An Introduction Summer 2020TU Service CommissionNo ratings yet
- Iare Ot PptsDocument204 pagesIare Ot PptsRohitNo ratings yet
- 8D Training ASQ Meeting2017 9 12Document78 pages8D Training ASQ Meeting2017 9 12Bessem BouaouinaNo ratings yet
- Quality Walkthrough Dec 6th 2022Document4 pagesQuality Walkthrough Dec 6th 2022Hemas FadhliNo ratings yet
- Mod 5 03 Intro To Data Mar 02Document12 pagesMod 5 03 Intro To Data Mar 02drustagiNo ratings yet
- 6T Concept SelectionDocument23 pages6T Concept Selectionsai ashwindranNo ratings yet
- Process Improvements: Using SIT MethodsDocument19 pagesProcess Improvements: Using SIT MethodsvivianaandoneNo ratings yet
- Stimulating Innovation in Products and Services: With Function Analysis and MappingFrom EverandStimulating Innovation in Products and Services: With Function Analysis and MappingNo ratings yet
- 5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityFrom Everand5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityRating: 5 out of 5 stars5/5 (3)
- The Handbook of Online Marketing Research: Knowing Your Customer Using the NetFrom EverandThe Handbook of Online Marketing Research: Knowing Your Customer Using the NetRating: 2 out of 5 stars2/5 (1)
- Analysis within the Systems Development Life-Cycle: Book 4 Activity Analysis—The MethodsFrom EverandAnalysis within the Systems Development Life-Cycle: Book 4 Activity Analysis—The MethodsNo ratings yet
- Process Engineering Problem Solving: Avoiding "The Problem Went Away, but it Came Back" SyndromeFrom EverandProcess Engineering Problem Solving: Avoiding "The Problem Went Away, but it Came Back" SyndromeRating: 3 out of 5 stars3/5 (1)
- A Guide to Assessing Needs: Essential Tools for Collecting Information, Making Decisions, and Achieving Development ResultsFrom EverandA Guide to Assessing Needs: Essential Tools for Collecting Information, Making Decisions, and Achieving Development ResultsRating: 3 out of 5 stars3/5 (2)
- Stainless Steel DefectsDocument30 pagesStainless Steel Defects0502ravi100% (1)
- BS en 12819-2009Document34 pagesBS en 12819-2009APINo ratings yet
- Engineering Data and Analysis Design of ExperimentsDocument3 pagesEngineering Data and Analysis Design of ExperimentsreyiNo ratings yet
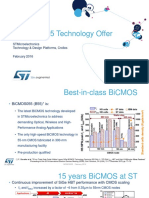
- 04 KT Bicmos055 OverviewDocument19 pages04 KT Bicmos055 OverviewRyuzakyNo ratings yet
- Classical Style House Plan - 5 Beds 6 Baths 10735 SQ - FT Plan #137-211Document10 pagesClassical Style House Plan - 5 Beds 6 Baths 10735 SQ - FT Plan #137-211A̯̦̩l̜a̳n̴̪̲ B͇ͅi̹͉a̩͕̲͔̫n͙͎̬̺̹͕͡c̷̹̻h̶͙͕͉į͔̬̬̖No ratings yet
- Bus System E65 745iDocument51 pagesBus System E65 745iJean-Baptiste BulliardNo ratings yet
- Concrete AggregatesDocument30 pagesConcrete AggregateseseemNo ratings yet
- Teaching DoE With Paper Helicopters and MinitabDocument17 pagesTeaching DoE With Paper Helicopters and MinitabKumar SwamiNo ratings yet
- ITIL Cheat SheetDocument33 pagesITIL Cheat SheetVeronica HamptonNo ratings yet
- Sis 2.0Document2 pagesSis 2.0danielNo ratings yet
- Lightning Protection System PDFDocument20 pagesLightning Protection System PDFcherif yahyaoui100% (2)
- Idirect Evolution - X1 Data SheetDocument1 pageIdirect Evolution - X1 Data SheetАнатолий МаловNo ratings yet
- CCNA 1 v5.0 R&S ITN Final Exam Answers 2014Document22 pagesCCNA 1 v5.0 R&S ITN Final Exam Answers 2014jonmicNo ratings yet
- 70 Interesting CircuitsDocument21 pages70 Interesting CircuitsHasitha Suneth100% (4)
- Sheet Metal WorkDocument15 pagesSheet Metal WorkNikhil VermaNo ratings yet
- Lec04 PDFDocument17 pagesLec04 PDFalb3rtnetNo ratings yet
- IT Services Network Infrastructure SpecificationDocument27 pagesIT Services Network Infrastructure SpecificationMekaNo1DNo ratings yet
- HQ 3diffDocument4 pagesHQ 3diffDan Alexander Oliva GuerraNo ratings yet
- Modern Steam Engines J RoseDocument370 pagesModern Steam Engines J Roseapi-3710301100% (3)
- Danfoss Paht - Paht g20 - 90 PumpDocument86 pagesDanfoss Paht - Paht g20 - 90 Pumphebert perezNo ratings yet
- The Ovation NX Amplifier V2.0 8Document57 pagesThe Ovation NX Amplifier V2.0 8marginwalker77100% (1)
- Action Response - Case Study Analysis FormDocument6 pagesAction Response - Case Study Analysis FormArrjun RamkumarNo ratings yet
- Catalog-B Ls800-Series AlloysDocument5 pagesCatalog-B Ls800-Series Alloys12345laurNo ratings yet
- UMBA ENSC 35 List of TechnologiesDocument1 pageUMBA ENSC 35 List of TechnologiesPEARL ANGELIE UMBANo ratings yet
- Volvo SteeringDocument15 pagesVolvo SteeringcrazybearNo ratings yet
- 12 LatheDocument63 pages12 LatheS.m. Chandrashekar100% (1)
- Scimakelatex 1450 XXXDocument6 pagesScimakelatex 1450 XXXborlandspamNo ratings yet